Элеватор трубный ЭТА-П повышенной надежности
ВВЕДЕНИЕ
В дипломном проекте рассматривается трубный
элеватор ЭТА-П Ишимбайского машиностроительного завода, применяемый при
спускоподъемных операциях подземного ремонта скважин.
При существующем уровне механизации и
используемых технологиях спускоподъемных операций (СПО) они выполняются при
всех видах подземного ремонта скважин с использованием ручного инструмента. К
этому инструменту относятся: трубные элеваторы, трубные ключи, спайдеры,
штанговые элеваторы и штанговые ключи. Количество операций, ежегодно
выполняемых с помощью этих инструментов, измеряются многими десятками
миллионов. Поэтому к спускоподъемному инструменту предъявляются высокие
требования по надежности, удобству работы и, особенно, по обеспечению
безопасности труда рабочего, пользующегося им.
Влияние спускоподъемного инструмента на темп и
качество выполнения операций и процессов в целом, на безопасность работ
является причиной конструирования, выпуска и эксплуатации большого числа типов
и вариантов этого инструмента.
Элеватор ЭТА-П является усовершенствованной
моделью трубного элеватора ЭТА-50.
1. ЛИТЕРАТУРНЫЙ ОБЗОР И ПАТЕНТНАЯ
ПРОРАБОТКА ТРУБНЫХ ЭЛЕВАТОРОВ
.1 Литературный обзор трубных
элеваторов
Трубный элеватор — инструмент, которым
осуществляется захват трубы и удержание на весу в процессе спускоподъемных
операций. Основным элементом конструкции элеватора является затвор, который
должен обеспечивать надежное соединение захватного устройства в период
спускоподъемных операций. Поэтому каждый затвор оснащается предохранительным
устройством для предупреждения самооткрывания. Элеватор — грузоподъемное
устройство, воспринимающее вес колонны труб и дополнительные нагрузки.
Суммарная предельно допустимая нагрузка на элеватор называется его
грузоподъемностью.
Конструктивное исполнение элеватора зависит от
диаметра захватываемых труб, от способа захватывания, массы несущей нагрузки,
технологии ремонта. Этим объясняется многообразие конструкций трубных
элеваторов, применяемых при ремонте скважин. Элеватор подвешивается к крюку
талевой системы при помощи серьги или штропа. К настоящему времени широкое
применение получили четыре основных принципиально отличающихся типа трубных
элеваторов (рисунок 1.1):
элеватор, выполненный по балочной схеме,
удерживающий трубу путем опоры ее торца на корпус элеватора, используется для
муфтовых труб и для безмуфтовых с высадкой наружу
элеватор, выполненный по балочной схеме,
удерживающий трубу за ее гладкую часть клиньями, встроенными в корпус
элеватора, используется для безмуфтовых труб с высадкой внутрь;
элеватор, выполненный по втулочной схеме,
удерживающий трубу путем опоры торца муфты трубы на опорный бурт внутри
элеватора, используется для муфтовых труб.
Рисунок 1.1 — Схемы трубных элеваторов: а —
балочный для труб с муфтами; б — балочный для безмуфтовых труб с наружной
высадкой; в- балочный для безмуфтовых гладких труб; г- втулочный
Массы элеваторов одного типа примерно
пропорциональны его грузоподъемности и зависят от диаметра труб, для которых
они предназначены. Грузоподъемности же элеваторов зависят от глубин скважин.
Требования, предъявляемые к элеваторам:
обеспечение надежной работы в условиях сильной
загрязненности нефтью, парафином, солями при низких температурах;
стойкость к динамическим нагрузкам (рывки,
удары) при ловильных работах;
легкость и удобство в работе;
отсутствие выступающих частей.
Наиболее ответственным элементом элеватора
является механизм запирания, поэтому к нему предъявляются следующие требования:
обеспечение надежной работы в рукавицах, причем
одной рукой;
выдерживать большое число циклов открытия —
закрытия;
обеспечивать несколько ступеней защиты от
несанкционированного раскрытия;
положение механизма запирания « открыто» или
«закрыто» должно быть видно в условиях недостаточной освещенности.
Отечественной промышленностью многие годы
выпускаются трубные элеваторы, выполненные по «балочной схеме, типа «Красное
Сормово», системы Халатяна или Карташева. Недостатками балочных элеваторов
являются их большой вес и металлоемкость. Даже при малых грузоподъемностях их
масса составляет 40 — 50 кг, а при грузоподъемностях 75 — 80 т массы их
превышают 80 — 100 кг, что делает ручные операции с ними крайне тяжелыми.
Большие массы трубных элеваторов обусловлены схемой, представляющей балку на
двух опорах (то есть на штропах), нагруженную весом колонн труб посередине. В
результате корпус балочного элеватора работает на изгиб. При этом напряжение
изгиба тем меньше, чем меньше изгибающий момент, который при постоянной
нагрузке зависит от расстояния между опорами. Отсюда вывод, что для облегчения
элеватора его конструкция должна позволять предельно близко размещать штропы. В
лучших конструкциях балочных элеваторов это предусмотрено, и резервы облегчения
за счет уменьшения плеча исчерпаны. При работе с такими элеваторами обычно
используют два тяжелых штропа.
Трубные элеваторы балочного типа изготовляются
из стальных кованных, штампованных или литых заготовок, как правило, из сталей,
легированных хромом, молибденом, реже никелем. При изготовлении корпусных
деталей из литых заготовок к качеству литья предъявляются особо высокие
требования: в заготовках не должно быть каких-либо литейных пороков, так как
исправление их с последующим использованием деталей недопустимо. В то же время
равнопрочность деталей элеваторов возможна лишь при условии сложной их
конфигурации, получения которой возможно только литьем. Они отличаются главным
образом конструкцией запорной системы.
В небольшом количестве нефтепромысловых
предприятиях имеются элеваторы, выполненные по той же схеме, но из легкого сплава
(система Азинмаша), производство их прекращено. Для облегчения операций с
элеваторами Азинмашем была предложена нормаль Н 800 — 56, предусматривающая
выпуск элеваторов нескольких грузоподъемностей для каждого размера труб.
Однако, как показала практика, и в этом случае эффект значительного уменьшения
трудоемкости не достигается.
Значительное (трех-четырехкратное) уменьшение
массы достигнуто в элеваторах, выполненных по схеме, предложенной
Г.В.Молчановым. Втулочный (одноштропный) элеватор принципиально отличается от
балочного тем, что корпус вытянут в направлении нагрузки и работает в основном
на растяжение. Элеватор этого типа поставляется вместе с шарнирно связанным с
ним штропом, называемым серьгой. Конструкция построена таким образом, чтобы
внутренняя поверхность полости корпуса — основной по весу детали элеватора —
была бы во всех поперечных сечениях предельно близка к поверхности, размещенной
внутри нее муфты трубы, что и обеспечивает минимальные действующие в корпусе
изгибающие напряжения — корпус работает в основном на растяжение.
Принцип устройства втулочного элеватора позволил
упростить изготовление штропа, придав ему форму серьги, и многократно уменьшить
его массу.
Преимущества элеваторов втулочного типа привели
к использованию принципа его устройства в разных конструктивных вариантах, как,
например, ЭГ, ЭНК, ЭТА и т.п. Также особенностью одноштропного элеватора
является использование одного большого размера элеватора в работе с трубами
нескольких диаметров путем применения сменных под каждый размер трубы захватов.
Анализ способов выполнения спуско-подъемных
операций с трубами показал, что операции с элеваторами могут быть значительно
облегчены путем отказа от работы по способу «два элеватора» и переходу на
способ «один элеватор + спайдер». В этом случае величина ручных усилий на
перемещение элеватора, время и усилия на зарядку и съем штропов резко
сокращаются или вообще устраняются.
Элеваторы системы Молчанова рассчитаны на более
прогрессивную, менее трудоемкую технологию работы «один элеватор + спайдер» с
использованием одного штропа.
Отечественная промышленность серийно выпускает
эти элеваторы с 1949 года.
Таблица 1.1 — Характеристика элеватора системы
Молчанова (первая модель)
|
Наименование |
Э |
Э |
Э |
|
Диаметр |
48 |
60,3 |
73 |
|
Грузоподъемность, |
25 |
25 |
25 |
|
Масса |
27,7 |
28,1 |
30,4 |
Элеватор второй модели, выпускаемый с 1965 года,
отличается наличием ребер на корпусе и серьгой увеличенной длины, рассчитан на
работу с укладкой труб на мостки, но может использоваться и при установке труб
«за палец». Состоит он из стального литого (по выплавляемой модели) корпуса,
штампованных створки, защелки, фиксатора и штропа — серьги, соединенной с
корпусом пальцами. Перечисленные детали изготавливаются из стали марок 40ХН и
20ХНЗА или 15ХНЗА, термообработанной до невысокой твердости.
Небольшая масса элеватора сделала возможным и
целесообразным выпускать для каждого типоразмера трубы лишь одного размера
элеватора, имеющего максимальную грузоподъемность, позволяющего обслуживать
самые глубокие скважины. Элеваторы имеет три степени защиты от
несанкционированного раскрытия. При отказе одновременно двух из них створки не
откроются.
Таблица 1.2 — Характеристика элеватора системы
Молчанова (вторая модель)
|
Наименование |
Э-1 |
Э-2 |
Э-2 |
|
Диаметр |
48 |
60,3 |
73 |
|
Грузоподъемность, |
16 |
50 |
75 |
|
Масса |
8 |
11 |
14,5 |
В ограниченном количестве используются два
конструктивных варианта элеватора этой системы, выпускавшиеся под шифром ЭНК и
отличающиеся от основного системой запорного устройства. Элеваторы этой
конструкции выпускает завод им. Володарского (г. Баку). Основные его детали:
кованый корпус, серьга, запорное кольцо, подпружиненная защелка, насаженная на
палец. Для удобства обращения служит приваренная к защелке ручка. Муфта трубы
опирается на выступ полукольцевой формы.
В первом варианте вместо створки, несущей часть
нагрузки, использован затвор системы Халатяна (кольцо, охватывающее корпус
элеватора снаружи), во втором — затвор, названный «винтовочным».
Исследования этих двух вариантов элеватора в
Гипронефтемаше показали, что из-за отсутствия части опорной поверхности под
муфтой трубы в зоне зева давление от торца муфты на опорную поверхность
элеватора распределяется неравномерно, что приводит к возникновению усилий,
изгибающих резьбовое соединение труба — муфта. Поэтому, несмотря на простоту,
элеваторы с такими запорами применять при больших нагрузках не рекомендуется.
Из-за больших контактных давлений элеваторы с такими запорами менее долговечны.
Элеватор типа ЭТА отличается от своих
предшественников тем, что он универсален. Одним элеватором можно производить
захват труб с условными диаметрами от 48 до 89 мм. Элеватор комплектуется тремя
захватами разных диаметров, что позволяет быстро перейти от труб одного
типоразмера к другому. Также эти элеваторы обладают следующими преимуществами:
технологичность в процессе СПО, удобство в эксплуатации и безопасность.
1.2 Патентная проработка трубных
элеваторов
В данном разделе рассмотрены последние
разработки, статьи, научные работы, связанные с усовершенствованием, анализом
эксплуатации и повышением надежности трубных элеваторов.
В статье Ю.Г. Вагапова, И.Ф. Занилова, В.А.
Стрижкова, В.А. Персыпко, С.Ю. Вагапова «Элеватор ЭТА с новой системой
запирания» («Нефтяное хозяйство», 5/1998) описывается элеватор ЭТА-П,
усовершенствованная модель элеватора ЭТА. Принципиальное отличие состоит в том,
что рукоятка выполнена неподвижной и фиксация захвата происходит с помощью
пальца, что дает преимущества в таких вопросах, как повышение надежности и
безопасности при эксплуатации элеватора данной модели. В статье Ю.Г. Вагапова,
Р.С. Шарафутдинова, И.Г. Орлова «Об особенностях конструкции и эксплуатации
элеваторов типа ЭТА» («Нефтяное хозяйство», 12/2000) приводится анализ
нарушений, выявленных при эксплуатации элеваторов ЭТА, недостатки конструкции и
предположение по усовершенствованию конструкций. Специалистами «Ишимбайского
машиностроительного завода» были выделены три группы причин. Первая группа
связана с нарушениями правил техники безопасности и приемов выполнения операций
при работе с данным элеватором, вторая группа — с конструктивными недостатками,
присущими данной конструкции, третья — с нарушениями правил технического
обслуживания и ремонта элеваторов ЭТА. В связи с эти была предложена новая
модель элеватора, на основе элеватора ЭТА, устраняющая эти недостатки.
Среди новых разработок можно также выделить
следующие:
элеватор для насосно-компрессорных труб (номер
патента №2099503), отличающийся тем, что рукоятка на корпусе выполнена
неподвижно и в ее стойке размещен элемент фиксации с возможностью
взаимодействия с отверстиями, выполненными на штоке и бобышке корпуса. Между
рычагом и элементом и элементом фиксации установлена тяга, которая подпружинена
относительно рукоятки и соединена с ними посредством шарниров, причем ось
шарнира, связывающая рычаг с тягой размещена подвижно в пазе, а тяга и рукоятка
снабжены упорами, взаимодействующими между собой;
элеватор для насосно-компрессорных труб (номер
патента №2128767), отличающийся тем, что захватный узел снабжен съемным
вкладышем, состоящий из стержня, на котором размещены два бурта для
взаимодействия с челюстями захватного узла и нижним торцом корпуса. При этом на
торце стержня установлена серьга, а в плоскости оси элеватора на вкладыше
выполнен вырез для закладывания в серьгу вкладыша петли монтажного троса или
серьги штангового элеватора (рисунок 1.2).
Томским политехническим университетом была
сделана научная работа на тему: «Разработка методики продления срока службы
грузоподъемного инструмента для подземного ремонта скважин». Цель данной работы
— повышение надежности нефтяного оборудования за счет разработки технологии
контроля качества элеваторов, применяемых при спуске и подъеме колонны. Были
получены следующие научные и практические результаты:
проведен анализ основных причин отказов
элеваторов, выявлены характерные дефекты для различных узлов элеваторов;
показано, что для выявления усталостных
поверхностных трещин целесообразно применение магнитопорошковой дефектоскопии;
проведен выбор и расчет режимов намагничивания
для разных узлов и конструкций элеваторов, изготовленных из различных марок
сталей;
разработаны технологические карты контроля для
различных типов элеваторов, переданные в опытную эксплуатацию в Сургутское
управление бурильных работ СУБР — 2.
Рисунок 1.2 — Съемный вкладыш для элеваторов
типа ЭТА
2. НАЗНАЧЕНИЕ, УСТРОЙСТВО ЭЛЕВАТОРА
ТИПА ЭТА — 50, ЕГО ВОЗМОЖНЫЕ ОТКАЗЫ И НЕИСПРАВНОСТИ
Трубный элеватор ЭТА — 50 с автоматическим
запирающим устройством предназначен для захватывания под муфту
насосно-компрессорных труб с условным диаметром от 48 до 89 мм и бурильных труб
с условным диаметром от 80 до 89 мм и удержания их на весу в процессе СПО при
освоении и ремонте нефтяных и газовых скважин.
Технические данные:
Грузоподъемность, т 50
Условный диаметр захватываемых труб, мм 48-89
Диаметр отверстия под трубу, мм 112
Габаритные размеры, мм
высота 560
длина 283
ширина 230
Масса элеватора с серьгой и захватом, кг 25
Элеватор ЭТА-50 состоит из корпуса, серьги,
захвата, рукоятки и направляющих. Корпус соединен с серьгой шарнирно
посредством пальцев. Внутренняя поверхность корпуса имеет опорную поверхность
под захват, на который опирается муфта трубы. Вес колонны труб через захват
передается на корпус элеватора. Захват состоит из правой и левой челюстей,
соединенных между собой пальцем, и штока. Шток в свою очередь соединен с рукояткой.
Рукоятка выполняет функции обычной рабочей рукоятки, а также служит для
открывания и закрывания челюстей захвата и фиксации их в крайних положениях.
Рукоятка — сборочная единица, состоящая из рукоятки, рычага, фиксатора и двух
пружин. Узел захвата быстрозаменяем и выбирается в зависимости от диаметра
насосно-компрессорных труб. Перед началом эксплуатации элеватора необходимо:
осмотреть элеватор: остаточная деформация,
изломы, искривления, износы, заедания не допускаются;
проверить выход фиксатора из отверстия рукоятки:
выход пальца из отверстия рукоятки должен быть не менее 17 мм;
проверить работу дополнительного запирания: шток
в рукоятке должен перемещаться свободно, прикрытие по наружному диаметру штока
должно быть не менее 3 мм.
При заведении элеватора на трубу челюсти должны
находиться в открытом положении. Для этого оператор отнимает фиксатор при
помощи рычага рукоятки и после выхода фиксатора из зацепления с приливом
корпуса поворачивает рукоятку по часовой стрелке до упора. Затем при помощи рукоятки
приподнимают корпус элеватора, при этом шлицы штока захвата попадают в шлицевые
канавки втулки рукоятки и захват в целом, скользя по опорной поверхности
корпуса выходит из последнего, раскрывая челюсти благодаря направляющим. При
посадке элеватора на трубу челюсти, охватив трубу, при надвигании автоматически
закрываются при помощи направляющих и полностью совместно с трубой входят
внутрь корпуса. После этого необходимо повернуть рукоятку против часовой
стрелки до упора щеки о ребро корпуса, фиксируя закрытое положение элеватора.
При этом подпружиненный фиксатор рукоятки заходит за прилив корпуса, стопоря
рукоятку элеватора. При неполном заходе челюстей внутрь корпуса невозможно
будет повернуть рукоятку, так как шлицы штока не освободятся от шлицевых канавок
втулки рукоятки.
Для снятия элеватора с трубы оператору
необходимо отжать фиксатор рычагом рукоятки и повернуть ее по часовой стрелке
до упора ограничителя щеки рукоятки о ребро корпуса элеватора. После этого
элеватор отводят, челюсти захвата, скользя по наружной поверхности трубы,
автоматически выходят из корпуса элеватора и, скользя по направляющим,
полностью раскрываются, освобождая элеватор.
Элеватор ЭТА-50 применяется в умеренном и
холодном макроклиматических районах.
Хотя элеваторы типа ЭТА обладают рядом
преимуществ (конструкцией, технологичностью, удобством, безопасностью) из
промысловой практики известны случаи выпадения трубы из казалось бы вполне
исправного элеватора данного типа.
Специалистами ОАО «Ишимбайский
машиностроительный завод» (Ю.Г, Вагапов, Г.С. Шарафутдинов, Н.Г. Орлов) при
участии сотрудников УГНТУ (С.Ю. Вагапов) был проведен подробный анализ
известных аварий и нарушений работы элеваторов ЭТА-50 без их разрушения.
Полученные результаты позволяют выделить три группы причин:
нарушение правил техники безопасности и приемов
выполнения операций при работе с данным инструментом;
конструктивные недостатки;
нарушение правил механического обслуживания и
ремонта элеваторов ЭТА-50.
Нарушения, связанные с процессом снятия
элеватора с трубы при укладке ее на мостки в горизонтальное положение.
а) Открытие замка элеватора до окончательной
укладки трубы на мостки, то есть «на лету», в момент, когда верхний конец ИКТ
еще висит на захвате элеватора. При этом после открытия замка элеватора челюсти
захвата вместе с трубой срываются с упорного элемента замка и после некоторого
свободного падения с силой ударяются о направляющие, так как в конструкции
элеваторов ЭТА-50 имеется значительный свободный ход узла захвата от его
фиксированного (закрытого) положения до положения, когда челюсти начинают
взаимодействовать с направляющими в процессе освобождения трубы (54 мм). Оценка
сил ударного взаимодействия захвата с направляющими показывает, что такие силы
могут быть достаточны для смещения, деформации или даже разрушения
направляющих, особенно если работа проводится в холодное время года.
б) Совмещение во времени процесса открытия замка
элеватора с началом подъема талевого блока. При такой работе подъем элеватора с
трубы, лежащей на мостках, фактически проводится не усилием руки, как этого
требуют правила, а с участием талевого блока, начавшего двигаться вверх. Если в
момент начала движения элеватора вверх произошло его штатное освобождение от
трубы, то удается избежать аварии. Если по какой-то из причин произойдет
задержка раскрытия челюстей элеватора, то труба будет немедленно увлечена в
элеваторе вверх и после ее неизбежного сотрясения при движении нижнего конца по
мосткам она выпадет из элеватора, что создает аварийную ситуацию. Подобные
аварии могут привести к травмированию персонала.
Описанные нарушения приемов работы с ЭТА — 50
усугубляются тем, что захваты при этом находятся внизу элеватора и не видны
оператору, это затрудняет визуальный контроль процесса полного освобождения
трубы. Указанные опасные моменты при эксплуатации ЭТА — 50 частично устраняются
корректировками технологии спускоподъемных операций: введения в правила
требования располагать элеватор на наклонной трубе захватами вверх. При этом
становится невозможным освободить трубу до момента ее укладки на мостики,
однако в технологию вводятся дополнительные операции: поворот элеватора в
сторону мостков перед началом подъема, поворот в обратную сторону после укладки
на мостки. В промысловой практике данное требование нередко нарушается из-за
экономии времени и физических усилий на СПО.
Нарушения, связанные с конструктивными и
кинематическими особенностями механизма элеваторов ЭТА-50, наличие которых в
определенных условиях может вызвать заклинивание захвата с трубой в корпусе
элеватора после открытия его замка. Также это может произойти при наличии в
размерах деталей неблагоприятного сочетания отклонений, допущенных в процессе
изготовления или износа.
Раскрытие в штатном режиме осуществляется
следующим образом. Шток движется поступательно по оси втулки и бобышки корпуса.
При этом челюсть, шарнирно связанная со штоком, также скользит относительно
корпуса. На верхней ее части выполнены скошенные поверхности, которые при
взаимодействии с соответствующими поверхностями направляющих дают усилие для
раскрытия челюстей.
Наблюдения показывают, что в процессе
эксплуатации элеваторы вследствие износа образуются значительные зазоры в
элементах трения «шток-втулка-бобышка корпуса». Наличие увеличенных зазоров
проявляется в виде углового люфта α, в
результате шток отклоняется от продольной оси корпуса и выдвижение захвата
может сопровождаться его взаимодействием с кромкой К (К’, К») лишь одной
стороны корпуса. В дальнейшем, по мере выхода из корпуса, сомкнутые челюсти
могут еще больше отклониться в одну сторону от плоскости симметрии корпуса. В
данном случае при подходе другой челюсти к своей направляющей ее кромка С (С’,
С») соприкасается не с соответствующей поверхностью направляющей, а с ее
торцом шириной 2 мм — кромка Н (Н’, Н»).
Заклинивание захвата элеватора ЭТА-50 может
происходить также в результате ослабления крепления направляющих к корпусу, что
необходимо принимать во внимание при обслуживании элеватора. Несмотря на
наличие ограничительных элементов на корпусе для фиксации направляющих,
последние могут отклоняться от рабочих позиций за счет лифтов в конструкции,
если они не закреплены необходимым натягом гаек и контргаек. Появлению
указанных нарушений в распоряжении направляющих на корпусе, как вполне понятно,
существенно способствуют ударные нагрузки в процессе освобождения трубы в ранее
описанном случае.
Разделение причин аварий в значительной мере
является условным, поскольку они, как правило, взаимосвязаны.
3. ПРЕДЛОЖЕНИЕ ПО УСОВЕРШЕНСТВОВАНИЮ
КОНСТРУКЦИИ ЭЛЕВАТОРА ЭТА-50
Специалистами ОАО «Ишимбайский
машиностроительный завод» был проведен подробный анализ известных аварий и
нарушений эксплуатации элеваторов ЭТА-50 без их разрушения. Основным
недостатком данной конструкции является быстрый износ подвижной пары сопряжения
«поворотная рукоятка-корпус», что снижает ресурс безопасной работы устройства
ввиду снижения надежности фиксации захватного узла в результате указанного
износа.
С учетом выводов, полученных в результате
анализа, была разработана новая система запирания для элеваторов типа ЭТА.
Задачей данной разработки является получение механического результата,
выражающегося в устранении недостатков ближайшего аналога, а именно, повышения
удобства эксплуатации путем упрощения операций его закрывания, а также путем
доведения длины рукоятки до рекомендуемой требованиями эргономики величины.
Технический результат достигается тем, что в
элеваторе рукоятка выполнена прямой и имеет полость, на штоке выполнено
отверстие, в бобышке корпуса — паз и отверстия, элемент фиксации размещен в
отверстии бобышки, расположенном у основания бобышки корпуса и взаимодействует
с отверстиями штока и бобышки корпуса, паз в бобышке выполнен между отверстием
и рукояткой. В пазу на оси установлен подпружиненный рычаг — коромысло с
буртом, взаимодействующий обоими плечами с рычагом управления и соединенный
одним плечом с элементом фиксации, причем торец рычага управления входит в паз
бобышки и в закрытом положении элеватора находится над буртом рычага —
коромысла.
Благодаря размещению элемента фиксации у
основания бобышки отверстие на штоке, взаимодействующее с элементом фиксации,
становится возможным выполнить близко к челюстям захвата, в результате чего
даже шток с длиной, размещенной в пределах бобышки, после выдвижения захватного
узла в процессе открывания элеватора, остается под элементом фиксации,
удерживая его от перемещения вниз. Для закрывания этого устройства достаточно
толкнуть его в направлении к захватываемой трубе, при этом элемент фиксации —
палец скользит по штоку и в конце со щелчком входит в отверстие штока, фиксируя
захватный узел относительно корпуса. А поскольку в описанном устройстве шток не
выступает за пределы бобышки, его длина не влияет на габарит элеватора.
Кроме того, благодаря размещению плеча рычага,
взаимодействующего с элементом фиксации, в пазе, выполненном в бобышке корпуса,
стало возможным отказаться от изогнутого участка в верхней части рукоятки и
выполнить ее прямой, что позволило увеличить полезную длину последней до
нормативных требований.
Изложенное свидетельствует, что указанные выше
отличительные признаки данной разработки придают ему новые, не присущие аналогу
свойства. В связи с этим элеватор получил название ЭТА-П.
Техническая характеристика элеватора ЭТА-П:
Грузоподъемность, т 50
Диаметр труб, мм 48,60,73,89
Диаметр отверстия под трубу, мм 112
Габаритные размеры, мм
высота 590
длина 295
ширина 230
Масса элеватора с серьгой и захватом, кг 28
Элеватор состоит из корпуса, в котором
установлены челюсти со штоком, соединенные шарнирно с помощью оси. На торце
бобышки корпуса приварена рукоятка. В полости рукоятки и в пазу бобышки
размещено плечо рычага-коромысла, которое установлено на оси возможностью
поворота под действием пружины. Посредством водила рычаг-коромысло
взаимодействует с отверстием фиксирующего элемента — пальца, установленного с возможностью
поступательного движения в отверстии штока. В полости рукоятки на оси
установлен рычаг управления, подпружиненный пружиной. Торец рычага упирается в
торец бобышки и в закрытом положении элеватора находится над буртом
рычага-коромысла.
Элеватор работает следующим образом. Для
открывания элеватора оператор прижимает кистью руки рычаг управления к
рукоятке. При этом движении торец рычага управления сначала отходит от бурта
рычага — коромысла, а потом касается закругленной поверхности на другом плече
рычага — коромысла и поворачивает его относительно оси. При этом повороте
водило, находящееся в зацеплении с отверстием пальца, перемещается по пазу
бобышки и извлекает палец из отверстия штока вверх. Далее оператор, придерживая
рычаг прижатым к рукоятке усилием, прилагаемым к последней, перемещает элеватор
от захваченной трубы; при этом узел захвата со штоком выдвигается из корпуса,
после чего происходит освобождение трубы из элеватора.
Для закрытия элеватора оператор надвигает на
трубу, отталкивая рукоятку от себя; при этом узел захвата перемещается в
корпус, а шток входит в бобышку до совмещения его отверстия с пальцем, который
скользит по поверхности штока. Далее под действием усилия пружины,
воздействующей на палец через водило, палец проходит через отверстие штока и
запирает последний относительно бобышки. В этом положении узел
«палец-водило-рычаг-коромысло» сам запирается рычагом управления, так как
последний под действием своей пружины торцом устанавливается над буртом рычага
— коромысла, делая невозможным самопроизвольный выход пальца из отверстия
штока.
Завершение процесса запирания визуально
контролируется по выступлению кромки рычага — управления над верхним торцом
рукоятки. Кроме того, контроль запирания ведется и на слух, так как вход пальца
в отверстие штока сопровождается щелчком.
В случае отказа пружин устройство сохраняет
работоспособность по следующим причинам.
Случай 1 — отказ пружины рычага-коромысла. В
этом случае поворот рычага-коромысла в сторону запирания устройства происходит
в результате взаимодействия торца рычага управления с поверхностью бурта рычага
— коромысла в процессе поворота рычага управления под действием его пружины.
Случай 2 — отказ пружины рычага управления. При
этом вход пальца в отверстие происходит под действием усилия пружины
рычага-коромысла, а рычаг управления занимает рабочее положение (над буртом или
поверхностью нижнего плеча рычага-коромысла) под действием собственного веса.
Случай 3 — отказ обеих пружин. В принципе, то
есть в условиях отсутствия загрязнений, устройство может оставаться в закрытом
положении даже только под действием собственного веса деталей — весов пальца,
рычага-коромысла и рычага управления. Благодаря этому снижается вероятность
выпадения из элеватора подвешенной в нем трубы при одновременном разрушении
обеих пружин, например, под действием низких температур.
Изложенное свидетельствует о значительном
резерве надежности устройства, тем более в условиях, когда будет запрещена его
эксплуатация уже при поломке одной из пружин механизма запирания.
Сотрудниками ОАО «Ишимбайский строительный
завод» были определены усилия, необходимые для открытия элеватора ЭТА с обычным
замком — с поворотной рукояткой и элеватора ЭТА-П с пальцевым замком в момент,
когда труба одним концом висит на захвате над мостками и находится практическим
в горизонтальном положении, те есть для случая освобождения трубы из элеватора
с нарушением правил. Расчеты показывают, что при работе с элеватором ЭТА с
обычным замком необходимое усилие для открытия элеватора составляет около 20 —
30 кг, при работе же элеватором ЭТА-П минимальное необходимое усилие 80 Н на
кисти руки оператор не способен развивать в течение многочисленных операций
открытия — закрытия, поэтому открытие элеватора типа ЭТА-П возможно лишь после
укладки трубы на мостки, то есть после разгрузки механизма запирания. Данный
вывод подтвердился промысловой практикой применения элеватора ЭТА-П, что нашло
отражение в актах испытаний инструмента в НГДУ «Сургутнефть» в 1998 г. Таким
образом применение нового механизма запирания в элеваторах ЭТА-П в принципе
позволяет устранить из правил требование по повороту элеватора до и после
укладки трубы на мостки, так как конструкция замка исключает возможность
открытия элеватора без укладки труб на мостки. Благодаря этому использование элеваторов
в ЭТА-П позволяет избежать аварий, которые связаны с такими опасными приемами
работы, как сбрасывание трубы из элеватора «на лету» с некоторой высоты.
4. МЕТОДЫ ПОВЫШЕНИЯ НАДЕЖНОСТИ
ЭЛЕВАТОРОВ ЭTA — П
Бурное развитие в последние годы нефтяной и
газовой промышленности на Севере с его сложными климатическими и
географическими условиями, рост объемов производства, низкие температуры и
агрессивные среды, с которыми приходится сталкиваться в процессе бурения и
добычи нефти и газа, ставят перед нефтяным машиностроением еще более высокие
требования к нефтегазовому оборудованию, его техническому уровню, качеству,
надежности и долговечности
В нефтяной промышленности при эксплуатации
грузоподъемного инструмента чаще всего приходиться встречаться с усталостными
трещинами, возникающими в деталях в процессе их эксплуатации под воздействием
знакопеременных нагрузок.
Дефекты в грузозахватных приспособлениях могут
повлиять на безопасность подземных работ и удержания на весу колонны труб,
поэтому при наличии в деталях опасных трещин их нельзя допускать к
эксплуатации. Поверхностные трещины в начальной стадии развития в большинстве
случаев не обнаруживаются визуальным методом контроля. Поэтому для определения
трещин пользуются более совершенными методами. В результате предъявляются
высокие требования к состоянию поверхности ответственных узлов бурового и
нефтепромыслового оборудования и инструмента. Значительное количество
поверхностных дефектов возникают в процессе деформирования грузозахватных
приспособлений при перемещении грузов.
При выполнении спускоподъемных или монтажных
операций безопасность и высокая производительность могут быть достигнуты лишь
при правильной эксплуатации грузозахватных приспособлений и тщательном надзоре
за ними.
Надежность и долговечность оборудования и
инструмента могут быть обеспечены комплексом мероприятий, одним из которых
является внедрение и осуществление неразрушающего контроля деталей при ремонте
и эксплуатации оборудования и инструмента. Методическое обеспечение диагностики
элеваторов должно развиваться и дальше в частности в направлении создания
методики диагностики для конкретных типов подъемных сооружении и установок в
конкретных условиях их работы.
Неразрушающий контроль, как известно, составляет
важную часть системы экспертизы промышленной безопасности Госгортехнадзора
России. Методы и средства НК позволяют получить объективные данные о
техническом состоянии элементов и узлов, различных потенциально-опасных
промышленных объектов без их разрушения или повреждения. Периодический неразрушающий
контроль в процессе эксплуатации нефтяного оборудования позволяет повысить
безопасность труда на промыслах, уменьшить число аварий, связанных с изломом
оборудования и инструмента, и значительно улучшить технико-экономические
показатели.
Для обнаружения опасных, при эксплуатации
элеваторов, дефектов применяют различные методы дефектоскопии:
визуально-измерительный;
акустический;
магнитопорошковый.
Наиболее распространенными являются
магнитопорошковый и акустический метод, т.к. они обеспечивают высокую
чувствительность, производительность и наглядность результатов контроля
стальных изделий и деталей.
Система экспертизы промышленной безопасности
Согласно требованиям к оборудованию и
инструменту «Правил безопасности в нефтяной и газовой промышленности»
оборудование, инструмент и контрольно-измерительные приборы должны
соответствовать требованиям «Положения о порядке разработки (проектирования),
допуска к испытаниям и серийному выпуску нового бурового,
нефтегазопромыслового, геологического оборудования. Эксплуатация оборудования,
инструмента, контрольно-измерительных приборов должна осуществляться в
соответствии с инструкциями по эксплуатации. При обнаружении в процессе
монтажа, технического освидетельствования или эксплуатации несоответствия оборудования
требованиям правил технической эксплуатации и безопасности оно должно быть
выведено из эксплуатации. Решение о выводе из эксплуатации оборудования,
инструмента, контрольно-измерительных приборов должно приниматься с учетом
показателей физического износа, коррозии или результатов дефектоскопии.
Критерии вывода из эксплуатации оборудования определяются разработчиком проекта
на изготовление или предприятием-изготовителем и вносятся в инструкцию по
эксплуатации. Возможность и срок продления эксплуатации сверх установленного
определяется по согласованию с территориальным органом Госгортехнадзора России
после проведения освидетельствования и необходимых испытаний такого
оборудования специалистами организаций, имеющих лицензию органов
Госгортехнадзора России на осуществление такого вида деятельности. По
результатам освидетельствования и испытаний составляется заключение, которое
является основой для принятия решения о продлении срока службы.
Данные организации составляют Систему экспертных
организаций (ЭО), осуществляющих проведение различных видов экспертиз опасных
производств и объектов, формировавшуюся под эгидой Госгортехнадзора России с
1993г. Важность и значимость экспертизы промышленной безопасности подтверждает
тот факт, что вопросы, связанные с экспертизой промышленной безопасности,
отражены в 7 из 17 статей Федерального закона «О промышленной безопасности
опасных производственных объектов». Принятая в этом законе процедура
утверждения результатов экспертизы дает Госгортехнадзору России действенный рычаг
управления деятельностью экспертных организаций.
Система экспертизы промышленной безопасности
(СЭПБ), созданная в 1998 г., начала успешно функционировать с 1999 г. На
заседании Наблюдательного совета Системы экспертизы промышленной безопасности
(02.07.99) принято решение о расширении СЭПБ и включении в нее Системы
подготовки по промышленной безопасности и Системы неразрушающего контроля.
Система экспертизы промышленной безопасности представляет собой совокупность
участников экспертизы промышленной безопасности, а также норм, правил, методик,
условий, критериев и процедур, в рамках которых осуществляется экспертная
деятельность. Участниками СЭПБ являются экспертные организации; Территориальные
уполномоченные органы; Координирующий орган; центральный аппарат и
территориальные органы Госгортехнадзора России; Наблюдательный совет; комиссия
по апелляциям, комиссия по обеспечению соответствия, комиссия по правилам,
отраслевые комиссии, комиссия по аккредитации; Независимые органы по аттестации
экспертов; эксперты по аккредитации.
Становление и развитие Системы экспертизы
промышленной безопасности проходило в соответствии с Программой мероприятий по
ее созданию, в рамках которой разработаны основные организационные документы и
структура СЭПБ, а также документы, регламентирующие проведение экспертизы
промышленной безопасности и аттестации экспертов в ряде отраслей
промышленности; сформированы составы Наблюдательного совета и комиссий СЭПБ.
В настоящее время в рамках СЭПБ реализуются
функции организационного обеспечения экспертной деятельности,
нормативно-методического и информационного обеспечения процедур экспертизы
промышленной безопасности, аккредитации экспертных организаций и организаций по
подготовке, контроля деятельности аккредитованных экспертных организаций,
подготовки и аттестации экспертов. Для обеспечения деятельности Системы
экспертизы промышленной безопасности регулярно проводятся заседания
Наблюдательного совета, который принимает основные документы СЭПБ и решает
организационные вопросы и отраслевых комиссий, комиссий по аккредитации,
комиссий по апелляциям, на которых рассматриваются претензии к деятельности
Территориальных уполномоченных органов.
Координирующий орган — ГУП НТЦ «Промышленная
безопасность» — ведет работу по популяризации Системы экспертизы промышленной
безопасности. Информация о СЭПБ и изменениях, происходящих в ней, периодически
публикуется в журнале «Безопасность труда в промышленности» и других профильных
журналах, а также размещена на сайте НТЦ «Промышленная безопасность». Документы
СЭПБ изданы и распространяются Координирующим органом.
4.1 Экспертное техническое
диагностирование
С учётом того, что значительная часть
оборудования на предприятиях нефтегазовой отрасли, находящегося в эксплуатации,
отработала нормативные сроки службы, но не выработала своего ресурса и, после
проведения ремонта, возможна его дальнейшая эксплуатация целесообразно
проведение экспертного технического диагностирования, которое дает возможность
эксплуатировать то или иное оборудование.
Экспертное техническое диагностирование (ЭТД) —
определение фактического технического состояния оборудования, отработавшего
расчетный срок службы, и соответствие его значениям параметров, установленных
технической документацией, определение остаточного ресурса и установление сроков
и условий дальнейшей эксплуатации оборудования.
Основными задачами технического диагностирования
являются:
контроль технического состояния;
поиск места и определение причин отказа
(неисправности);
прогнозирование технического состояния.
Экспертное техническое диагностирование следует
проводить после назначенного (расчетного) срока службы или после аварии.
Расчетный срок устанавливает предприятие-разработчик проекта и/или
предприятие-изготовитель и указывает его в паспорте оборудования. Оценка
технического состояния объекта производится по разработанным методикам,
согласованным с Госгортехнадзором РФ.
ЭТД оборудования, отработавшего нормативный срок
службы, включает:
наружный и внутренний осмотры;
контроль геометрических размеров;
измерение выявленных дефектов (коррозийных язв,
трещин, деформаций);
контроль сплошности сварных соединений
неразрушающими методами дефектоскопии;
контроль толщины стенки неразрушающими методами;
измерение твердости с помощью переносных
приборов;
лабораторные исследования химического состава,
свойств и структуры материала основных элементов;
прогнозирование на основании анализа результатов
ТД и расчетов на прочность возможности, допустимых рабочих параметров, условий
и сроков дальнейшей эксплуатации объектов.
Оборудование считается пригодным к дальнейшей
эксплуатации, если по результатам технического диагностирования подтверждается,
что оно соответствует всем требованиям и действующей нормативно-технической
документации. Допускаемый срок продления эксплуатации устанавливает (с учетом
результатов обследования) выполняющая диагностирование организация. Разрешение
на дальнейшую эксплуатацию на основании выводов и рекомендаций заключения по
результатам ЭТД выдается инспектором местного Госгортехнадзора РФ.
ЭТД оборудования и оформление заключения по его
результатам должны выполнять организации (предприятия), имеющие разрешение
(лицензию) органов Госгортехнадзора России на выполнение этих работ.
Достоинство проведения ЭТД состоит в том, что оно позволяет продлить срок
службы оборудования, отработавшего свой нормативный срок, но пригодного для
использования (т.е. соответствующего нормативным характеристикам), а также
предполагает возможность продления срока эксплуатации при установлении
пониженных параметров или после восстановительного ремонта элементов, не
удовлетворяющих условиям прочности.
4.2 Контроль качества
грузоподъемного инструмента для подземного ремонта скважин
.2.1 Общие положения
Система организации работ по неразрушающему
контролю должна обеспечивать своевременное выявление дефектов деталей и узлов
грузоподъемных машин пооперационного и приемочного неразрушающего контроля при
их ремонте в соответствии с установленными правилами контроля. В своей
деятельности подразделение неразрушающего контроля руководствуется государственными
и отраслевыми стандартами, государственными и отраслевыми нормативными
документами, разработанными ВНИИПТмаш и ВНИИстройдормаш. Входной, операционный
и приемочный неразрушающий контроль всех заготовок, запасных частей, элементов
деталей и узлов должен быть введен в обязательном порядке, в соответствии с
нормативными документами в технологические процессы и учитываться в затратах на
ремонт и в себестоимости ремонта, как средство повышения качества и надежности.
4.2.2 Структура и функции
Подразделения неразрушающего контроля
Основными задачами Подразделения являются:
обеспечение и выполнение НК элементов деталей и
узлов грузоподъемных машин в соответствии с действующими технологическими
процессами ремонта и нормативной документацией на контроль;
введение рабочей документации по НК;
разработка технологических карт контроля на
основе действующих технологических инструкций, методик, методических указаний
на контроль;
регулярное проведение
контрольно-профилактического обслуживания эксплуатируемых средств НК, а также
организация работ по техническому обслуживанию, ремонту;
систематическое повышение квалификации
работников подразделения.
Для подразделения НК должны быть выделены
специально оборудованные помещения достаточные для хранения переносной
дефектоскопической аппаратуры, комплектования, проверки и подготовки
дефектоскопов перед выходом на участки контроля, оформление и хранение
документации на контроль.
В обязанности руководителя Подразделения входит:
разработка и представление на утверждение
главному инженеру план-графика работы дефектоскопистов на основе заявок цехов,
осуществление повседневного контроля за его выполнением;
укомплектование Подразделения дефектоскопистами,
измерительными приборами, инструментами;
проверка оборудования постов контроля, организация
и проведение инспекционного контроля;
организация технической учебы и подготовки
дефектоскопистов к периодической переаттестации;
проведение ежемесячного анализа результатов НК и
отчет перед главным инженером;
проведение контроля за правильным ведением
документации по дефектоскопии.
В обязанности дефектоскописта входит:
проведение контроля в полном объеме в
соответствии с НТД, технологическим процессом и установленным графиком;
осмотр, проверка работоспособности дефектоскопа;
оформление необходимой технической документации
на контроль.
4.2.3 Условия контроля
Основанием для применения предприятием НК узлов
и деталей грузоподъемных машин являются требования НТД на ремонт и техническое
обслуживание, в которых определены объемы контроля и перечень недопустимых
дефектов НК может быть введен на предприятиях, подразделения НК которых
аттестованы и установленном порядке на право проведения контроля. При этом на
предприятии должны иметься: НТД на неразрушающий контроль объектов конкретного
типа, средства НК, специалисты, обладающие уровнем квалификации.
4.2.4 Организация контроля
Контроль осуществляется на стационарных постах,
размещаемых в цехах. Контрольные посты должны быть огорожены, оборудованы
индивидуальным освещением, столом, стулом, контрольными образцами с моделями
дефектов, технологическими картами. При этом:
не должны проводится работы, загрязняющие воздух
и вызывающие вибрацию контролируемого соединения;
должны быть приняты меры к защите экрана
дефектоскопа.
Для обеспечения нормальных условий работы
дефектоскописта, контроль должен производится при температуре не ниже +10° и не
выше +40°.
4.2.5 Проведение и документирование
контроля
Контроль осуществляется в соответствии с
утвержденными технологическими процессами, картами и инструкциями. В журналах
контроля должны указываться следующие данные:
наименование детали, номер детали;
место проведения контроля;
обозначение документа (технологической карты),
на основании которого проводится контроль;
результаты проверки основных параметров
контроля;
результаты контроля и оценка качества детали;
участки деталей, не подвергнутые контролю и
причины этого;
регистрационные номера аппаратуры;
фамилия и подпись дефектоскописта, а также, по
требованию НТД, приемщика грузоподъемных машин.
4.3 Порядок проведения экспертного
технического диагностирования грузоподъемного инструмента, отработавшего
нормативный срок эксплуатации
.3.1 Общие положения
Техническое диагностирование следует проводить
после истечения назначенного (расчетного) срока службы, или после аварии. Назначенный
(расчетный) срок службы устанавливает предприятие-изготовитель и указывает его
в паспорте диагностируемого оборудования.
Оборудование считается пригодным к дальнейшей
эксплуатации, если по результатам технического диагностирования подтверждается,
что состояние основного металла удовлетворяют требованиям «Правил устройства и
безопасной эксплуатации, (например: грузоподъемного инструмента)», настоящего
Руководящего документа и действующей нормативно-технической документации:
коррозионный и эрозионный износ, а также изменения геометрических размеров,
обеспечивающих нормативные запасы прочности.
Техническое диагностирование оборудования,
отработавшего назначенный срок службы, включает:
внешний осмотр и контроль геометрических
размеров;
измерение выявленных дефектов (коррозионных язв
или эрозионных повреждений, трещин, деформаций и т.д.);
измерение твердости с помощью переносных
приборов;
лабораторные исследования (при необходимости)
химического состава и структуры материала основных элементов;
испытания на прочность;
прогнозирование на основании анализа результатов
технического диагностирования и расчетов на прочность возможности, допустимых
рабочих параметров, условий и сроков дальнейшей эксплуатации.
После аварии следует проводить досрочное
(внеочередное) техническое диагностирование.
Однако техническое диагностирование не заменяет
проводящихся в установленном порядке технических освидетельствований
оборудования. При положительных результатах технического диагностирования
оборудование может быть допущено в дальнейшую эксплуатацию. Допускаемый срок
продления эксплуатации устанавливает (с учетом результатов обследования)
выполняющая техническое диагностирование организация. Разрешение на дальнейшую
эксплуатацию оборудования на основании выводов и рекомендаций заключения по
результатам технического диагностирования выдается инспектором местного
Госгортехнадзора РФ.
Для элеваторов, отработавших назначенный срок
службы и не подвергавшихся техническому диагностированию, его требуется
провести в течение одного года с момента издания настоящего Руководящего
документа.
4.3.2 Организация проведения
технического диагностирования грузоподъемного инструмента для подземного
ремонта скважин
Организация проведения работ по техническому
диагностированию возлагается на предприятие — владельца инструмента.
Техническое диагностирование элеваторов проводится либо по типовой программе,
либо по индивидуальной программе в зависимости от конкретного типа элеватора,
его технического состояния и условий эксплуатации. Решение о программе
обследования элеватора принимается организацией, выполняющей данное техническое
диагностирование. Результаты технического диагностирования элеваторов,
отработавших назначенный срок службы или потерпевших аварию, оформляются в виде
заключения или отчета о техническом состоянии инструмента, содержащего
рекомендации по допустимым параметрам и срокам дальнейшей его эксплуатации.
4.3.3 Правила проведения
технического диагностирования грузоподъемного инструмента
Анализ технической документации.
До начала диагностирования следует ознакомиться
с эксплуатационно-технической документацией на инструмент: паспорт, чертежи,
сменный и ремонтный журналы, предписания инспекторов, относящиеся к
техническому состоянию элеваторов, результаты ранее выполненных обследований и
прочие материалы, в которых может содержаться полезная информация. Анализ
эксплуатационной и технической документации проводится в целях детального
ознакомления с конструкцией, особенностями изготовления, характером и
конкретными условиями работы элеватора, а также предварительной оценки его
технического состояния на протяжении всего срока эксплуатации.
Анализ документации включает:
установление сроков изготовления, пуска в
эксплуатацию и регистрации;
анализ конструктивных особенностей, основных
размеров, материалов, а также сведения о проверке качества элеватора на
заводе-изготовителе;
оценку проектных технических характеристик и их
соответствия фактическим условиям эксплуатации по температуре, давлению,
рабочей среде, а также анализ особенностей эксплуатации;
анализ результатов технических
освидетельствований, осмотров, испытаний и обследований элеваторов, а также
данных о повреждениях, ремонтах и т. д.
По результатам анализа определяются элементы или
зоны элеваторов, работающие в наиболее напряженных условиях, при которых
возможно образование дефектов или изменение структуры и свойств металла в
процессе эксплуатации, и принимается решение о программе технического
диагностирования инструмента, то есть: будет ли использована типовая программа
или необходима разработка индивидуальной программы технического
диагностирования.
Разработка программы технического
диагностирования.
В типовых программах определены элементы и в
необходимых случаях зоны контроля, предрасположенные к образованию дефектов, а
также указаны объемы и методы контроля или исследования механических свойств и
микроструктуры металла. Индивидуальная программа технического диагностирования
должна разрабатываться в случае отсутствия на данный тип элеватора типовой
программы, а также если обнаружены отклонения или дефекты, превышающие пределы,
установленные Правилами ГГТН, ТУ на изготовление.
Индивидуальная программа разрабатывается на
основе типовых программ (если на данный элеватор имеется типовая программа) и
должна учитывать результаты анализа эксплуатационно-технической документации, в
том числе: конструктивные особенности и конкретные условия эксплуатации,
возможность доступа для осмотра и возможность применения конкретного вида
неразрушающего контроля, наличие или отсутствие аварий за период эксплуатации,
их характер и причины, результаты предыдущих обследований и проверок, наличие
ремонтов или реконструкций, а также возможные другие данные. В индивидуальной
программе должны быть определены элементы и в необходимых случаях зоны контроля
элеваторов, подлежащие контролю, а также указаны при необходимости объемы
лабораторных исследований структуры и свойств металла элеватора с назначением
мест отбора проб.
Визуальный и измерительный контроль.
Визуальный осмотр наружной поверхностей
элементов корпуса и измерительный контроль проводят с целью обнаружения и
определения размеров дефектов (поверхностных трещин, коррозионных повреждений,
эрозионного износа, выходящих на поверхность расслоений, механических
повреждений, вмятин, выпучин и других изменений геометрии), образовавшихся в
процессе эксплуатации.
По результатам визуального и измерительного
контроля может быть уточнена программа технического диагностирования.
При проведении визуального контроля повышенное
внимание должно быть обращено на выявление следующих дефектов:
трещин, образующихся чаще всего в местах
геометрической, температурной и структурной неоднородности: на кромках и
поверхности отверстий;
коррозионных и коррозионно-усталостных
повреждений металла, наиболее часто встречающихся на внутренней поверхности в
нижней части элеватора;
эрозионного износа поверхностей элеватора;
Контроль геометрических размеров и формы
основных элементов элеватора проводят для получения информации об их изменениях
по отношению к первоначальным (проектным)» геометрическим размерам и
форме. При обнаружении в процессе визуального и измерительного контроля
дефектов, выходящих за пределы допустимых, расположение, количество и размеры
этих дефектов должны быть указаны на прилагаемой схеме или формуляре.
4.3.4 Нормы и критерии оценки
технического состояния грузоподъемного инструмента
Таблица 4.1 — Нормы отбраковки деталей
элеваторов типа ЭТА
|
Исходный |
Наименование |
Возможный |
Допустимый |
|
|
1 |
2 |
3 |
4 |
|
|
— |
Захват |
Неполное |
Недопустимо |
|
|
— |
Горизонтальное |
Не |
||
|
— |
Зазор |
Не |
||
|
— |
Износ |
Не |
||
|
— |
Увеличение |
Не |
||
|
— |
Зазор |
Не |
||
|
20.0 |
Износ |
Не |
||
|
— |
Шток |
Искривления, |
Не |
|
|
Ø38.0+0.34 |
Износ |
Не |
||
|
20.0-0.28 |
Износ |
Не |
||
|
Износ |
Не |
|||
|
— |
Корпус |
Трещины, |
Не |
|
|
Ø35.0+0.16 |
Износ |
Не |
||
|
Палец |
Искривление |
Не |
||
|
Ø35+0.142 |
Износ |
Не |
||
|
Направляющие |
Искривление |
Не |
||
|
12.0 |
Износ |
Не |
||
|
46.0 |
Износ |
Не |
||
|
Палец-фиксатор |
Искривление |
Не |
||
|
Износ |
Не |
|||
|
Водило |
Искривление |
Не |
||
|
Пружины |
Поломка |
Не |
||
|
50.0, |
Усадка |
До |
||
|
1.6 |
Износ |
Не |
||
4.3.5 Определение химического
состава, механических свойств и структуры металла методами неразрушающего
контроля или лабораторными исследованиями
Исследования следует выполнять для установления
их соответствия требованиям действующих нормативных документов и выявления
изменений, возникших в результате нарушения нормальных условий работы или в
связи с длительной эксплуатацией. Исследования механических свойств и структуры
металла рекомендуется проводить неразрушающими методами контроля, а в
необходимых случаях — на образцах, изготовленных из вырезок (пробок) металла.
Химический состав определяют методами аналитического или спектрального анализа
в соответствии с требованиями нормативно-технической документации. Измерение
твердости неразрушающими методами следует проводить при помощи переносных
приборов (твердомеров) в соответствии с требованиями нормативно-технической
документации и инструкции по эксплуатации прибора. Механические свойства
металла на вырезках определяют по испытаниям образцов на растяжение и ударную
вязкость в соответствии с требованиями действующих стандартов. Исследование
структуры металла неразрушающими методами следует выполнять на репликах или осколках.
Рекомендуется исследовать микроструктуру при 100 и 500 кратном увеличении.
Результаты определения химического состава и механических свойств должны быть
оформлены в виде актов. Микроструктура металла должна быть представлена на
фотографиях и дано описание ее характерных особенностей.
4.4 Технология магнитопорошкового
метода контроля грузоподъемного инструмента для подземного ремонта скважин
.4.1 Особенности технологии
магнитопорошкового контроля элеватора
Подготовка детали к контролю. На участок контроля
детали должны поступать после тщательной очистки и мойки. При наличии на
деталях остатков загрязнения их необходимо очистить с помощью жестких волосяных
щеток, деревянных или пластмассовых скребков или моющих средств. При очистке
деталей нельзя применять металлические предметы, а также ветошь, оставляющую
ворс и нитки.
При проведении контроля с применением водной
суспензии детали необходимо предварительно обезжирить моющим раствором, так как
на поверхности, покрытой пленкой жира, резко снижается чувствительность порошка
к мелким дефектам.
Подготовка магнитного индикатора. При проведении
контроля в качестве индикатора магнитного поля рассеяния дефекта применяют
сухие магнитные порошки и магнитные суспензии — взвесь магнитного порошка в
дисперсной среде, содержащей при необходимости, смачивающие антикоррозионные
добавки.
Подготовка средств контроля. Ежедневно перед
началом работы дефектоскопист должен выполнить следующие действия:
провести внешний осмотр дефектоскопов, внешних
намагничивающих устройств;
подготовить магнитную суспензию или порошок;
проверить работоспособность всей
магнитопорошковой системы (аппаратуры, дефектоскопических материалов,
технологии контроля) с помощью стандартного образца (СО) и контролируемого
объекта (КО);
проверить на СО и КО качество размагничивания.
При проверке намагничивающего тока все
металлические предметы, в том числе и контролируемые детали, должны быть
удалены от намагничивающего устройства не менее 100 миллиметров, так как при
помещении металлического предмета в отверстии соленоида или рядом с ним
происходит уменьшение тока, зависящее от формы, размеров, материала детали и
расстояние до соленоида.
Проверку работоспособности магнитопорошковой
системы, включающей дефектоскоп, магнитную суспензию или сухой порошок, и
технологию контроля, необходимо провести с помощью КО или СО, если он
изготовлен из контролируемой на данном участке детали.
Для этого необходимо предварительно
размагниченный КО или СО проконтролировать по технологии, указанной в паспорте
или рекомендованной для контроля таких же деталей, и сравнить полученный
индикаторный рисунок с дефектограммой. Если на КО или на СО выявились не все
трещины, то необходимо проверить напряженность поля на КО или СО в положении
контроля с помощью измерительного прибора по методике. Если значение
напряженности не менее, указанного в паспорте на КО (СО), то необходимо сменить
суспензию. При отсутствии измерителя напряжения магнитного поля допускается
провести повторный контроль КО и СО свежеприготовленной суспензией и в случае
повторного не выявления трещин необходимо проверить дефектоскоп.
Для проверки качества размагничивания необходимо
СО или КО размагнитить по методике, рекомендованной для данного дефектоскопа,
очистить от остатков магнитного порошка и нанести суспензию или сухой порошок
вторично — при этом на трещине не должно быть никакого отложения порошка. После
указанных работ можно приступать к проведению контроля деталей.
Намагничивание деталей. В технологической карте
на магнитопорошковый контроль деталей в графе «Операции контроля» должны быть
указаны технологические операции процесса намагничивания с учетом применяемого
дефектоскопа, вида и способа намагничивания.
Проведение контроля. При проведении контроля в
течение смены после каждого часа работы необходимо проверять показания
приборов, контролирующих напряжение и ток намагничивающего устройства на
соответствие паспортным данным, вблизи намагничивающего устройства не должно
быть никаких металлических предметов, в том числе контролируемых деталей.
Нанесение дефектоскопического материала.
Нанесение магнитного порошка на контролируемую поверхность может, проводится
двумя способами: сухим и мокрым. При сухом способе магнитный порошок напыляют
на контролируемую поверхность с помощью распылителя в пределах контролируемой
зоны.
При мокром способе контроля магнитная суспензия
наносится на контролируемую поверхность поливом слабой струей, не смывающей
порошок, осевший над дефектом, с обязательным стеканием ее с поверхности. Для
стекания магнитной суспензии поверхность должна быть отклонена на угол не менее
10°.
Состав водной суспензии:
А) черный магнитный порошок (окись — закись
железа) 25±5 г/л
Хромпик калиевый 5±1 г/л
Сода кальцинированная 10±1 г/л
Сульфанол 2±0,5 г/л
Моноэтаноламин 4±1 г/л
Вода водопроводная до 1 л
Б) черный магнитный порошок 25±5 г/л
Нитрит натрия 15±5 г/л
Сульфанол 2±0,5 г/л
Вода водопроводная до 1 л
Заранее приготовленную суспензию перед
применением надо тщательно размешать, чтобы частицы магнитного порошка
оказались во взвешенном состоянии и равномерно распределились во всем объеме
жидкости.
Осмотр контролируемой поверхности. Осмотр
контролируемой поверхности проводят визуально непосредственно после стекания
суспензии. При этом могут быть использованы лупы двух или четырех кратного
увеличения. При осмотре контролируемой поверхности с резьбой применение луп
обязательно. Освещенность контролируемой поверхности при использовании черных
или цветных порошков должна быть не менее 1000 лк.
Распознавание дефектов. Усталостная трещина
выявляется в виде резко очерченного четкого валика магнитного порошка,
скопившегося над трещиной по всей длине. Над закалочными трещинами скопление
порошка имеет вид четких извилистых рельефных линий.
Шлифовочные и термические трещины выявляются в
виде тонких четких линий, представляющих собой сетку или короткие черточки.
На пленах или закатах порошок скапливается в
виде валика порошка по границам, четко очерчивая форму плены.
Подповерхностные дефекты образуют на поверхности
детали осаждение магнитного порошка в виде нечеткого валика с расплывчатыми
границами или в виде пятна.
Ширина валика магнитного порошка над трещинами
зависит от ширины раскрытия трещины. Черный магнитный порошок, имеющий размер
частиц до 30 мкм, образуют валик шириной до 1 мм с четкими границами. При этом,
чем меньше ширина раскрытия трещины, тем тоньше валик.
При использовании люминесцентных магнитных
порошков, при освещении УФ, скопление магнитного порошка над трещинами образуют
четкие светящиеся линии.
При скоплении на проверяемом участке детали
магнитного порошка в виде характерной линии, указывающей на наличие трещины,
это место тщательно должно быть повторно проверено.
Следует иметь в виду, что не всегда осаждение
магнитного порошка указывает на наличие дефекта. Наряду с индикаторными
рисунками дефектов на поверхности контролируемой детали могут, образовывается
ложные отложения порошка на участках, имеющих магнитные неоднородности.
Размагничивание. Все детали, имеющие трущиеся
поверхности должны быть размагничены. Размагничиванию не подлежат крепежные
детали и детали, которые по технологии ремонта должны после контроля
нагреваться выше точки Кюри.
Детали, намагниченные дефектоскопами постоянного
или импульсного тока, можно размагнитить в постоянно убывающем переменном
магнитном поле дефектоскопа или специального устройства для размагничивания, и
затем удаляют ее от размагничивающего устройства на расстояние не менее 0.5 м,
после чего дефектоскоп выключается.
Размагничивание деталей, намагниченных
постоянным током, осуществляется путем изменения направления тока в обмотках
электромагнита с постоянным снижением его до нулевого значения за 10-40 циклов
перемагничивания.
4.4.2 Технологические карты
магнитопорошкового контроля
1 Требования к технологическим картам.
Технологические карты являются основными рабочими документами, в соответствии с
которыми выполняется магнитопорошковый контроль. От их качества, правильности
описания в них технологии контроля, ясности и четкости их изложения в большой
степени зависит эффективность магнитопорошкового контроля.
Технологическая карта магнитопорошкового
контроля представляет собой нормативно-технический документ, определяющий
процесс выполнения контроля деталей этим методом на рабочих местах и участках
ремонтного предприятия, а также в конструкции ремонтируемой техники. Карта
предназначается для непосредственного и постоянного применения на рабочем месте
контролера. В карте приводят очень краткое описание операций процесса контроля
(с расчленением по переходам и указанием режима работы) без описания сущности
контроля и физических явлений, происходящих при контроле, а также без
подробного изложения требований техники безопасности. Обязательным в
технологической карте является эскиз проверяемой детали с указанием ее
положения в намагничивающем устройстве и зон контроля.
Технологические карты периодически
(ориентировочно не реже одного раза в год) проверяются на соответствие
действующей документации. При необходимости в карты вносятся изменения. Вносить
изменения в карты может инженер-технолог.
Содержание технологических карт. В
технологических картах магнитопорошкового контроля должна содержаться основная
информация, являющаяся обязательной в соответствии с ГОСТ 21105, а также
дополнительная, которая государственным стандартом не предусмотрена, но, как
показывает опыт, является полезной для дефектоскописта, облегчает выполнение
контроля, способствует исключению ошибок при его проведении.
К основной информации относится:
наименование изделия (узла);
наименование и номер детали;
марка материала детали (используется краткая
стандартная форма записи наименования марки материала);
эскиз детали с указанием габаритных размеров и
зон контроля;
способ магнитопорошкового контроля (приложенного
поля или остаточной намагниченности);
вид и схема намагничивания;
значение намагничивающего тока (напряженность
намагничивающего магнитного поля);
средства контроля (дефектоскоп, устройство для
намагничивания, приборы для проверки качества магнитной суспензии, типы луп и
т.д.). При перечислении оборудования указывается краткая форма его наименования
и тип (модель);
нормы на отбраковку.
После завершения предварительных работ,
связанных с выбором схемы, способов и режимов намагничивания деталей, а также
магнитных индикаторов приступают к заполнению технологических карт. В
соответствии с общими рекомендациями по оформлению иллюстраций и выбранных
приемов обозначения зон контроля отрабатывают окончательные варианты
иллюстраций и размещают их в графе «Схемы и зоны контроля» технологической
карты.
В графе «Дефектоскопы, установки,
приспособления, материалы» указывают выбранные средства контроля: дефектоскоп,
намагничивающее устройство, состав магнитной суспензии, а также дополнительные
средства контроля (магнитометр, зеркала, луны, цеховой микроскоп).
В графе «Режим контроля» указывают способ
контроля (способ остаточной намагниченности СОН или приложенного поля СПП),
значение намагничивающего тока, значение напряженности магнитного поля в
намагничивающем устройстве или на поверхности детали в зоне контроля. При этом
в технологической карте должно быть указаны условия измерения напряженности
магнитного поля в намагничивающем устройстве: место расположения датчика
измерительного прибора и наличие или отсутствие в нем намагничиваемой детали.
При намагничивании детали с помощью кабеля или
соленоида в технологической карте рекомендуется указывать число ампервитков. В
случае применения дефектоскопа вращающегося магнитного поля в графе «Режим
необходимо писать контроля» «стандартный», так как в этом дефектоскопе режим
работы не регулируется.
В графе «Содержание операций» приводят краткое
последовательное описание процесса контроля с расчленением по переходам (без
описания сущности контроля и физических явлений, происходящих при операциях
контроля, а так же, как правило, без подробного изложения техники
безопасности).
В описании технологических операций контроля
отражают:
подготовительные операции по установке деталей,
разметке зон контроля, по очистке деталей от загрязнения и влаги и обеспечения
их доступности (при контроле на изделии), зачистке мест контактов (при
намагничивании путем пропускании тока). В случае если очистка, промывка и
обезжиривание деталей выполняется на другом участке, в технологической карте
целесообразно предусмотреть контроль качества этих работ, например в таком виде
«Проверить качество очистки детали. В зоне контроля не допускается
лакокрасочного покрытия, продуктов коррозии, нагара, смазки». При контроле
деталей с темной поверхностью с использованием черного магнитного порошка
необходимо предусмотреть нанесение тонкого слоя (толщиной не более 20 мкм)
белой нитрокраски в зону контроля. При контроле деталей и узлов в сборе, а
также без демонтажа из изделия необходимо густой смазкой, ветошью,
полиэтиленовой пленкой или заглушками закрыть отверстия, через которые
магнитная суспензия может затекать во внутренние полости деталей, в подшипники
качения, на рабочие поверхности трущихся сочленений;
основные технологические операции, включая
порядок намагничивания детали, нанесения в зону контроля магнитного индикатора
и осмотр проверяемой поверхности. В сложных случаях контроля целесообразно
приводить порядок расшифровки и оценки результатов контроля, основные признаки
дефектов;
заключительные операции, в том числе порядок
размагничивания деталей, удаление следов магнитного индикатора, снятие
заглушек, смазки и других средств;
в графе «Нормы на отбраковку» указывают
недопустимые дефекты их размеры и количество в соответствии с требованиями НТД;
в графе «Поле насыщения» указывают значение
требуемой остаточной индукции в данной детали;
в остальные графы технологической карты
(«Наименование детали», и так далее) сведения вносятся из НТД. К дополнительной
информации относятся данные о массе контролируемой детали, сведения о магнитных
свойствах сталей, из которых выполнена деталь (или группа однотипных деталей),
о наличие немагнитных покрытий, не снимаемых при подготовке деталей к контролю,
об ориентации предполагаемых дефектов, об особых мерах техники безопасности, а
также ссылка на инструкцию по охране груда.
Структура технологической карты. Для удобства
пользования информацией технологические карты разрабатывают в виде таблиц,
разбитых на графы. Заголовки граф должны отражать суть информации, приводимой в
каждой из них. Последовательность граф в технологической карте должна вытекать
из логики ее применения, последовательности выполнения процесса
магнитопорошкового контроля дефектоскопистом и значимости содержащейся в ней
информации. Структура технологической карты и характер изложения в ней
материала должны предотвращать его неоднозначное толкование. Структура всех
карт должна быть единообразна, перестановка граф в разных экземплярах карт не
допускается.
4.4.3 Разработка технологической
карты
Принимая во внимание все перечисленные факторы,
была разработана технологическая карта магнитопорошкового контроля. В связи с
требованиями к повышению надежности контроля была включена следующая новая
графа:
метрологическое обеспечение.
Метрологическое обеспечение в
нефтегазопромысловой индустрии при эксплуатации грузозахватного инструмента
остается одной из важных проблем. Зачастую приборы неправильно проверяют, или
проводят контроль приборами, у которых вышел срок проверки. Это приводит к
вынесению неверного заключения по результатам контроля.
4.4.4 Технология магнитопорошкового
контроля элеваторов типа ЭТА-П
Элеваторы с автоматическим захватом представляют
собой литой корпус шарнирно соединенный с серьгой. Внутри корпуса помещен
захват для труб состоящий из трех частей, соединенных шарнирно пальцем. Серьга
и захват являются наиболее важными и ответственными (рабочими) узлами элеватора
т.к. длительное время находятся под воздействием знакопеременных нагрузок. Они
в свою очередь и будет подвергаться неразрушающему контролю. Общим для контроля
ЭТА-П является комбинированное намагничивание ввиду сложности его деталей.
Чистота обработки не хуже RZ 40.
Ожидаемые дефекты:
трещины на разрыв шейки серьги с ориентацией
перпендикулярно ее оси;
трещины на разрыв в проушинах серьги элеватора;
трещины любого характера и направления захвата
элеватора.
Магнитные характеристики элеваторов из сталей 30
и 45 соответствуют данным таблицы 4.2. Элеваторы контролируются способом
приложенного поля с применением импульсного намагничивания, поскольку зачастую
очень трудно определить не только вид термообработки, которая оказывает
непосредственное влияние на коэрцитивную силу, но даже и марку стали в связи с
широким диапазоном применяемых для изготовления деталей элеваторов материалов.
Таблица 4.2 — Магнитные характеристики сталей,
применяемых для изготовления элеваторов
|
Марка |
Вид |
Коэрцитивная |
Остаточная |
|
30 |
Закалка |
21.6 |
— |
|
Закалка |
8.8 |
— |
|
|
Закалка |
5.6 |
— |
|
|
В |
4.4 |
||
|
35 |
В |
7.2 |
0.40 |
|
40 |
В |
6.0 |
0.95 |
|
45 |
В |
6.4 |
1.12 |
|
Отпущенная |
7.2 |
— |
|
|
Закалка |
22.2 |
0.79 |
|
|
Закалка |
13.6 |
0.83 |
|
|
Закалка |
12.0 |
1.03 |
|
|
Закалка |
28.0 |
0.82 |
С учетом особо высоких требований, предъявляемых
к техническому состоянию элеваторов, чувствительность контроля назначается как
максимально возможная. В данных условиях таковой является чувствительность по
уровню Б. Она обеспечивается правильным выбором величинами намагничивающих
полей и чистотой обработки Ra 10 мкм.
Подготовка к контролю. Подготовка к контролю
состоит из следующих операций:
изготовление эскизов контролируемых участков;
подготовка места для контроля;
приготовление дефектоскопического материала;
подготовка объекта контроля;
подготовка, подключение и проверка
работоспособности аппаратуры.
.1 Подготовить эскизы (заготовки) в виде
разверток контролируемых участков поверхностей на ватмане стандартных форматов
(А1-А4) с обеспечением масштаба 1:1 и указанием основных размеров и чистоты
обработки. На эскизах предусмотреть свободное поле для документирования
процесса устранения обнаруженных дефектов. Допускается фрагментное эскизирование
на отдельных листах указанных форматов и изготовление ксерокопий на белой
плотной бумаге при условии сохранения масштаба.
.2 Контролируемый элеватор должен быть
установлен горизонтально на специально предусмотренной площадке, оснащенной
подводом линии заземления и сети 220 В; должен быть обеспечен свободный доступ
к контролируемым элементам и комбинированное (общее и местное) освещение
контролируемых поверхностей не менее 1000 лк. рассеянным светом (люминесцентные
светильники или ряд ламп накаливания, закрытых белым матовым стеклом).
.3 Приготовить магнитопорошковую суспензию путем
засыпки порошка в воду при непрерывном перемешивании для исключения флотации и
комкования порошка. Перед проведением контроля необходимо проверить
работоспособность всей дефектоскопической системы. Для этого по возможности
проверяют качество магнитного индикатора прибором МФ-10СП или методом отстоя.
.4 Элеватор должен быть демонтирован и уложен на
специальном приспособлении, обеспечивающем удобство осмотра и поворота в процессе
проверки с соблюдением всех требований техники безопасности.
Контролируемые поверхности должны быть очищены
от грязи, смазки, коррозии и т.п.; при необходимости зачищены шкуркой до
металлического блеска, и осмотрены на предмет видимых дефектов. К магнитопорошковому
контролю допускаются элеваторы, не подлежащие выбраковке по результатам
визуального осмотра.
С целью обеспечения необходимой чувствительности
контроля поверхность серьги элеватора и его захвата покрыть тонким слоем (не
более 20 мкм) белой эмалевой краски НЦ-25 по ГОСТ 5406-84 (или аналогичной).
.5 Подключение и проверка работоспособности
аппаратуры проводится в таком порядке:
.5.1 Заземлить импульсный блок дефектоскопа
через клемму ![]() .
.
.5.2 Вставить концевые стержни кабеля для
намотки соленоида в цанговые гнезда выхода импульсного блока.
.5.3 Обмотать кабелем для соленоида (4 витка)
образец из комплекта прибора, предварительно протерев его ветошью.
.5.4 Включить питание выключателем СЕТЬ, при
этом должен засветиться индикатор питания СЕТЬ.
.5.5 Установить переключатель ИМП импульсного
блока в положение РАЗМАГНИЧИВАНИЕ.
.5.6 Пронаблюдать полноту процесса
размагничивания по прекращению пульсирования индикатора ИМП и характерного
стука от разряда через кабель.
.5.7 Установить переключатель ИМП импульсного
блока в положение М и, пропуская через кабель не менее 5 импульсов тока, полить
образец суспензией, дождаться ее полного отекания, после чего выключить питание
и возвратить переключатель ИМП в положение РАЗМАГНИЧИВАНИЕ.
.5.8 Аккуратно снять обмотку и проверить
идентичность магнитопорошкового рисунка с эталоном из комплекта прибора.
.5.9 Протереть образец ветошью и повторить
операции пп. 6.4.1.5.4 — 6.4.1.5.6.
.5.10 Выключить питание, снять обмотку, полить
образец суспензией и проверить на отсутствие магнитопорошковой индикации.
Аппаратура признается пригодной, если результаты
пп. 6.4.1.5.8 — 6.4.1.5.10. удовлетворительны.
Проведение контроля серьги элеватора
Выполнить операции пп. 4.5.4.1.5.1 — 5.4.1.5.2.
Обмотать серьгу кабелем для соленоида.
Количество витков ω указано в
таблице 4.3 (методика расчета приведена в разделе 5.3). Витки распределить
равномерно по длине серьги.
Включить прибор и произвести предварительное
размагничивание детали по указаниям пп. 4.5.4.1.5.3 — 5.4.1.5.6.
Установить переключатель ИМП импульсного блока в
положение М и, пропуская через кабелем не менее 5 импульсов намагничивающего
тока, полить поверхность серьги суспензией, предварительно взболтав ее.
Намагничивание прекратить после стекания с контролируемых поверхностей основной
массы суспензии.
Таблица 4.3 — Расчет числа витков
намагничивающей обмотки
|
Грузоподъемность, |
32 |
50 |
60 |
80 |
||||||||||||
|
Марка |
30 |
35 |
40 |
45 |
30 |
35 |
40 |
45 |
30 |
35 |
40 |
45 |
30 |
35 |
40 |
45 |
|
Число |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Аккуратно снять обмотку и с помощью лупы
осмотреть поверхность элеватора на предмет магнитопорошковой индикации.
При обнаружении индикаций, вызывающих подозрение
на несплошность, удалить суспензию с поверхности элеватора ветошью и повторить
операции пп. 2-5. Если индикации повторились, то их следует отнести к
несплошностям.
После полного высыхания поверхности независимо
от наличия индикаций снять дефектограмму с каждого из контролируемых участков,
для чего аккуратно и плотно накатать скотч по контролируемой поверхности.
Излишек скотча отрезать, осторожно снять скотч с детали и накатать его на
соответствующий участок эскиза. Отображения дефектов на эскизе пронумеровать
(Д1, Д2 и т.д.), нанести координаты их расположения.
Размагнитить деталь по указаниям пп. 4.5.4.1.5.3
— 4.5.4.1.5.6.
Примечание: Для исключения пропусков дефектов,
которые могут быть расположены под намагничивающим кабелем на ОК необходимо
повторить п.4 как минимум два раза, изменив прежнее положение кабеля.
Проведение контроля проушин серьги элеватора
Выполнить операции п. 4.5.4.1.5.1 — 4.5.4.1.5.2.
Обмотать проушину серьги равномерно
распределенным кабелем для соленоида. Количество витков ω
указано
в таблице 4.4 (методика расчета приведена в разделе 5.4).
Все остальные операции провести согласно п.п.
4.5.4.2.3 — 4.5.4.2.7
Таблица 4.4 — Расчет числа витков
намагничивающей обмотки
|
Грузоподъемность, |
32 |
50 |
60 |
80 |
||||||||||||
|
Марка |
30 |
35 |
40 |
45 |
30 |
35 |
40 |
45 |
30 |
35 |
40 |
45 |
30 |
35 |
40 |
45 |
|
Число |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Проведение контроля захвата элеватора
Для контроля данной поверхности применяют
комбинированное намагничивание ЦИРКУЛЯРНОЕ+ЦИРКУЛЯРНОЕ двумя полями,
ориентированными различно в пространстве, т.к. возможны дефекты любого
характера и направления.
ЦИРКУЛЯРНОЕ НАМАГНИЧИВАНИЕ ПРИ ПОМОЩИ
ЭЛЕКТРОКАБЕЛЯ:
Выполнить операции п. 4.5.4.1.5.1 — 4.5.4.1.5.2.
Обмотать захват электрокабелем, причем деталь
должна быть в замкнутом положении. Количество витков ω
указано
в таблице 4.5 (методика расчета приведена в разделе 5.5).
Все остальные операции продольного
намагничивания провести согласно п.п. 5.4.2.3 -5.4.2.7
ЦИРКУЛЯРНОЕ НАМАГНИЧИВАНИЕ ПРИ ПОМОЩИ
ЭЛЕКТРОКОНТАКТОВ:
Заземлить импульсный блок дефектоскопа через
клемму ![]() .
.
Вставить концевые стержни кабеля для
электроконтактов в цанговые гнезда выхода импульсного блока.
Установить электроконтакты на торцевую (верхнюю)
поверхность захвата. Максимальное значение намагничивающих токов, для получения
заданной напряженности поля при циркулярном намагничивании приведены в таблице
4.6.
Включить прибор и произвести предварительное
размагничивание детали.
Установить переключатель «ИМП» импульсного блока
в положение «М» и, пропуская через электроконтакты не менее 5 импульсов
намагничивающего тока, полить поверхность захвата суспензией, предварительно
взболтав ее. Намагничивание прекратить после стекания с контролируемых
поверхностей основной массы суспензии (Внимание — суспензии на основе
легковоспламеняющихся веществ запрещены из-за возможного возгорания при искрении
электроконтактов).
Убрать электроконтакты и с помощью лупы
осмотреть поверхность элеватора на предмет магнитопорошковой индикации.
Все остальные операции следует провести как и в
предыдущих случаях.
Таблица 4.5 — Расчет числа витков намагничивающей
обмотки
|
Диаметр |
Марка |
Число |
|
33 |
30 |
3 |
|
35 |
4 |
|
|
40 |
4 |
|
|
45 |
4 |
|
|
48 |
30 |
4 |
|
35 |
5 |
|
|
40 |
4 |
|
|
45 |
4 |
|
|
60 |
30 |
5 |
|
35 |
5 |
|
|
40 |
5 |
|
|
45 |
5 |
|
|
70 |
30 |
5 |
|
35 |
6 |
|
|
40 |
6 |
|
|
45 |
6 |
|
|
73 |
30 |
6 |
|
35 |
6 |
|
|
40 |
6 |
|
|
45 |
6 |
|
|
89 |
30 |
7 |
|
35 |
7 |
|
|
40 |
7 |
|
|
45 |
7 |
Таблица 4.6 — Расчет намагничивающего тока
|
Диаметр |
Марка |
Число |
|
33 |
30 |
571 |
|
35 |
639 |
|
|
40 |
588 |
|
|
45 |
598 |
|
|
48 |
30 |
815 |
|
35 |
912 |
|
|
40 |
839 |
|
|
45 |
852 |
|
|
60 |
30 |
1009 |
|
35 |
1130 |
|
|
40 |
1039 |
|
|
45 |
1055 |
|
|
70 |
30 |
1172 |
|
35 |
1311 |
|
|
40 |
1206 |
|
|
45 |
1225 |
|
|
73 |
1220 |
|
|
35 |
1366 |
|
|
40 |
1256 |
|
|
45 |
1276 |
|
|
89 |
30 |
1380 |
|
35 |
1485 |
4.4.5 Оценка качества и оформление
итоговой документации
При анализе результатов следует обращать особое
внимание на проушины элеватора и рабочую поверхность захвата элеватора.
Выбраковке без дальнейшего контроля подлежат элеваторы, на указанных
поверхностях которых на уровне чувствительности Б обнаруживаются трещины любых
размеров. При этом следует документировать дефектограммой каждый случай
магнитопорошкового контроля корпуса и захвата элеватора независимо от
дефектности. Регистрации в итоговых документах подлежат все выявленные
несплошности независимо от их характера и величины. Шифровка результатов
производится по следующему принципу.
Рис. 4.1
Цифра: номер участка по общему эскизу.
Буква: уровень чувствительности.
Буква: «А» — бездефектный; «Д» — брак.
Цифры: максимальная протяженность несплошности,
мм
В отношении элементов, в которых не установлены
признаки наличия несплошности, в графе «Шифр результатов» делается запись:
«Дефектов не обнаружено».
В графе «Оценка» делается запись «Годен» или
«Брак» в соответствии с результатами контроля данного элемента.
4.4.6 Оформление результатов
технического диагностирования
На выполнение работы при техническом диагностировании
организация, их проводящая, составляет первичную документацию (акты,
заключения, протоколы, таблицы, схемы, фотографии), в которой должны быть
отражены все обнаруженные отклонения, особенности и дефекты. На основании’
первичной документации о результатах технического диагностирования и
выполненных расчетов на прочность должно быть составлено заключение или отчет.
Первичная документация, включая формулы (схемы) с графическим изображением
результатов контроля, прилагается к заключению. Заключение по результатам
технического диагностирования должно быть составлено по типовой форме и
включать в себя следующий текстовый материал:
Введение — краткая постановка задачи.
Основные сведения о диагностируемых элеваторах
(конструкция, материалы и технология изготовления, условия эксплуатации):
завод-изготовитель элеватора;
дата изготовления и дата ввода в эксплуатацию;
заводской номер элеватора;
адрес владельца;
регистрационный номер по реестру органа
Госгортехнадзора РФ.
краткая характеристика конструкции и технологии
изготовления элеватора;
разрешенные (фактические) параметры работы
элеватора (если отличаются от проектных);
основные размеры элементов элеватора (диаметр,
толщина, высота);
материалы основных элементов элеватора
(использованные заводом-изготовителем);
сведения об эксплуатации;
сведения о ремонте.
Результаты анализа технической документации:
краткая информация о сертификатах качества
материалов, используемых при изготовлении (если имеется), ремонте элеватора с
оценкой соответствий действующей нормативно-технической документацией;
сводные данные по результатам предыдущих
обследований и контроля;
причины, послужившие основанием для ремонта и
реконструкции;
специфические особенности эксплуатации.
Индивидуальная программа технического
диагностирования.
В индивидуальной программе указывают конкретные
методы, объемы и зоны контроля. Если диагностирование проводиться по типовой
программе данный раздел можно не приводить.
Результаты технического диагностирования
(текущего).
В настоящем разделе приводятся обобщенные данные
обследования элеватора по различным диагностическим операциям:
типы (марки) испытательного оборудования и
дефектоскопической аппаратуры, использованной при данном техническом
диагностировании, их заводской номер, основные характеристики искателей,
эквивалентная площадь допустимого дефекта;
сведения, подтверждающие квалификацию
дефектоскопистов;
сведения нормативно-технической документации, по
которой производился дефектоскопический контроль;
сведения о дефектах, обнаруженных при осмотре элеватора;
результаты исследования механических свойств
металла;
условия проведения.
По результатам выполненного обследования
формулируются выводы и рекомендации с указанием возможности, разрешенных
параметров, условий и сроков дальнейшей эксплуатации элеватора или объемов его
ремонта.
К заключению прилагается копия лицензии от
органов Госгортехнадзора РФ с перечнем разрешенных видов деятельности, выданная
организации, проводившей обследование. Если работы по техническому
диагностированию и составлению заключения выполнялись двумя разными
организациями, к заключению прилагаются две копии лицензий от каждой из этих
организаций. Заключение прилагается к паспорту элеватора. Его копия хранится в
организации, проводившей техническое диагностирование.
4.5 Методика проведения
ультразвуковой дефектоскопии элеваторов типа ЭТА
Для проведения НК применяют дефектоскопы. Широко
распространен ультразвуковой дефектоскоп УД2 — 70 по ГОСТ 23049 — 84. Он
предназначен для:
контроля продукции на наличие дефектов типа
нарушения сплошности и однородности материалов готовых изделий, полуфабрикатов
и сварных соединений;
измерения глубины и координат залегания
дефектов;
измерения отношений амплитуд сигналов,
отраженных от дефектов.
Дефектоскоп может применяться для контроля
качества продукции при ее изготовлении и эксплуатации в различных отраслях
промышленности. Дефектоскоп сохраняет работоспособность при контроле материалов
и изделий со скоростями распространения ультразвуковых колебаний в диапазоне
1000 — 8000 м/с. Шероховатость поверхности контролируемого изделия в зоне
акустического контакта с преобразователем RZ не более 250 мкм.
Технические характеристики
Значения номинальных частот ультразвуковых
колебаний (УЗК) дефектоскопа 1,25; 1,8; 2,5; 5,0; 10,0 МГц. В специальных версиях
возможны другие значения номинальных частот.
Номинальные частоты повторения импульсов
возбуждения 30; 60; 120; 250; 500; 1000 Гц.
Амплитуда зондирующего импульса генератора
дефектоскопа, не менее 185 В при длительности (75±5) нс.
Диапазон изменения коэффициента усиления
приемного тракта дефектоскопа от 0 до 100 дБ.
Дискретность изменения коэффициента усиления
приемного тракта дефектоскопа составляет 0,5 или 1 дБ. Дискретность
скачкообразного изменения клавишей «+dB» составляет 3 … 30 дБ.
Динамический диапазон сигналов, наблюдаемых на
экране дефектоскопа, не менее 20 дБ.
Диапазон контроля наличия дефектов по стали от 2
до 5000 мм. Диапазон установки диапазона контроля 10 … 5000 мм с
дискретностью 1 мм.
Диапазон измерений глубины залегания дефектов по
стали от 2,0 до 5000 мм.
Диапазон установки скорости распространения УЗК
1000-8000 м/с с дискретностью 10м/с.
Диапазон установки угла ввода УЗК ПЭП составляет
от 0 до 90° с дискретностью 1°.
Диапазон установки задержки развертки
ограничивается следующим соотношением относительно начала импульса возбуждения
Д + 3 = 5000 мм,
где Д — установленный диапазон, мм;
— задержка, мм.
Динамический диапазон ВРЧ не менее 60 дБ.
Количество точек регулировки ВРЧ (в зависимости
от диапазона) составляет от 10 до 64.
Количество стробов автоматического сигнализатора
дефектов (АСД) — 2.
Диапазон установки длительности стробов АСД
составляет от 1 до 5000 мм. Дискретность установки длительности строба АСД и
длительности задержки строба АСД составляет 1 мм.
Диапазон установки порога АСД (высоты строба
АСД) составляет от 0 до 100% высоты экрана.
Диапазон установки линейной компенсированной
отсечки составляет от 0 до 100% высоты экрана с дискретностью 1%.
Количество запоминаемых программ настройки
дефектоскопа не менее 100.
Количество запоминаемых изображений развертки
(А-Скан изображений) не менее 100.
Количество запоминаемых измеренных значений
глубины (координат) не менее 2800.
Конструкция дефектоскопа обеспечивает следующие
потребительские функции:
режим увеличенного экрана;
режим «электронная лупа»;
режим «заморозка» изображения экрана;
режим «замок»;
встроенные часы и календарь;
режим связи с ПЭВМ для ввода в ПЭВМ информации
из памяти дефектоскопа и возможности распечатки этой информации на принтере;
ввода программ настроек из ПЭВМ в память прибора.
Масса дефектоскопа с аккумуляторной батареей
(без комплекта ПЭП, кабелей и футляра), не более З кг.
Габаритные размеры дефектоскопа (без ручки для
переноса), не более 245х 145х 75 мм.
Размер рабочей части экрана дефектоскопа, не
менее 114×86 мм.
Электрическое питание дефектоскопа
осуществляется от следующих источников питания:
сеть переменного тока напряжением от 187 до
242В, частотой 50±1 Гц;
автономный источник питания — аккумуляторная
батарея номинальным напряжением 12В.
Максимальная мощность, потребляемая
дефектоскопом от сети переменного тока, не более 20В·А.
Время непрерывной работы дефектоскопа от
аккумуляторной батареи, не менее 7 часов.
Время установления рабочего режима дефектоскопа,
не более 10 минут.
В основу работы дефектоскопа положена
способность ультразвуковых колебаний (УЗК) распространяться в контролируемом
изделии и отражаться от внутренних дефектов и границ материалов.
Возбуждение УЗК в контролируемом изделии
осуществляется с использованием пьезоэлектрического эффекта преобразователями
электрических колебаний в механические ПЭП. Отраженные от дефектов УЗК
принимаются ПЭП. Полученные электрические колебания подлежат усилению,
преобразованию в цифровую форму, обработке и выдаче на дисплей. Отображение
отраженных сигналов на дисплее осуществляется в виде развертки типа А (А —
Скан).
Анализируя А — Скан, оператор-дефектоскопист
принимает решение о наличии в изделии дефекта и его местоположении. При
определении глубины залегания используется формула
![]() , (4.1)
, (4.1)
где Н — расстояние от точки ввода УЗК до
дефекта, м;
С — скорость распространения УЗК в исследуемом
материале, м/с;- время прохождения УЗК от точки ввода до дефекта и обратно, с.
Дефектоскоп реализует эхо-импульсный, теневой и
зеркально-теневой методы акустического контроля.
Принцип действия дефектоскопа следующий. По
сигналу центрального процессора сигналов (ЦПС) схема генератора зондирующих
импульсов вырабатывает возбуждающий импульс, который поступает через разъем
генератора на ПЭП и излучается в контролируемое изделие. Отраженный сигнал
преобразуется в ПЭП в электрический импульс и через разъем приемника поступает
на вход усилителя.
Коэффициент усиления усилителя задается ЦПС
через схему цифро-аналогового преобразователя (ЦАП) временной регулировки
усиления. Усиленный электрический импульс фильтруется частотным фильтром и
поступает на вход аналого-цифрового преобразователя (АЦП). С выхода АЦП
цифровой сигнал поступает на ЦПС для дальнейшей обработки и отображения на
дисплее.
При НК элеваторов выявляются поверхностные и
надповерхностные дефекты типа трещин, надрывов, раковин и другие нарушения
сплошности металла зоны элеватора, подвергаемые НК, перечислены в таблице 4.1.
Для контроля деталей элеватора ультразвуковым
методом применяют прямые (нормальные) и наклонные (призматические)
преобразователи с углом призмы 40°, 50° и рабочей частотой 1,8 МГц и 2,5 МГц.
Настройку чувствительности ультразвукового дефектоскопа при контроле деталей
элеватора производят по испытательным образцам, изготовленным из бездефектных
частей списанных деталей элеватора с предварительно нанесенными искусственными
дефектами. Для контроля деталей элеватора призматическим преобразователем
применяются образца с искусственным дефектом в виде зарубки (рисунок 4.2).
Рисунок 4.2 — Испытательный образец для
настройки чувствительности дефектоскопа
Для контроля деталей элеватора прямым
преобразователем применяются образцы с искусственным дефектом в виде
плоскодонного сверления (рисунок 4.2).
Глубина прозвучивания «Н» принимается равной
толщине контролируемой детали или участка.
4.5.1 Подготовка к контролю
Элеватор подвергается НК в разнообразном виде, к
комплекту деталей должен быть приложен паспорт на элеватор. Детали элеватора
перед контролем должны быть очищены от грязи, масел, ржавчины, отслаивающейся
окалины и краски любыми способами (механическим, промывкой в керосине, в
растворе каустической соды с последующим ополаскиванием). В случае, когда
краска или окалина имеет хорошее сцепление с металлом и представляет собой
плотную (без рыхлостей и пор) пленку или слой на поверхности или окалину.
Острые выступы и неровности на поверхности, подвергаемой НК, удаляют с помощью
ручной шлифовальной машинки с мелким наждачным камнем, напильником или
наждачной бумагой. При зачистке контролируемых поверхностей следить за тем,
чтобы размеры ее не вышли за пределы допусков размеров деталей.
Рисунок 4.3 — Образец для настройки
чувствительности дефектоскопа нормальным преобразователем
элеватор диагностика дефектоскопия
безопасность
Ультразвуковой контроль можно проводить при
температуре окружающего воздуха от +5 до +40°С, температура деталей элеватора
должна быть такой же, при несоблюдении этих условий снижается чувствительность
метода. Для обеспечения акустического контакта между искателем и изделием
подготовленную поверхность перед контролем тщательно протирают ветошью, а затем
на нее наносят слой контактной смазки. Для получения надежного акустического
контакта преобразователь — контролируемое изделие следует применять различные
по вязкости масла. Выбор масла по вязкости зависит от чистоты контролируемой
поверхности и температуры окружающей среды. Чем грубее поверхность и выше
температура, тем более вязкие масла следует применять в качестве контактной
жидкости. Наиболее подходящей контактной жидкостью для контроля деталей
элеватора являются масла типа МС-20 ГОСТ 21743-76. Увеличение вязкости
контактной жидкости снижает чувствительность к выявлению дефектов. Поэтому в
каждом случае следует выбирать контактную жидкость с минимальной вязкостью,
обеспечивающей надежный акустический контакт преобразователь-контролируемая
деталь.
4.5.2 Порядок контроля
После очистки поверхности детали элеватора
подвергают визуальному контролю невооруженным глазом и с помощью оптических
средств. При этом выявляют крупные трещины, задиры, остаточную деформацию,
подрезы, следы наклепа. При обнаружении трещин и следов заварки трещин деталь
бракуется.
Контроль размеров деталей производится в соответствии
с технической документацией на ремонт элеватора. Измерительный инструмент для
контроля размеров и критерии оценки годности деталей элеватора приводятся в
картах контроля на ремонт.
Ультразвуковой контроль деталей элеватора
осуществляется прямыми и призматическими преобразователями в соответствии с
линиями сканирования, показанными на рисунках контролируемых деталей.Рабочую
настройку, ультразвукового дефектоскопа проводят по испытательным образцам
(рисунки 4.1, 4.2 ). Для настройки дефектоскопа ультразвуковой преобразователь
с углом призмы 40°, 50° и рабочей частотой 1,8МГц или прямой преобразователь с
рабочей частотой 2,5 МГц устанавливают на поверхность образца, на которую
предварительно нанесена контактная смазка. Настройка скорости развертки должна
соответствовать толщине прозвучиваемой детали элеватора или зоне прозвучивания.
Чувствительность при контроле призматическим преобразователем настраивают по
угловому отражателю (зарубке), выполненному на поверхности образца,
противоположной той, на которой находится преобразователь. Чувствительность при
контроле прямым преобразователем настраивают по плоскодонному сверлению
диаметром 3 мм (см. рисунок 4.2).Добиваются на экране дефектоскопа максимальной
амплитуды импульса от контрольного отражателя (дефекта) в виде
«зарубки» или плоскодонного сверления, затем ручками
«Чувствительность» и «Ослабление» доводят амплитуду
импульса до 2/3 высоты экрана дефектоскопа. Мешающие сигналы при этом убрать с
помощью ручки «Отсечка шумов».
Зону АСД устанавливают таким образом, чтобы ее
начало находилось рядом с зондирующим импульсом, а конец — рядом с импульсом от
контрольного отражателя. Зондирующий импульс должен быть вне зоны действия АСД.
Настраивают чувствительность АСД так, чтобы он срабатывал при величине эхо-сигнала
от контрольного дефекта, равной 2/3 высоты экрана дефектоскопа. Таким образом
устанавливают чувствительность оценки при контроле деталей элеватора. Проводят
повторный поиск контрольного отражателя на испытательном образце и при надежном
его выявлении переходят к контролю деталей элеватора.
Ультразвуковой преобразователь устанавливают на
контролируемую поверхность детали элеватора с предварительно нанесенной
контактной смазкой и ведут контроль детали по линиям сканирования, показанным
на рисунках контролируемых деталей, при этом с помощью переключателя
«Ослабление» повышают чувствительность дефектоскопа на 3 — 5 дБ по
сравнению с чувствительностью оценки и ведут поиск дефектов, следя за
срабатыванием АСД.
При срабатывании АСД дефектоскоп из режима поисковой
чувствительности переводят в режим чувствительности оценки (п.п.4.7 — 4.9) и
определяют:
) местонахождение дефекта;
) максимальную амплитуду эхо-сигнала;
) условную протяженность дефекта.
При контроле необходимо отличать на экране ЭЛТ
дефектоскопа ложные эхо-сигналы, появляющиеся вследствие особенностей
конструкции деталей элеваторов. Эти сигналы следует фиксировать на экране ЭЛТ.
Все эхо-сигналы, не совпадающие с ложными, следует считать сигналами от
дефекта. Оценка характера дефектов производится по косвенным признакам:
интенсивное отражение от трещин наблюдается при
направлении прозвучивания, перпендикулярном плоскости дефекта (при этом на
экране ЭЛТ виден четкий импульс);
интенсивное отражение от дефекта круглой формы
наблюдается при различных направлениях прозвучивания (при этом на экране ЭЛТ
импульс более размытый).
Окончательное заключение о наличии дефекта или
его отсутствии оператор-дефектоскопист дает после того, как предполагаемый
дефект будет прозвучен во всех возможных направлениях и исследован в
соответствии с п. 4.12. Через 0,5 ч после начала контроля, а затем через каждые
1,5 — 2 ч работы проверяют настройку дефектоскопа по испытательному образцу,
согласно п.п. 4.5-4.9.
Контроль корпуса элеватора
Ультразвуковой дефектоскопией проверяют проушины
корпуса, место перехода проушин в корпус на наличие трещин, раковин, внутренних
пор. Для контроля применяется прямой преобразователь с рабочей частотой 2,5
МГц. Прозвучивание проводят с обеих торцевых поверхностей корпуса элеватора.
Чувствительность дефектоскопа настраивают по испытательному образцу с
плоскодонным сверлением. Сканируя корпус элеватора следят за срабатыванием АСД
дефектоскопа.
При срабатывании АСД дефектоскоп из режима
поисковой чувствительности переводят в режим чувствительности оценки и
определяют:
) местонахождение дефекта;
) максимальную амплитуду эхо-сигнала;
) длину пути, пройденного преобразователем при
включенном АСД (условную протяженность дефекта).
Контроль серьги
Контролируют серьгу ультразвуковым методом.
Проверяются проушины, прямолинейная часть ее и зона закругления. Контроль
серьги ведут преобразователем с учетом призмы 40° на частоте 1,8 МГц прямым
лучом.
Проушины проверяют поочередным прозвучиванием
всех плоских поверхностей. Преобразователь перемещают вокруг отверстия
проушины. Направление прозвучивания совпадает с ходом движения преобразователя.
Контроль ведется при прямом и обратном ходе. При настройке скорости развертки
преобразователь располагают на внутренней плоскости поверхности проушины.
Скорость развертки настраивают по прямому двугранному углу, одной из сторон
которого является плоскость противоположная плоскости ввода УЗК. Глубина
прозвучивания принимается равной толщине проушины. Чувствительность
дефектоскопа настраивается по зарубке с эквивалентной площадью 5,1 мм²
(3 мм ×1,7
мм).
При контроле прямолинейной части серьги
преобразователь зигзагообразно перемещают вокруг ее цилиндрической поверхности.
Направление прозвучивания при этом совпадает с ходом движения преобразователя.
Контроль проводят при прямом и обратном ходе преобразователя. Величина
продольного перемещения преобразователя определяется длинной прямолинейного
участка серьги. При настройке скорости развертки преобразователь располагают на
цилиндрической поверхности серьги. Скорость развертки настраивают по углу,
образованному участком цилиндрической поверхности, противоположном участку
ввода УЗК, и закруглением между плоской поверхностью проушины и цилиндрической
поверхностью серьги. Глубины прозвучивания принимается равной диаметру серьги
по цилиндрической части. Чувствительность настраивается по зарубке с
эквивалентной площадью 6 мм²
(3 мм ×
2 мм).
Шаг сканирования должен быть не более 1/2 ширины преобразователя. Настройка
дефектоскопа, созданная при контроле цилиндрической части серьги полностью сохраняется
и используется при контроле закругления серьги.
При контроле закругления серьги преобразователь
перемещают по поверхности вдоль оси серьги. Направление прозвучивания совпадает
с ходом движения преобразователя. Контроль ведут при прямом и обратном ходе. В
процессе перемещения преобразователь слегка поворачивают на 10 — 15° в обе
стороны. Закругление серьги проверяют поочередным прозвучиванием обоих плоских
участков закругления.
Сканируя серьгу, следят за срабатыванием АСД
дефектоскопа. При срабатывании АСД дефектоскоп из режима поисковой
чувствительности переводят в режим чувствительности оценки и определяют:
местонахождение дефекта;
максимальную амплитуду эхо-сигнала;
условную протяженность дефекта.
Контроль челюстей
Челюсти контролируют ультразвуком при помощи
преобразователя с углом призмы 40° на частоте 1,8 МГц прямым лучом. Проверка
проводится с обеих плоских поверхностей челюсти последовательно. При контроле
преобразователь зигзагообразно перемещают по плоской поверхности челюсти. Район
отверстия под палец контролируют круговым движением преобразователя. Для
надежности контроль ведут сначала при прямом ходе движения, затем при обратном.
При контроле челюсти скорость развертки настраивают по нижнему ее углу (нижнему
при таком положении челюсти, когда поверхность ввода УЗК верхняя). При этом
преобразователь расположен на черновой поверхности челюсти. При контроле
челюсти в районе отверстия под палец скорость развертки настраивается также по
нижнему ее углу.
Глубина прозвучивания принимается равной толщине
проушины челюсти. Чувствительность дефектоскопа в обоих случаях настраивается
по зарубке с эквивалентной площадью 3,6 мм² (3
мм ×
1,2 мм).
Сканируя челюсть следят за срабатыванием АСД дефектоскопа. При срабатывании АСД
дефектоскоп из режима поисковой чувствительности переводят на режим
чувствительности оценки и определяют:
) местонахождение дефекта;
) максимальную амплитуду эхо-сигнала;
) условную протяженность дефекта.
4.5.3 Оценка результатов контроля
По результатам исследования дефектов определяют
пригодность деталей элеватора к дальнейшей эксплуатации. Детали элеваторов
отбраковывают в следующих случаях:
если амплитуда эхоимпульса обнаруженного дефекта
равна по высоте амплитуде эхоимпульса от искусственного дефекта или превышает
ее;
если обнаруженный на поисковой чувствительности
дефект является протяженным, то есть если расстояние перемещения
преобразователя по контролируемой поверхности между точками, соответствующими
моментам исчезновения сигнала от дефекта составляет более 10 мм.
По результатам НК составляется акт (приложение
А) в двух экземплярах, один из которых прилагается к паспортам элеваторов. В
паспорте записывается номер акта и дата проведения контроля. Второй экземпляр
хранится в службе неразрушающего контроля.
4.6 Методика проведения испытаний на
прочность элеватора типа ЭТА
.6.1 Требования и условия проведения
испытаний
Испытания элеваторов ЭТА — 50 должны
производиться на универсальном стенде испытания элеваторов растягивающей
нагрузкой 62,5 тс при давлении 16,4 МПа.
Условия проведения испытаний:
атмосферное давление, Па 0,84 — 1,06х10![]()
относительная влажность воздуха, %, не более 80
температура окружающей среды, °С +15
÷
+ 40
4.6.2 Требования безопасности
К работе на стенде допускаются лица, прошедшее
соответствующее обучение, стажировку на рабочем месте, проверку практических
навыков, инструктаж и при наличии удостоверения. Рабочая зона должна быть
ограждена со всех сторон. Во время проведения испытаний на рабочем месте должны
быть предупредительные знаки и надписи.
4.6.3 Порядок проведения испытаний
1 Перед эксплуатацией стенда проверить
герметичность всех соединений, надежность всех резьбовых соединений потрубкоа,
муфт.
Подготовить и проверить исправность и
работоспособность гидроагрегата, контрольно-измерительных приборов и
металлоконструкции стенда.
Установить на стенд элеватор, закрепить на
приспособлении при помощи неподвижной головки и гайки корпус элеватора.
Закрепить серьгу элеватора на приспособлении для
крепления изделия при помощи пальца.
Убедившись в правильности и надежности
закрепления элеватора, включит насос.
При достижении необходимого давления в
гидроцилиндре остановить движение штока.
Выдержать испытываемое изделие под
соответствующим давлением в течение 10 мин.
По истечении 10 мин. Снять нагрузку
После снятия нагрузки проверить:
а) отсутствие трещин и надрывов — при помощи
лупы ЛП — 4 — 10;
б) отсутствие остаточных деформаций в деталях
элеватора — измерением до и после испытаний расстояния между точками,
нанесенными кернером на поверхностях серьги и корпуса элеватора;
в) свободное перемещение деталей во всех
соединениях элеватора — опробованием;
г) надежность фиксирования положения рукоятки в
закрытом положении челюстей захвата элеватора — визуальным наблюдением и
движением рукоятки в сторону открытия затвора.
5. РАСЧЕТНАЯ ЧАСТЬ
.1 Выбор материала деталей элеватора
ЭТА-П
При выборе материала для той или иной детали
учитывают характер и величину нагрузки, действующей на деталь, способ
изготовления, требования к износостойкости, условии ее эксплуатации и т.д.
Особое внимание обращается на обеспечение статической и усталостной прочности,
так как сроки службы деталей колеблются от 10 до 25 лет. Для изготовления
элеваторов применяют углеродистые качественные конструкционные стали марок 30,
35, 40, 45, 40Х и 40ХН. Их используют в нормализованном состоянии для
изготовления деталей, испытывающих сравнительно небольшие напряжения, а после
закалки и высокого отпуска — для изготовления более нагруженных деталей. Стали
марок 30 и 35 подвергают нормализации с температурой 880 — 900°С; закалку
проводят в воде с температурой 860 — 880°С и отпуск при 550 — 660°С. Детали из
сталей марок 40 и 45 подвергают нормализации при температуре 860 — 880°С или
закалке в воде с температурой 840-860°С с последующим отпуском; температура
отпуска назначается в зависимости от требуемых механических свойств.
5.2 Расчет на прочность элеватора
ЭТА-П
Произведем расчет на прочность элеватора ЭТА-П
грузоподъемностью 50 т (Q=500 кН). По этой же методике можно рассчитать
элеватор любого размера.
Расчетная нагрузка
= Q ∙ K = 500 ∙ 1,25 = 625 кН,
где К — коэффициент, учитывающий динамические
усилия и легкие прихваты, К = 1,25
5.2.1 Корпус элеватора. Материал
35ХМЛ
Бурт корпуса (рисунок 5.1)
Рассчитываем опорную площадь на действие
сминающих, срезывающих и изгибающих напряжений.

Рисунок 5.1 — Бурт корпуса
σсм = ![]() ,
,
МПа (5.1)
где ![]() —
—
площадь действия нагрузки на корпус, мм².
![]() =
= ![]() ,
,
мм²
(5.2)
где ![]() —
—
внутренний диаметр бурта корпуса, Д1=132 мм;
![]() — наружный диаметр
— наружный диаметр
захвата, Д2=95 мм.
=0,59∙(1322 — 952) =4955 мм²
По формуле 5.1:
σсм = ![]() =
=
126 МПа,
Сечение а — а
σср = ![]() ,
,
МПа (5.3)
где ![]() —
—
площадь среза, мм²
![]()
![]() ,
,
мм²
(5.4)
где h — высота бурта, мм
=0,75∙π∙132∙30=9326
мм2..
По формуле 5.3 получаем
σср=![]() =67
=67
МПа.
σизг = ![]() ,
,
МПа (5.5)
где Мизг — изгибающий момент, Н мм
Мизг = ![]() ,
,
Н∙мм (5.6)
Wизг — момент сопротивления сечения, мм³
изг =![]() ,
,
мм³
(5.7)
Мизг =![]()
Н∙ммизг =![]() мм³
мм³
Подставляя в формулу 5.5 получаем
σизг = ![]() =
=
124 МПа.
Проушина корпуса
Рисунок 5.2 — Проушины корпуса
Опасное сечение б-б подвержено растягивающим
напряжениям
σсм = ![]() ,
,
МПа (5.8)
где d — диаметр отверстия под палец, d=35 мм;
е — толщина проушины, е=22 мм.
σсм = ![]() =
=
406 МПа.
Механические характеристики отливки корпуса:
σт = 550 МПа, σв
= 700 МПа
[σ] = ![]() =
=
423 МПа;
[σ]ср = [σ]/2
= 432/2 = 212 МПа,
где к — коэффициент запаса, к = 1,3.
5.2.2 Серьга элеватора
Материал 40ХН. Механические характеристики: σт
= 785 МПа, σв = 980 МПа.
Серьга (рисунок 5.3) подвержена действию силы
давления штропа Р и двух сил Р/2, приложенных к проушинам серьги. Вследствие
наличия деформации серьга соприкасается со штропом по длине дуги, измеряемой
углом α,
а
в проушинах серьги появляются горизонтальные распирающие усилия Q. Для
определения усилий Q необходимо произвести сложные математические вычисления.
Величина угла α и закон
распределения давления по дуге, измеряемой углом α и
закон распределения давления по дуге, измеряемой углом α,
неизвестны.
Их теоретическое определение представляет затруднение. Упрощенно рассчитываем
серьгу без учета влияния деформаций от действия сил Q.
Рисунок 5.3 — Серьга элеватора
Проушины серьги, опасное сечение а-а
Растягивающие напряжения
σр = ![]() ,
,
МПа (5.9)
где
с — толщина наружной части проушины, с = 17 мм;- толщина внутренней части
проушины, d = 12 мм;- наружный радиус, R = 40 мм- внутренний радиус, r = 17,5
мм
σр ![]()
Определяем
по формуле Ляме наибольшие растягивающие напряжения σр в точке b
от сил внутреннего давления (давление пальца).
σр = ![]() , МПа (5.10)
, МПа (5.10)
где
q — интенсивность сил внутреннего давления.
=
![]() , МПа
, МПа
(5.11)= ![]() МПа.
МПа.
По
формуле 5.10 получаем
σр=![]() МПа.
МПа.
Прямолинейная
часть I — I до II — II. В сечении II — II действуют растягивающие напряжения.
σр =  , МПа (5.12)
, МПа (5.12)
где
Д — диаметр прямолинейной части серьги, Д = 40 мм.
σр = МПа.
МПа.
[σ]
= σр/к
= 785/1,3 = 604 МПа
[σ]ср = [σ]/2 =
604/2 =
302 МПа.
Таким
образом, произведя расчеты элеватора на прочность, видно, что при превышении
номинальной грузоподъемности на 25%, напряжения, а особенно в опасных сечениях,
не превышают допустимые пределы прочности. Материал стали, использованный при
изготовлении элеватора является наиболее оптимальным.
5.3
Расчет параметров контроля серьги элеватора
Расчет
числа витков соленоида
Максимальное
значение импульсного тока намагничивания для дефектоскопа ПМД-70 Imax=1500A.
Магнитные
характеристики материала:
Сталь
30 Нс=4.4 А/см;
Сталь
35 Нс=7.2 А/см; Вг=0.40 Тл;
Сталь
40 Нс=6.0 А/см; Вг=0.95 Тл;
Сталь
45 Нс=6.4 А/см; Вг=1.12 Тл.
Величина
приложенного для этих сталей в диапазоне коэрцитивной силы от 4 до 16 А/см:
Нпр
= 20 + 1.1Нс, А/см (5.13)
где
Нс — коэрцитивная сила.
В
случае прерывистого режима работы величина Нпр увеличивается на 10 — 15 %.
Расчет
количества витков соленоида производится по формуле:
![]() , (5.14)
, (5.14)
где
L — суммарная длина объекта контроля, см;- средний диаметр объекта контроля,
см;
НПР
— напряженность, соответствующая уровню чувствитель- ности Б, А/см;МАХ —
максимальный ток намагничивания, А;
К
— постоянная соленоида,
К=![]() ,1/м (5.15)
,1/м (5.15)
где
L — длина соленоида, см; -диаметр соленоида, см).
5.4
Расчет параметров контроля для циркулярного намагничивания изделий кольцевой
формы
Расчет
числа витков
Максимальное
значение импульсного тока намагничивания для дефектоскопа ПМД-70 Imax=1500A.
Магнитные
характеристики материала:
Сталь
30 Нс=4.4 А/см;
Сталь
35 Нс=7.2 А/см; Вг=0.40 Тл;
Сталь
40 Нс=6.0 А/см; Вг=0.95 Тл;
Сталь
45 Нс=6.4 А/см; Вг=1.12 Тл.
Величина
приложенного для этих сталей в диапазоне коэрцитивной силы от 4 до 16 А/см:
Нпр=20
+ 1.1∙Нс, А/см
где
Нс — коэрцитивная сила.
В
случае прерывистого режима работы величина Нпр увеличивается на 10 — 15 %.
При
циркулярном намагничивании изделий кольцевой (тороидальной) формы с помощью
гибкого кабеля, навитого на деталь, с намагничивающим током I через
маловитковую обмотку, число витков, необходимых для достижения напряженности
поля Нпр, рассчитывается по формуле:
ω= ![]() , витков
, витков
(5.16)
где
D — внешний диаметр контролируемой детали, см;
Нпр
— напряженность, соответствующая уровню чувствительности Б, А/см; Imax —
максимальный ток намагничивания, А
5.5
Расчет параметров контроля захвата элеватора
Расчет
тока
Максимальное
значение импульсного тока намагничивания для дефектоскопа ПМД-70 Imax=1500A.
Магнитные
характеристики материала:
Сталь
30 Нс=4.4 А/см;
Сталь
35 Нс=7.2 А/см; Вг=0.40 Тл;
Сталь
40 Нс=6.0 А/см; Вг=0.95 Тл;
Сталь
45 Нс=6.4 А/см; Вг=1.12 Тл.
Величина
приложенного для этих сталей в диапазоне коэрцитивной силы от 4 до 16 А/см:
Нпр=20
+1.1∙Нс , А/см
где
Нс — коэрцитивная сила.
При
циркулярном намагничивании, максимальное значение намагничивающего тока А, для
получения заданной напряженности магнитного поля Нпр в А/см для объектов с прямоугольным
сечением определяется по формуле:
=
2∙Нпр∙а, при а/в ≥ 10; (5.17)= 2∙Нпр∙(а + в), при
а/в< 10, (5.18)
где
а — длина прямоугольного сечения, см;
в
— ширина прямоугольного сечения, см;
Нпр
— напряженность, соответствующая уровню чувствитель- ности Б, А/см; —
максимальный ток намагничивания, А.
Для
участков крупногабаритных объектов используется формула:
=
1.8∙Н∙а, для переменного тока; (5.19)= 1.4∙Н∙а, для
постоянного тока. (5.20)
6.
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
При
производственной деятельности подразделений НГДУ «Арланнефть» возможны
возникновения следующих видов чрезвычайных ситуаций: техногенного характера
(крупномасштабные пожары, сильные взрывы скопившегося газа и легких фракций
нефти, выброс в окружающую среду опасных веществ и т.п.); природного характера.
К
основным экологическим проблемам предприятия относятся следующее: аварии
подземного оборудования скважин, следствием которых является загрязнение
пресных водоносных горизонтов, порывы нефтепроводов и газопроводов; выбросы
газа на устьях скважин и из дыхательных клапанов резервуаров; сброс сточной
воды и различных ингибиторов в водоемы; неполное сгорание газа на факелах с
образованием угарного газа .
В
условиях засушливого лета возможно возникновение лесных и пожаров, но такие случаи
не влияют на работу предприятия и происходят крайне редко. В период весеннего
таяния снегов и половодья рек возможно подтопление части технологических
площадок нефтяных промыслов.
Район
не характеризуется опасностью возникновения вооруженных конфликтов или ведением
военных действий. В социально-политическом плане район достаточно благополучен
и не характеризуется возникновением массовых беспорядков и волнений. Также
район не опасен с точки зрения применения оружия массового поражения из-за
удаленности от государственных границ Российской Федерации.
Согласно
статистике несчастных случаев выявляется, что основными причинами несчастных
случаев являются неисправность применяемого оборудования, применение
неправильных и опасных приемов работы, недостаточная подготовка рабочего места
или неудовлетворительное содержание его в процессе работы, недостаточное
освещение, неудовлетворительная постановка обучения и инструктажа рабочих, не
использование защитных средств и приспособлений по технике безопасности.
По
предотвращению вышеперечисленных опасностей производства, чрезвычайных ситуаций
и экологических проблем в НГДУ «Арланнефть» ведется работа по следующим
направлениям:
)
обеспечение безопасности производства и охраны труда;
)
мероприятия по защите работников и инженерно-технического комплекса в
чрезвычайных ситуациях;
)
обеспечение безопасности производства и охраны труда;
)
обеспечение безопасности производства и охраны труда;
)
мероприятия по защите работников и инженерно-технического комплекса в
чрезвычайных ситуациях;
)
разработка мероприятий по охране окружающей среды.
Решением
задач по вышеперечисленным направлениям в НГДУ «Арланнефть» занимаются: отдел
производственной безопасности и охраны труда, отдел охраны окружающей среды,
отдел гражданской обороны и чрезвычайных ситуаций (ГО и ЧС). Кроме того, за
деятельностью НГДУ ведут постоянный надзор службы, не относящиеся к
предприятию: районные экологические службы, пожарный надзор, Госгортехнадзор,
санэпидемстанция.
6.1
Мероприятия по обеспечению производственной безопасности на предприятии
.1.1
Защита от вредного воздействия токсических веществ
В
НГДУ «Арланнефть» для обеспечения безопасности по предотвращению возможности
содержания в воздухе производственных помещений и на рабочих местах вредных
веществ, превышающих предельно допустимые санитарные нормы и требования
взрывобезопасности, производят постоянный контроль состава воздуха.
Используют
три способа определения газов и паров в воздухе: лабораторный, с помощью
индикаторов и автоматический. Лабораторный способ наиболее точный, но
вследствие продолжительности определения состава воздуха его обычно используют
в качестве контрольного. Автоматические анализы воздуха быстрые, поэтому они
широко распространены.
Для
определения метана и паров лёгких нагонов нефти в воздухе применяют переносные
электрические газоанализаторы.
Для
определения содержания сероводорода в воздухе используют индикатор ВНИИТБ.
6.1.2
Обеспечение электробезопасности
Применяемые
в НГДУ «Арланнефть» средства электробезопасности
Можно
разделить на три основные группы: общетехнические, специальные, средства
индивидуальной защиты.
Обще
технические средства защиты:
недоступность
токоведущих частей;
блокировки
безопасности (механические, электрические);
малое
напряжение для переносного или ремонтного освещения ;
меры
ориентации (маркировка отдельных частей электрооборудования, надписи, знаки,
разноцветная изоляция, световая сигнализация).
Специальные
средства защиты:
заземление;
зануление;
защитное
отключение.
К
защитным средствам относят диэлектрические перчатки, инструмент с изолированной
рукояткой, указатели напряжения, а также диэлектрические галоши, резиновые
коврики, изолирующие подставки. Все защитные средства хранятся в строгом
соответствии с правилами и подвергаются периодическим контрольным осмотрам,
электрическим и механическим испытаниям в сроки и по нормам согласно правилам
ОТ и ТБ.
6.1.3
Обеспечение пожаробезопасности
Пожарная
безопасность в НГДУ «Арланнефть» обеспечивается в соответствии с требованиями
“Правил противопожарной эксплуатации в нефтяной промышленности“.
Наружное
пожаротушение в НГДУ осуществляется от кольцевой водопроводной сети 159,0 мм
через пожарные гидранты. Необходимый напор и расход воды в сети создаются
стационарными насосами, установленными в насосной станции. Управление пожарными
насосами осуществляется как по месту, так и дистанционно от кнопок пульта
управления. Резервный пожарный насос включается автоматически при остановке и
падении давления на рабочем насосе.
На
канализационных сетях промстоков во избежание прохода огня предусмотрены
гидравлические затворы.
Здания,
сооружения и оборудование, предназначенное для приема, транспортирования и
хранения ингибиторов солеотложения по пожарной безопасности относятся к
категории «В».
Противопожарный
режим этих объектов устанавливается инструкциями, согласованные с органами
пожарного надзора в установленном порядке.
Ответственность
за пожарную безопасность отдельных цехов, участков, складов и других объектов
несут начальники подразделений, за которыми закреплены эти объекты или лица
исполняющие их обязанности.
В
качестве средств пожаротушения применяют пар, воду, углекислый газ, песок,
химпорошки в соответствии с технологическими требованиями. Использование
пожарного инвентаря и оборудования для хозяйственных и других целей не
связанных с пожаротушением запрещается. Не допускается загромождение различным
оборудованием и машинами дорог, проездов, лестничных клеток и маршей,
коридоров, ведущих к первичным средствам пожаротушения и связи. На территории
НГДУ, где возможно скопление горючих газов, проезд автотранспорта запрещают и
вывешивают запрещающие и указательные знаки. Курение разрешают только в
специально отведенных и оборудованных помещениях. Промасленные обтирочные
материалы хранятся в металлических ящиках, установленных в определенных местах.
Во
всех технологических цехах НГДУ «Арланнефть» установлены датчики системы
пожарной сигнализации и датчики системы сигнализации о наличии в воздухе
опасного количества паров газа, метанола и других легковоспламеняющихся
жидкостей, которая автоматически включает вытяжные вентиляторы и выдает
световой и звуковой сигналы пульт оперативного дежурного.
6.1.4
Обеспечение безопасности эксплуатации машин, механизмов и производственных
помещений
Осмотр
и испытание установок, механизмов, оборудования — одно из основных мероприятий
по технике безопасности, так как даже самое безопасное оборудование может
привести к несчастному случаю, если оно неисправно.
Для
контроля рабочих параметров и своевременного выявления опасных нарушений
режимов применяются контрольно-измерительные приборы. Также используются
сигнализирующие устройства, которые оповещают о грозящей опасности — аварии,
взрывов или пожаре.
Все
опасные узлы оборудования и механизмов ограждены. Оградительное устройство
выполняется прочным, надежным, простым по конструкции и компактным. При ремонте
или регулирования механизма оно быстро и удобно разбирается.
При
поступлении нового оборудования обслуживающий персонал инструктируют, а затем
проверяют готовность рабочих обслуживать данное оборудование.
Трущиеся
поверхности вовремя смазываются, причем смазкой, соответствующей инструкции
данного механизма. Проводят мероприятия по оптимизации работы оборудования.
Складские
помещения для токсических веществ располагают на определенном отдалении от
жилых помещений с учетом «розы ветров». Освещенность внутри помещений выполняется
в соответствии с нормативами. На предприятии существует план — график различных
ремонтных работ производственных помещений и сооружений.
6.1.5
Обеспечение комфортных условий труда работников
Обеспечение
комфортных условий труда работников — одна из важных задач, успешно решаемых в
НГДУ «Арланнефть».
От
воздействия неблагоприятных метеорологических факторов рабочие снабжаются
спецодеждой и спецобувью, помещения для отдыха и работы обогреваются. Во время
сильных морозов, ветров, дождей работы запрещаются.
В
помещениях с регистрирующей аппаратурой температура поддерживается в пределах
20-24˚С, относительная влажность воздуха 30 %,освещенность рабочего места
не менее 50 лк. Данные значения метеорологических параметров соответствуют
допустимым нормам производственного микроклимата, который установлен согласно
нормам СН-245-71 . К месту работы работники доставляются на автобусах, а также
после окончания рабочего дня. Имеется радио- и телефонная связь, как с
диспетчером, так и с другим работниками.
6.2
Организация мероприятия по обеспечению производственной безопасности
Для
обеспечения производственной безопасности руководство предприятия осуществляет
планомерное улучшение и оздоровление условий труда на производстве;
обеспечивает правильное применение и строгое соблюдение действующего
законодательства об охране труда, правил и норм безопасности, стандартов ССБТ,
организует внедрение достижений науки и техники в производство.
Ведется
обучение работников безопасным методам работы, что является одним из основных способов
предупреждения производственного травматизма, дорожно-транспортных
происшествий, аварий, пожаров.
Инструктажи
по безопасному ведению работ проводят с целью ознакомления рабочих с основными
положениями законодательства об охране труда, правилами внутреннего трудового
распорядка, правилами поведения на территории предприятия и в цехах, основными
опасными и вредными производственными факторами, которые могут возникнуть на
производстве. Инструктажи бывают вводными и на рабочем месте. Последний подразделяется
на первичный, периодический, внеочередной и специальный.
Проводится
регулярный профилактический контроль за обеспечением производственной
безопасности, а также еженедельные совещания с начальниками цехов по вопросам
безопасной организации работ. В зависимости от характера и степени нарушений
должностные лица могут привлекаться к дисциплинарной, административной,
уголовной и материальной ответственности.
Все
описанные выше мероприятия по обеспечению безопасности производства
способствуют снижению количества производственных травм и несчастных случаев
6.3
Защита от чрезвычайных ситуаций
Для
предупреждения и предотвращения ЧС на предприятии действует отдел ГО и ЧС,
который решает задачи выявления потенциальных источников ЧС на территории
предприятия и риск их возникновения. На основе проведенного анализа с помощью
специальных методик выявляются потенциально опасные производственные объекты и
на основе этого прогнозируются последствия воздействия возможных ЧС на
население и подведомственные территории. Отталкиваясь от полученных
результатов, осуществляется выбор, обоснование и реализация направлений
деятельности обеспечения защиты населения и территории предприятия. К ним
относится:
)
осуществление комплекса профилактических мероприятий по предотвращению возникновения
и снижению ущерба от ЧС;
)
организация защиты населения и его жизнеобеспечения в ЧС;
)
обеспечение устойчивости работы хозяйственных объектов в ЧС;
)
организация аварийно-спасательных и других неотложных работ в очагах поражения
и зонах заражения.
Анализируя
вышеизложенное можно заключить, что основными опасностями в плане
предотвращения крупного ущерба окружающей среде и человеку в условиях НГДУ
«Арланнефть» являются ЧС техногенного характера.
При
возникновении аварии и в течение аварийной ситуации оперативный персонал, с
учетом складывающейся обстановки, принимает быстрые и эффективные меры к
предотвращению угрозы жизни и здоровью людей, повреждению смежного с аварийным
объектом оборудования и коммуникаций и недопущению других нежелательных последствий.
В аварийной ситуации аварийный персонал:
принимает
меры к локализации аварии, прекращению поступления в зону аварии горючих
веществ, материалов, которые при горении выделяют вредные и ядовитые вещества;
устанавливает
возможность и условия продолжения транспортировки газа в заданном режиме или в
ограниченном режиме без компремирования;
после
осмотра места аварии сообщают о создавшейся ситуации и принятых мерах
руководству промысла или НГДУ.
6.4
Мероприятия по охране производственной природной среды НГДУ «Арланнефть»
Охрана
природы и рациональное использование природных ресурсов приобретают большое
экономическое и социальное значение. В планах развития НГДУ намечают
осуществление комплекса мероприятий экологического характера, связанных с
сохранением сельскохозяйственных угодий, борьбой с эрозией почв, рекультивацией
земель, защитой их от селей, оползней и обвалов, засоления, заболачивания,
иссушения, комплексное освоение месторождений не восполняемых полезных
ископаемых, ликвидация и сокращение их потерь и отходов при добыче и
переработке.
Предусматривают
ускорение строительства водоохранных объектов, разработка систем оборотного и
повторного использования вод, бессточных систем водоиспользования, мероприятия
по охране вод от загрязнения и истощения. Намечают широкий комплекс по
совершенствованию технологических процессов и транспортных средств, с целью
сокращения выброса вредных веществ в окружающую среду и улучшения очистки
отходящих газов от вредных примесей.
Увеличивают
выпуск высокоэффективных газо-пылеулавливающих аппаратов, водоочистного
оборудования, приборов контроля за состоянием окружающей природной среды.
Расширяют защитное лесоразведение, усиливают охрану лесов от пожаров, вредных
насекомых и болезней.
Обработка
объектов различными ингибиторами осуществляется по утвержденным планам работ,
согласованным с геологическими службами, местными органами Госгортехнадзора.
Нефтепромысловые
объекты, скважины, на которых намечается применение ингибиторов солеотложений,
предусмотрены следующие водоохранные мероприятия:
замкнутая
система сбора, подготовки и закачки в пласт отделяемых от нефти вод, сточных
вод с кустовых насосных станций и стоков с производственных площадок
нефтепромыслов;
оснащение
скважин устройствами, предотвращающими излив воды из пласта в случае разрыва
напорного водовода;
проводят
обвалование нефтяных скважин и узлов приготовления растворов ингибиторов с
целью локализации возможных разливов раствора.
В
случае пролива ингибитора на грунт он немедленно собирается в емкость и заливается
100-кратным объемом воды. После перемешивания и отстоя вода сливается в систему
подготовки сточных вод.
изоляцию
водоносных горизонтов от продуктивных пластов при проходе и эксплуатации
нефтяных и нагнетательных скважин;
организация
контроля за качеством поверхностных и подземных вод проводят пресноводного
комплекса. Контроль качества воды проводится путем отбора проб из контрольных
открытых водопунктов и колодцев, их химического анализа.
В
нагнетательных скважинах, где закачивается ингибитор солеотложения проводят
проверку герметичности колонны не реже одного раза в год.
Контроль
за соблюдением правил охраны окружающей среды осуществляют региональные органы
по регулированию использования и охраны вод.
Ответственность
за нарушение технологии обработки скважин несут технический персонал
нефтедобывающего предприятия.
6.5
Расчет контура заземления
При
расчете контура заземления используется схема, представленная на рисунке 6.1.
Рисунок
6.1- Схема для расчета контура заземления
Рассчитывается
сопротивление одного электрода (длина 1=2,5м, диаметр d=0,05м, заложенный в
грунт на глубину h=l,9 м до середины электрода) по формуле:
RT=0,366 · ρ/1·(lg
2·l/d+l/2·lg(4·h+l)/( 4·h-1)),(6.1)
где
ρ-
удельное
сопротивление почвы, Ом∙м(ρ=70 Ом·м);
—
длина электрода, м; — глубина до половины электрода, м;- диаметр электрода, м.
=0,366
· 70/2,5·(lg2·2,25/0,05+l/2·lg(4·l,9+2,5)/(4·l,9-2,5))=22 Ом.
Необходимое
число электродов n определяется по формуле:
n=(Rт·ηc)/(R3·ηэт),(6.2)
где
Rдоп — допустимое сопротивление заземления, Ом (Rдоп =4 Ом);
ηc
— коэффициент
сезонности (ηс =2);
ηэт —
коэффициент экранирования труб, (0,2< ηэт< 0,9).
Тогда
по формуле находится необходимое число электродов:
=(22·2)/(4·0,55)=20.
Сопротивление
соединительной полосы по формуле:
=0,366·p/ln·
lg(2·ln2/l-hn),(6.3)
где
1n — длина соединительной полосы, м;- ширина соединительной полосы, м.
Длина
соединительной полосы определяется по формуле:
п-(n-1)-2
-1.1,05;(6.4)
где
n — необходимое число электродов;
п=(20-1)
·2·2,5·1,05=99,75 м.
По
формуле (6.3):
=0,366
·70/ 99,75 ·lg (2-99,752/2,5·0,04)=2,72 Ом.
Находим
общее заземление контура по формуле:
RK
= 1/ ( ηэт
/ Rt · n + ηэт /
Rn),(6.5)
где
ηэт —
коэффициент экранирования полосы, (ηэт = 0,15).
=l/(0,55/22·20
+ 0,15/2,72)=1,8 Ом < 4 Ом, следовательно условие выполняется.
Расчетное
сопротивление контура соответствует требованиям ПУЭ, так как RK=1,8 < 4 Oм.
6.6
Освещение
Для
создания необходимого и достаточного уровня освещенности на рабочих местах
необходимо руководствоваться «Отраслевыми нормами проектирования
искусственного освещения предприятий нефтяной промышленности» ВСН 34-62, а
также соблюдать требования СНиП 23-05-95 «Естественное и искусственное
освещение. Нормы проектирования», «Инструкции по проектированию
силового и осветительного электрооборудования промышленных предприятий».
Необходимо
предусмотреть рабочее и аварийное освещение. Рабочее освещение должно быть
предусмотрено во всех помещениях и на неосвещенных территориях для обеспечения
нормальной работы. Аварийное освещение для продолжения работ должно быть
предусмотрено для рабочих помещений, в случае непланового отключения рабочего
освещения. Освещение должно равномерно распределять яркость, быть постоянным во
времени, без пульсации.
Значения
норм освещенности на рабочих местах должны составлять:
устье
скважины 100 лк;
лебедка
50лк;
приемные
мостки 10 лк;
автонаматыватель
15 лк;
шкалы
КИП 50 лк;
площадки
для производства погрузочно-разгрузочных работ 10 лк.
Для
общего освещения помещений основного производственного назначения следует
применять газоразрядные источники света, для административных и подсобных
помещений — лампы накаливания или люминесцентные лампы.
6.7
Требования безопасности при эксплуатации элеваторов ЭТА-П
К
работе элеватором ЭТА-П (далее элеватором) допускаются лица, достигшие
18-летнего возраста, изучившие и прошедшие проверку знаний в объеме инструкции
по монтажу и эксплуатации элеватора ЭТА-П и данной инструкции, прошедшие
практическое обучение приемам работы с элеватором.
Работник
должен соблюдать правила внутреннего трудового распорядка и установленный режим
труда и отдыха.
Выполнение
работ с элеватором связано со следующими опасными факторами:
повреждение
частей тела при установке элеватора на устье скважины грузоподъемными
механизмами;
повреждение
частей тела от вращающихся узлов.
Работник
должен соблюдать требования пожарной безопасности:
не
допускать разлива нефти и нефтепродуктов;
не
курить на рабочем месте и не пользоваться открытым огнем;
При
обнаружении неисправности элеватора доложить непосредственному руководителю
работ или другому ИТР цеха.
Если
работник окажется свидетелем несчастного случая, он обязан:
оказать
первую доврачебную помощь пострадавшему;
сообщить
о несчастном случаи непосредственному руководителю работ или другому ИТР цеха;
принять
меры к сохранению обстановки, если это не угрожает аварией или здоровью других
людей.
Работник
несет полную ответственность за нарушение требований инструкции и вправе
отказаться от выполнения работ при несоответствии рабочего места требованиям
правил безопасности.
В
паспорте на каждый элеватор должно быть приложение, где указываются, дата ввода
в эксплуатацию и фамилия ответственного лица. На элеватор должны быть оформлены
следующие документы:
Формуляр
на элеватор;
Паспорт
с указанием:
заводской
и инвентарный номер;
тип
оборудования и год выпуска.
6.7.1
Требования безопасности перед началом работы
До
передачи элеватора в эксплуатацию необходимо проверить взаимодействие его узлов
и деталей: свободное перемещение челюстей захватов, серьги, надежность фиксации
и свободное перемещение фиксатора. Все случаи отказов, поломок или
преждевременный износ деталей должны оформляться актом и заноситься в паспорт и
в журнал, а также сообщаться в отдел главного механика. Перед началом смены
элеватор проверить по следующим критериям предельного состояния:
износ
торцевой опорной поверхности под муфту трубы более 2 мм;
увеличение
проходного отверстия под трубу более 3 мм на диаметр;
зазор
по диаметру между наружной боковой поверхностью захвата и корпусом элеватора
более 2 мм;
трещины
и деформации корпуса, серьги, направляющих;
износ
по диаметру отверстий проушин под пальцы более 2 мм;
износ
по диаметру пальцев более 1,5 мм;
износ
радиальной поверхности серьги под крюком (штоком) более 8 мм;
износ
по диаметру отверстий серьги под пальцы более 1 мм;
поломка
пружин и усадка до 25 мм в свободном состоянии;
износ
окошечной части направляющих более 2,5 мм;
износ
нижней торцевой части направляющих более 2 мм;
6.7.2
Требования безопасности при работе
Строго
запрещается производить спускоподъемные операции, не убедившись в надежной
фиксации захвата в элеваторе.
Запрещается:
использовать
элеватор на грузоподъемность, превышающую паспортную величину;
работать
с неисправным фиксатором;
работать
с элеватором, не устанавливая фиксатор за стойку;
производить
какие-либо работы по устранению неисправностей в полевых условиях.
6.7.3
Требования безопасности в аварийных ситуациях
Вывод
из эксплуатации элеватора (для ремонта, списания и т.д.) проводится при несоответствии
его фактических технических характеристик паспортным данным, данным карт
обследования и требованиям техники безопасности. Нормативный срок службы
элеваторов — 1,5 года.
После
ремонта провести стендовые испытания на прочность под нагрузкой, превышающей на
25 % его номинальную грузоподъемность. Продолжительность испытания 10 мин.
Испытание в обязательном порядке проводятся при определении возможности
эксплуатации элеваторов сверх нормативного срока службы. После снятия нагрузки
проверяются:
отсутствие
трещин и надрывов при помощи лупы 10-ти кратного увеличения.
отсутствие
остаточных деформаций в корпусе элеватора- при помощи универсального
измерительного инструмента;
свободное
перемещение и поворот относительно осей створки, защелки, рукоятки и предохранителей
штропов — опробованием.
Дефектоскопии
подвергаются детали: корпус, серьга, захват — не реже одного раза в год.
6.7.4
Требования безопасности по окончании работ
После
окончания работ элеватор должен очищаться и смазываться (смазке подлежат все шарнирные
соединения и челюсти захвата). Элеватор на сохранность укладывать в
инструментальной будке.
Записать
в паспорте и формуляре:
время
наработки;
выявленные
недостатки.
Таким
образом, в заключение раздела можно сделать вывод, что безопасность и экологичность
данного дипломного проекта находится на высоком уровне. В результате
мероприятий по обеспечению пожаробезопасности, электробезопасности, защиты от
токсических выбросов, безопасность эксплуатации машин и механизмов и другие
мероприятия снижается количество производственных травм и дней
нетрудоспособности в НГДУ «Арланнефть».
Благодаря
правильной организации работы по обеспечению безопасности и экологичности
производственных процессов, а также обучение работников безопасным методам
работы предупреждаются производственный травматизм, дорожно-транспортные
происшествия, аварии, пожары и другие происшествия на предприятии.
По
статистике надежность защиты работников и инженерно-технического комплекса НГДУ
«Арланнефть» в ЧС находится на высоком уровне.
7.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
7.1
Эффективность внедрения новой конструкции трубного элеватора
Разработка
плана повышения эффективности производства в целом и организационно-технических
мероприятий требует проведения расчетов по оценке экономической эффективности от
внедрения всех мероприятий.
Внедрению
подлежат только те элементы новой техники, которые обеспечивают положительный
экономический результат.
Внедрение
в производство новой техники и технологии оправдано только тогда, когда оно
обеспечивает экономический эффект в виде:
а)
снижения затрат на производство единицы продукции;
б)
повышения качества изделий;
в)
роста производительности труда;
г)
снижения затрат на ремонтные работы и техническое обслуживание нового или
усовершенствованного оборудования.
Следовательно,
под экономической эффективностью новой техники понимается улучшения ряда
показателей, происходящее за счет ее внедрения.
Для
обоснованного внедрения новой или усовершенствованной техники необходимо, чтобы
выполнялось следующее условие:
Э=З1
— З2 > 0, (7.1)
где
Э — экономическая эффективность внедрения техники;
З1
-затраты при эксплуатации существующей техники;
З2-затраты
при применении новой или усовершенствованной модели существующей техники.
Как
видно из условия (7.1), результат должен превосходить совокупные затраты.
Для
определения более эффективного технического варианта, технического решения
устанавливается понятие сравнительной экономической эффективности.
Таблица
7.1 — Расчёт нормативного времени
|
№ |
Объем |
Норма |
||
|
пп. |
ЭТА-50 |
ЭТА-50П |
||
|
1. |
Переезд |
1,2 |
1,2 |
|
|
2. |
ПР |
2,24 |
2,24 |
|
|
3 |
Монтаж, |
1,41 |
1,41 |
|
|
4 |
Установка |
0,35 |
0,35 |
|
|
5 |
Подготовительные |
0,4 |
0,4 |
|
|
6 |
Подъем |
20,88 |
19,03 |
|
|
7 |
Снятие |
0,32 |
0,32 |
|
|
8 |
Заключительные |
1,29 |
1,29 |
|
|
9 |
Демонтаж |
0,6 |
0,64 |
|
|
10 |
Уборка |
0,67 |
0,67 |
|
|
Итого |
29,4 |
27,55 |
Таблица 7.2 — Расшифровка трудовых затрат по
проверке и смене насоса НН2Б-44 на НН2Б-57 с применением элеватора ЭТА-50
|
№ |
Профессия |
Разряд |
Часы |
Тариф |
Тарифный |
Премия |
Сумма |
Итого |
|
п.п. |
рабочего |
работы |
за |
оклад |
175% |
в |
с |
|
|
коэффи |
||||||||
|
циентом |
||||||||
|
1. |
Оператор |
6 |
29,4 |
26,96 |
792,62 |
1387,09 |
2179,72 |
2506,67 |
|
2. |
Оператор |
5 |
29,4 |
23,13 |
680,02 |
1190,04 |
1870,06 |
2150,57 |
|
3. |
Оператор |
|||||||
|
дежурный |
5 |
24 |
20,02 |
480,48 |
— |
480,48 |
552,55 |
|
|
4. |
Оператор |
|||||||
|
дежурный |
5 |
16 |
10,01 |
160,16 |
— |
160,16 |
184,184 |
|
|
Итого: |
5393,98 |
Таблица 7.3 — Расшифровка трудовых затрат по
проверке и смене насоса НН2Б-44 на НН2Б-57 с применением элеватора ЭТА-П
|
№ |
Профессия |
Разряд |
Часы |
Тариф |
Тарифный |
Премия |
Сумма |
Итого |
|
п.п. |
рабочего |
работы |
за |
оклад |
175% |
в |
с |
|
|
коэффи- |
||||||||
|
циентом |
||||||||
|
1. |
Оператор |
6 |
27,55 |
26,96 |
742,75 |
1299,81 |
2042,56 |
2348,94 |
|
2. |
5 |
27,55 |
23,13 |
637,23 |
1115,16 |
1752,39 |
2015,24 |
|
|
3. |
Оператор |
|||||||
|
дежурный |
5 |
24 |
20,02 |
480,48 |
— |
480,48 |
552,55 |
|
|
4. |
Оператор |
|||||||
|
дежурный |
5 |
16 |
10,01 |
160,16 |
— |
160,16 |
184,184 |
|
|
Итого: |
5100,92 |
Таблица 7.4 — Расшифровка транспортных затрат
|
№ |
Используемая |
Количество |
Отработанное |
Тариф, |
Сумма, |
||
|
п.п. |
техника |
единиц |
часов |
руб./час |
|||
|
транспорта, |
ЭТА-50 |
ЭТА-П |
ЭТА-50 |
ЭТА-П |
|||
|
1. |
Работа |
||||||
|
Подъёмник |
|||||||
|
УРАЛ |
1 |
29,4 |
27,55 |
422,34 |
12416,8 |
11636 |
|
|
2. |
Транспортировка |
||||||
|
приемных |
|||||||
|
тальной |
|||||||
|
Трактор |
1 |
3 |
3 |
336,59 |
1009,77 |
1009,8 |
|
|
Трактор |
1 |
3 |
3 |
228,78 |
686,34 |
686,34 |
|
|
3 |
Доставка |
||||||
|
Автобус |
1 |
5 |
5 |
219,45 |
1097,25 |
1097,25 |
|
|
4 |
Вывоз |
||||||
|
Штанговоз |
|||||||
|
ЗИЛ-131 |
1 |
4 |
4 |
297,93 |
1191,72 |
1191,72 |
|
|
Итого: |
16401,88 |
15621 |
Таблица 7.5 — Сметно-плановая калькуляция по
ремонту скважины
|
№ |
Статьи |
Всего |
|
|
пп |
руб |
||
|
ЭТА-50 |
ЭТА-П |
||
|
1. |
Основная |
5393,98 |
5100,92 |
|
2. |
Отчисления |
1429,41 |
1351,74 |
|
3. |
Транспортные |
16401,88 |
15620,58 |
|
4. |
Цеховые |
2595,45 |
2510,89 |
|
5. |
Общехозяйственные |
1672,55 |
1618,05 |
|
Итого: |
27493,27 |
26202,18 |
|
|
НДС |
4948,79 |
4716,39 |
|
|
Итого |
32442,06 |
30918,57 |
Таким образом, получаем следующую прибыль при
поведении одного ремонта скважины:
Э=З1-З2=32442,06-30918,57=1523,49 руб.
Учитывая количество ремонтов, производимых в
течение года, а также уменьшение простоев скважин, эффективность внедрения
новой конструкции увеличивается в несколько раз.
ВЫВОДЫ И ПРЕДЛОЖЕНИЯ
Элеватор ЭТА-П, являющийся усовершенствованной
моделью элеватора ЭТА, наиболее полно устраняет недостатки, выявленные при
эксплуатации элеваторов ЭТА. Применение нового механизма запирания в элеваторах
ЭТА-П в принципе позволяет устранить из правил требование по повороту элеватора
до и после укладки труб на мостики, так как конструкция замка исключает
возможность открытия элеватора без укладки труб на мостики. Благодаря этому
использование элеваторов ЭТА-П позволяет избежать аварий, которые связаны с такими
опасными приемами работы, как сбрасывание трубы из элеватора «на лету» с
некоторой высоты.
ЛИТЕРАТУРА
1. Аварии
и несчастные случаи в нефтяной и газовой промышленности России./ Под ред. Ю.А.
Дадонова, В.Я. Кершенбаума. — М.: АНО ”Технонефтегаз”, 2001. — 324 c.
2. Белов
М.И., Желтова В.И., Печеркин А.С. и др. / Опыт и особенности функционирования
системы промышленной безопасности // Безопасность труда в промышленности, 2001.
— № 4. -С. 8-12.
. Справочная
книга по добыче нефти / под ред. Ш.К. Гиматудинова. — М.: Недра, 1974.-703 с.
. ГОСТ
15467-79. Управление качеством продукции. Основные понятия. Термины и
определения.
. ГОСТ
19693-84. Материалы магнитные. Термины и определения
. ГОСТ
21105-87. Контроль неразрушающий. Магнитопорошковый метод.
. ГОСТ
24450-80. Контроль неразрушающий магнитный. Термины и определения.
. Дефектоскоп
УД2 — 70: паспорт. — М.: НПК «Луч»,1999. — 61 с.
. Инструкция
проведения испытаний труболовок типа ТВ-60, ТВ-73 и элеваторов типа ЭТА-32,
ЭТА-50.-Нефтекамск: изд. Нефтекамского з-да нефтепромыслового оборудования,
2003.- 5 с.
. Ишмурзин
А.А. Оборудование и инструменты для подземного ремонта, освоения и увеличения
производительности скважин: учебное пособие / А.А. Ишмурзин. — Уфа: УГНТУ,
2003. — 225 с.
. Кулешов
В.К. Организация службы неразрушающего контроля качества / В.К. Кулешов, В.Ф.
Шумихин. — Томск: ТПУ, 1999. — 186 с.
. Ланглебен
М.Л. Оборудование и инструмент для подземного ремонта скважин / М.Л. Ланглебен.
— Л.: Гостоптехиздат, 1962. — 156 с.
. Методика
проведения неразрушающего контроля деталей элеваторов типа ЭТА, ЭХЛ, КМ. —
М.:ВНИИОЭНГ, 1990. — 38 с.
. Молчанов
Г.В. Машины и оборудование для добычи нефти и газа: учебник для вузов / Г.В.
Молчанов, А.Г. Молчанов. — М.: Недра, 1984. — 464 с.
. Молчанов
А.Г. Нефтепромысловые машины и механизмы: учебник для техникумов.- 2-е изд.,
перераб. и доп / А.Г. Молчанов, В.Л. Чичеров.- М.: Недра.- 1983. — 308 с.
. Неразрушающий
контроль металлов и изделий: справочник / под ред. Г.С. Самойловича. — М.:
Машиностроение.- 1976.- 456 с.
. Пат.
(RU) 2128766 Российская Федерация МПК 6 Е 21 В 19/06 Элеватор для насосно —
компрессорных труб / С. Ю. Вагапов, Ю.Г. Вагапов, И. Ф. Занилов, В.А. Стрижков.
— 97106539/03., заявл. 18.04.1997., опубл. 10.04.1999.
. РД
08-200-98. Правила безопасности в нефтяной и газовой промышленности.- 1998.
. Система
экспертизы промышленной безопасности: сборник документов по аккредитации. — М.:
НЦТ «Промышленная безопасность», 1999.-124 с.
. Хретинина
А.В. Некоторые итоги и перспективы развития системы экспертизы промышленной
безопасности / А.В. Хретинина // Безопасность труда в промышленности.- 2001.- №
4.- С. 63-64.
. Элеватор
ЭТА-50: паспорт. — Нефтекамск: изд. Нефтекамского з-да нефтепромыслового
оборудования, 1984.- 5 с.
Элеватор ЭТА-32БН, ЭТА-50БН, ЭТА-60БН
 Элеватор предназначен для захвата под муфту или замок и удержания на весу колонны труб с условным диаметром от 33 до 89 мм. по ГОСТ 633-80 и ГОСТ 631-75 в процессе спускоподъемных операции (СПО) при освоении и текущем ремонте нефтяных и газовых скважин.
Элеватор предназначен для захвата под муфту или замок и удержания на весу колонны труб с условным диаметром от 33 до 89 мм. по ГОСТ 633-80 и ГОСТ 631-75 в процессе спускоподъемных операции (СПО) при освоении и текущем ремонте нефтяных и газовых скважин.
Элеватор может быть использован как при механическом свинчивании и развинчивании труб, так и при ручном с применением спайдера. Наличие сменных захватов Ø 33, 33В, 48, 48В, 60, 60В, 73, 73В, 89 позволяет одним элеватором производить спускоподъемные операции.
Условия эксплуатации в умеренном и холодном макроклиматических районах по ГОСТ 16350-80. Диапазон рабочих температур от — 45С0 до + 40С0.
 ГАРАНТИИ ИЗГОТОВИТЕЛЯ:
ГАРАНТИИ ИЗГОТОВИТЕЛЯ:
— Завод-изготовитель гарантирует соответствие элеваторов требованиям технических условий эксплуатации, хранения и транспортирования.
— Гарантийный срок эксплуатации — 12 месяцев со дня ввода элеватора в эксплуатацию.
— Полный срок службы — 3 года со дня ввода элеватора в эксплуатацию.
— Периодичность проведения ревизии — 3 месяца.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА:
|
ЭТА-32БН |
ЭТА-50БН |
ЭТА-60БН |
|
|
Грузоподъемность, т |
32 |
50 |
60 |
|
Условный диаметр захватываемых труб, мм |
48,60,73 |
60,73,73В,89 |
60,73,73В,89 |
|
Габаритные размеры, мм, не более |
300х235х540 |
300х235х580 |
300х325х580 |
|
Масса полного комплекта, кг, не более |
28 |
40 |
40 |
|
Собственная масса без захвата, кг. |
20+1 |
27,5+1 |
27,5+1 |
Двухрядный подшипниковый узел с разнесенными дорожками повышает надежность, долговечность, и безопасность элеватора.
Увеличенный на 20 см. зев в рукоятке улучшает эргономические характеристики, повышает удобство в работе (особенно в зимний период).
КОМПЛЕКТ ПОСТАВКИ:
|
Элеватор в собранном виде с захватом под гладкую трубу 89 |
1 |
|
Сменные захваты по одной шт. |
60, 73, 73В |
|
Паспорт и инструкция по эксплуатации |
1 |
*ЗИП комплектуется по согласованию с потребителем.
СМЕННЫЕ ЗАХВАТЫ НА ЭЛЕВАТОРЫ «ЭТА» Применяются с элеваторами ЭТА для труб диаметром: 33 мм, 33В, 48 мм, 48В, 60 мм, 60В, 73 мм, 73В, 89 мм.(В — с высаженными концами)
Применяются с элеваторами ЭТА для труб диаметром: 33 мм, 33В, 48 мм, 48В, 60 мм, 60В, 73 мм, 73В, 89 мм.(В — с высаженными концами)
Сменные захваты позволяют одним элеватором производить спуско-подъемные операции с трубами нескольких типоразмеров.
По всем интересующим Вас вопросам обращайтесь к специалистам нашей компании
8-912-388-66-77 Марсель Ахметович
1、Особенность и сфера пользования
Главное тело DD(TA) элеватора производит-ся из легированной стали со высокой прочно-стью. Через особую термообаботку, у матери-алы хорошая пластичность и гибкость. Продукция проектируется по нормы API SPEC 8C״ инструмент подьёма при бурение и добыче нефти″, его деформация остатки не выше 0.2 % через испытание наиболее нагрузки,Нет деформации и повреждения через испытание без износа детектирующего после двадцать четыре часа.
DD(TA) элеватор являетсяэлеватором со запором в центре,он соответствуеся со требованием специального стандарта GB/T19190 проектируется по равной прочности,установится со безопасной задвижкой,его проектирую разумно,удобство при операции,это элеватор безопасный и на-дежнный.
DD(TA)элеватор является инструментом под-ьёма при буренение нефти и ремонте,годи-тся на утяжелённых трубы из4 1/8 in до 9in и тожё на соответствующие насоснокомпре-ссорные трубы и телескопические трубы.
2、Главные технические параментры
(элеватор утяжеленной трубы )
|
нормы для насосно компрессорных труб |
диаметр для выёма элеватора |
(d1) отметка элеватора |
наиболее работающие нагрузки |
||
|
in |
in |
in |
mm |
kN |
tons |
|
2.7/8 |
—— |
2.9/16 |
65.09 |
315 585 900 1350 2250 |
35 65 100 150 250 |
|
3.1/8 |
—— |
2.13/16 |
71.56 |
||
|
3.1/2 |
—— |
3.3/16 |
81 |
||
|
4.1/8 |
3.11/16 |
3.13/16 |
96.84 |
||
|
4.3/4 |
4.1/4 |
4.3/8 |
111.13 |
||
|
5 |
4.1/2 |
4.5/8 |
117.48 |
||
|
5.1/4 |
4.3/4 |
4.7/8 |
123.83 |
||
|
5.1/2 |
5 |
5.1/8 |
130.18 |
1350 2250 |
150 250 |
|
5.3/4 |
5.1/8 |
5.1/4 |
133.35 |
||
|
6 |
5.3/8 |
5.1/2 |
139.70 |
||
|
6.1/4 |
5.5/8 |
5.3/4 |
146.05 |
||
|
6.1/2 |
5.7/8 |
6 |
152.40 |
||
|
6.3/4 |
6 |
6.3/16 |
157.16 |
||
|
7 |
6.1/4 |
6.7/16 |
163.51 |
||
|
7.1/4 |
6.1/2 |
6.11/16 |
169.86 |
||
|
7.1/2 |
6.3/4 |
6.15/16 |
176.21 |
||
|
7.3/4 |
7 |
7.3/16 |
182.56 |
||
|
8 |
7.1/4 |
7.7/16 |
188.91 |
||
|
8.1/4 |
7.1/2 |
7.11/16 |
195.26 |
||
|
8.1/2 |
7.3/4 |
7.15/16 |
201.61 |
||
|
9 |
8.1/8 |
8.3/8 |
212.73 |
||
|
9.1/2 |
8.5/8 |
8.7/8 |
225.43 |
||
|
9.3/4 |
8.7/8 |
9.1/8 |
231.78 |
||
|
10 |
9.1/8 |
9.3/8 |
238.13 |
||
|
10.3/4 |
9.5/8 |
10.1/8 |
257.18 |
||
|
11 |
10.1/8 |
10.3/8 |
263.53 |
||
|
11.1/4 |
103/8 |
10.5/8 |
269.88 |
(Вишующих бурильных труб)
|
тип |
номер соединения |
размери стиль бурильных труб |
отметка элеватора |
наиболее работающие нагрузки |
|
|
kN |
Tons |
||||
|
63×69/ □ |
NC26(2.3/8IF) |
2.3/8EU |
2.3/8EU |
1125 900 1350 2250 |
125 100 150 250 |
|
76×86/ □ |
NC31(2.7/8IF) |
2.7/8EU |
2.7/8EU |
||
|
92×103/ □ |
NC38(3.1/2IF) |
3.1/2EU |
3.1/2EU |
||
|
NC40(4FH) |
|||||
|
105×109/ □ |
NC26(4FH) |
4IU |
4IU |
||
|
105×122/ □ |
NC46(4IF) 4.1/2FH |
4EU |
4EU |
||
|
118×122/ □ |
4.1/2IU |
4.1/2IU |
|||
|
118×122/ □ |
4.1/2IEU |
4.1/2IEU |
|||
|
118×134/ □ |
NC50 (4.1/2IF) |
4.1/2EU |
4.1/2EU |
||
|
131×134/ □ |
5IEU |
5IEU |
|||
|
134×134/ □ |
5.1/2FH |
5IEU |
5IEU |
||
|
131×134/ □ |
|||||
|
144×149/ □ |
5.1/2FH |
5.1/2IEU |
5.1/2IEU |
(Ишующих насоснокомпрессорных труб )
|
стиль трубы |
тип |
(in) внешний диаметр насоснокомпрессорных труб |
отметка элеватора |
наиболее работающие нагрузки |
||
|
d1 |
d2 |
kN |
Tons |
|||
|
насоснокомпрессорные трубы не со высадкой |
29 / □ |
1.05 |
28.58 |
28.58 |
35 65 100 125 250 |
315 585 900 1125 2250 |
|
35 / □ |
1.315 |
35.31 |
35.31 |
|||
|
44 / □ |
1.66 |
44.04 |
44.04 |
|||
|
50 / □ |
1.90 |
50.39 |
50.39 |
|||
|
62/ □ |
2.3/8 |
62.31 |
62.31 |
|||
|
75/ □ |
2.7/8 |
75.01 |
75.01 |
|||
|
90/ □ |
3.1/2 |
90.88 |
90.88 |
|||
|
103/ □ |
4 |
103.58 |
103.58 |
|||
|
116/ □ |
4.1/2 |
116.66 |
116.66 |
|||
|
129/ □ |
5 |
129.36 |
129.36 |
|||
|
насоснокомпрессорные трубы совн-ешной высадкой |
29×36 / □ |
1.05EU |
36.12 |
36.12 |
||
|
35×40 / □ |
1.315EU |
40.08 |
40.08 |
|||
|
44×49 / □ |
1.66EU |
48.82 |
48.82 |
|||
|
50×56 / □ |
1.90EU |
55.96 |
55.96 |
|||
|
62×68/ □ |
2.3/8EU |
68.66 |
68.66 |
|||
|
75×81/ □ |
2.7/8 EU |
81.36 |
81.36 |
|||
|
90×98/ □ |
3.1/2 EU |
98.02 |
98.02 |
|||
|
103×110/ □ |
4 EU |
110.72 |
110.72 |
|||
|
116×123/ □ |
4.1/2 EU |
123.42 |
123.42 |
According to table 1C of API Spec 8C , the dia. of bottom bore(d2) of the upset
tubing elevator could be processed the same as the dia. of top bore(d1).
(Вишующих труб)
|
тип |
(in) внешний диаметр труб |
наиболее работающие нагрузки |
|
|
KN |
Tons |
||
|
104/ □ |
4 |
900 1125 1350 2250 3150 |
100 125 150 250 350 |
|
116/ □ |
4.1/2 |
||
|
130/ □ |
5 |
||
|
142/ □ |
5.1/2 |
||
|
171/ □ |
6.5/8 |
||
|
181/ □ |
7 |
||
|
197/ □ |
7.5/8 |
||
|
197/ □ |
7.3/4 |
||
|
222/ □ |
8.5/8 |
||
|
248/ □ |
9.5/8 |
||
|
278/ □ |
10.3/4 |
||
|
303/ □ |
11.3/4 |
3、Тип и значение
D D □ × □/ □
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() наиболее нагрузки
наиболее нагрузки
диаметр верхной дыры
![]() диаметр нижной дыры
диаметр нижной дыры
![]() элеватор
элеватор
![]() центральный запор
центральный запор
4、Внимание
(1) Выбирать соответствующий элёватор по размеру вишующой насоснокомпрессорной трубы
(2) Перед пользованием,надо проверять что операция элеватора ловка или нет когда элеватор откроется или закроется.запор достигнует своей способности или нет,он заградит штифт запора или нет,если есть ненормальное явление ,надо срочно устранить его.
(3) При пользование,когда элеватор запирает бурильную трубу,надо проверять , что каждая деталь достинует свое место или нет,особено запор обьзательно дости-гнует своё место,обьзательно заградит штифт запора в этом состояние можно про-вести работу подьёма и снижения.
(4) Надо строго проверять деформации каждой детали перед выпуском из завода.После несколько времени или ремонта,на-до проверять,что у каждой главной детал-и есть повреждения и трещины или нет,Если есть запретить его пользование.
(5) В работе элеватору надо подняться вертикально..
(6) Запретить работать на свыше максимальной нагрузк-и (итог динамической статической нагрузки )
(7) Запретить пользование если есть трещины или пере -износ (колич .износа≥ 2 m m)
(8) При пользование элеватора , запретить превышения максимальной нагрузки , самая нижная температура нельзя ниже —45℃;
5、Уход
(1) Перед пользованием,надо сохранить его на сухое и ветерное место, избавить-ся от ржавчины и повреждения.
(2) После пользования,надо устранить масло и другие грязи от элеватора, прове-рятьчто у каждой детали есть повреждения и трещины или нет,закрыть чистые смазки на элеватор,поставить его на сух-ое место комнаты.
На условие ,как наша компания представит технические документации,запретить сварку к элеватору. Можно провести сварк-к элеватору,кроме
того,как завод ремонта строго проверяет и ремонтирует по правилами API RP 8B рекомендованный метопроверения и ухода инструмента подьёма».
Инструменты для спуско-подъемных операций Элеваторы типа эта
На промыслах в подземном ремонте
скважин наибольшее распространение
получили одноштропные элеваторы с
захватом под муфту типа ЭТА (рис.
9.11), входящие в комплект инструмента
для работы с насосно-компрессорными
трубами: элеватор типа ЭТА — ручной ключ
типа КТГУ — механический ключ типа АПР
или КМУ.
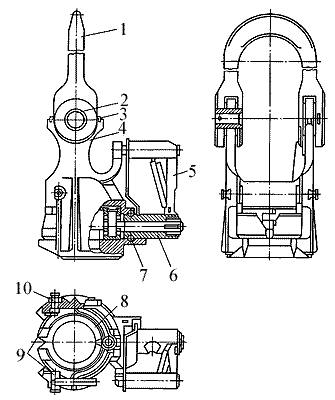
Рис. 9.11. Элеватор типа ЭТА:
1
— серьга; 2 — палец; 3 — шплинты; 4 — корпус;
5 — рукоятка; 6 — направляющая
втулка; 7 — штырь; 8 — челюсть; 9 — направляющие;
10 — болт.
Выпускаются элеваторы ЭТА-32, ЭТА-50 и
ЭТА-60 грузоподъемностью соответственно
32, 50 и 60 т. Они позволяют работать с НКТ
диаметром 48, 60, 73 и 89 мм как с гладкими,
так и с высадкой. Переход с одного
диаметра на другой осуществляется путем
смены захватов.
Элеваторы типа этад
Элеваторы типа ЭТАД (рис.
9.12) с захватным автоматическим
устройством предназначен для работы с
насосно-компрессорными трубами условного
диаметра от 48 до 114 мм. Элеватор
состоит из корпуса с подпружиненными
защелками штропов, выдвижного захвата,
упоров, запирающего устройства с
рукояткой.
Захваты элеватора сменные и рассчитаны
на определенный диаметр НКТ. Это позволяет
использовать один корпус элеватора при
спускоподъеме труб нескольких размеров.
Захват включает в себя шток, шарнирно
соединенный с двумя челюстями.
Шток снабжен шлицами, сопрягающимися
с втулкой запирающего устройства.
Запирающее устройство служит для
фиксации челюстей элеватора в крайних
положениях, соответствующих открытому
или закрытому состоянию.
Элеватор эх-7
Элеватор ЭХ-7 (рис. 5.8) состоит
из массивного кованого корпуса 1, в
средней части которого имеется отверстие
для насосно-компрессорной трубы, а по
краям — отверстия для штропов. Для
предохранения трубы от выпадания
элеватор имеет затвор 2 и предохранитель.
При провисании штропов они фиксируются
в корпусе предохранительными пальцами
3, установленными в отверстия корпуса.
Затвор и предохранитель устроены
следующим образом. Затвор 2 с ввинченной
в него рукояткой 4 поворачивается в
кольцевой проточке верхней части
корпуса. Для предотвращения самоотворачивания
рукоятки предусмотрен винт 5. Предохранитель
состоит из корпуса 7 с пружинным штоком
6, в который ввинчена ручка 8. В верхней
части штока имеется скошенный выступ.
Чтобы закрыть элеватор, необходимо
повернутъ рукоятку затвора по часовой
стрелке. Не достигнув крайнего положения,
рукоятка соприкоснется со скошенным
выступом штока, отжимая его вниз, занимает
крайнее левое положение в прорези
корпуса элеватора.
При этом шток поднимается вверх и таким
образом фиксирует закрытое положение
элеватора. Чтобы открыть элеватор,
необходимо отжать ручку предохранителя
и одновременно повернуть рукоятку
затвора против часовой стрелки до упора,
при этом прорезь затвора совпадает с
прорезью в корпусе элеватора, что
обеспечивает свободную зарядку или
разрядку элеватора трубой.
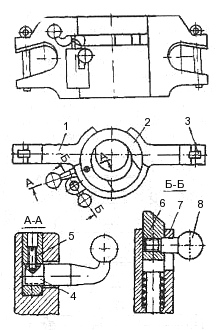
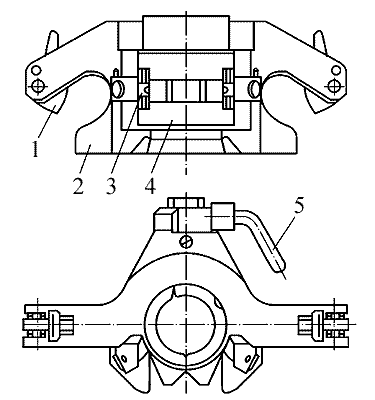
Рис.
9.12. Элеватор типа ЭТАД:
1 —
предохранитель; 2 — корпус; 3 — упор; 4 —
захват; 5 — рукоятка.
Штропы
Штропы эксплуатационные (рис. 9.14)
используются для подвешивания элеваторов
к крюкам талевых систем.
По конструкции штроп — замкнутая стальная
петля овальной формы, вытянутая по одной
оси. Грузоподъемность комплектной пары
штропов от 10 до 80 т.
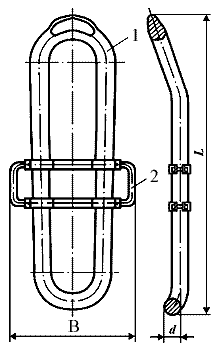
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

НАЗНАЧЕНИЕ:
Элеватор предназначен для захвата под муфту или замок и удержания на весу колонны труб с условным диаметром от 33 до 89 мм. по ГОСТ 633-80 и ГОСТ 631-75 в процессе спускоподъемных операции (СПО) при освоении и текущем ремонте нефтяных и газовых скважин.
Элеватор может быть использован как при механическом свинчивании и развинчивании труб, так и при ручном с применением спайдера. Наличие сменных захватов Ø 33, 33В, 48, 48В, 60, 60В, 73, 73В, 89 позволяет одним элеватором производить спускоподъемные операции.
Условия эксплуатации в умеренном и холодном макроклиматических районах по ГОСТ 16350-80. Диапазон рабочих температур от — 45С0 до + 40С0.
ГАРАНТИИ:
— Гарантийный срок эксплуатации — 12 месяцев со дня ввода элеватора в эксплуатацию.
— Полный срок службы — 3 года со дня ввода элеватора в эксплуатацию.
— Периодичность проведения ревизии — 3 месяца.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
|
ЭТА-32БН |
ЭТА-50БН |
ЭТА-60БН |
|
|
Грузоподъемность, т |
32 |
50 |
60 |
|
Условный диаметр захватываемых труб, мм |
48,60,73 |
60,73,73В,89 |
60,73,73В,89 |
|
Габаритные размеры, мм, не более |
300х235х540 |
300х235х580 |
300х325х580 |
|
Масса полного комплекта, кг, не более |
28 |
40 |
40 |
|
Собственная масса без захвата, кг. |
20+1 |
27,5+1 |
27,5+1 |
КОМПЛЕКТ ПОСТАВКИ:
|
Элеватор в собранном виде с захватом под гладкую трубу 89 |
1 |
|
Сменные захваты по одной шт. |
60, 73, 73В |
|
Паспорт и инструкция по эксплуатации |
1 |
*ЗИП комплектуется по согласованию с потребителем.
СМЕННЫЕ ЗАХВАТЫ НА ЭЛЕВАТОРЫ «ЭТА»:

Применяются с элеваторами ЭТА для труб диаметром: 33 мм, 33В, 48 мм, 48В, 60 мм, 60В, 73 мм, 73В, 89 мм.(В — с высаженными концами)
Сменные захваты позволяют одним элеватором производить спуско-подъемные операции с трубами нескольких типоразмеров.