На чтение 22 мин. Просмотров 277 Опубликовано 27.08.2022
Содержание
- Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
- Описание
- Технические характеристики
- Устройство
- Комплектация
- Положительные и отрицательные стороны
- Отличия ДИП 300 и ДИП 200
- Инструкция по эксплуатации
- Техника безопасности при работе с ним
- Преимущества модели
- 3 Коробка скоростей – важный механизм станка
- Отличия ДИП 300 и 1м63
- Инструкция по эксплуатации
- Описание
- Технические характеристики
- Инструкция по эксплуатации
- Элементы управления передней бабки
- Электрооборудование
- Видео
- Как приобрести «Догнать и перегнать»?

Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители Главная > Станки > Токарные станки > Токарно-винторезный станок ДИП-300
Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий. Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа. Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров. Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.

- Общий вид ДИП-300

- Токарно-винторезный станок ДИП-300
- ДИП-300
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Токарно-винторезный станок ДИП-300 принадлежит к группе средних токарных станков, точность обработки которого соответствует классу «Н», что означает «нормальная точность», т.е. допускаемая величина прямолинейности движения узлов составляет не более 10 мкм. Максимальное допустимое значение диаметра обрабатываемой заготовки над станиной не может превышать 63 см, над суппортом – 35 см. Максимальный вес детали, подвергаемой обработке – до 2000 кг. Оборудование оснащено тремя электродвигателями. Возможное продольное направление передвижения суппорта осуществляется на максимальную длину в 136 см, поперечное перемещение ограничивается расстоянием в 40 см. Общая масса составляет 4400 кг.
Технические характеристики ДИП-300
Скачать паспорт ДИП-300
Использование сверхпрочных резцов, произведенных из быстрорежущей стали делало данный токарный станок идеальным для резания заготовок из цветных и черных металлов. Автоматическое передвижение станины обеспечивает возможность сверхточной обработки внутренних и внешних поверхностей, деталей конусообразной формы разной длины. Токарный станок разработан специально для профессиональной работы с торцевыми поверхностями заготовок различных форм, таких как цилиндр и конус.
Основные узлы токарного станка по металлу
Токарный станок ДИП-300 отличается длительным сроком службы. Во время продолжительной эксплуатации оборудование сохраняет изначальную точность при выполнении всех технологических операций.
Надежная конструкция шпинделя и каретки токарно-винторезного станка ДИП-300 при наличии жесткой станины обеспечивают высокую точность выполненных работ. На высоких скоростях производится внешнее и внутреннее точение, растачивание, точение конусов, а также нарезание резьбы разных видов: дюймовая, метрическая, модульная и питчевая. Модель позволяет осуществлять многопрофильную токарную работу с изделиями средних и больших размеров в условиях мелкосерийного производства при машиностроительных заводах и цехах.
Метки: Советские токарные станки
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это аббревиатура «Догнать и перегнать».
Он предназначен для проведения винтовых и токарных работ по черным и цветным металлам. Рассмотрим подробно основные характеристики устройства.
Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
- внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
- растачивание;
- сверление;
- нарезание резьбы метрического, дюймового или модульного типа.
Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.
Технические характеристики
К основным техническим характеристикам ДИП-300 относят такие показатели:
- диаметр обрабатываемой детали в максимальном значении: над выемкой — 90 сантиметров, над станиной — 70 сантиметров, над суппортом — 35 сантиметров;
- высота центров — 315 мм;
- максимальный вес детали, с которой возможно работать — 3500 килограмма;
- пределы шагов: дюймовые — 24-0.25 ниток, питчевые 96-7 питч, метрические 1–192 мм, модульные — 0.5–48 мм;
- главный рабочий вал агрегата: сечение внутреннего отверстия — 105 мм, количество прямых и обратных скоростей — 22 и 11, количество прямых и обратных вращений — 10–1250 в минуту, мощность — 13 кВт;
- число шагов: метрические — 56, модульные — 55, дюймовые — 33, питчевые — 52;
- максимальное перемещение резцовых салазок — 22 сантиметра;
- перемещение подач по максимуму: осевое — 126 сантиметров, перпендикулярное — 40 сантиметров;
- мощность электродвигателей: насос — 0.12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
- скорость передвижений: осевых — 4.5 м/мин, перпендикулярных — 1.6 м/мин;
- общий вес агрегата — 4300 килограмма;
- габариты — 295/178/ 155 сантиметров.
Устройство
Оборудование этой серии делает точение, создание резьбы, обработку конусов более доступно работой. Все это благодаря наличию имеющихся приспособлений.
Передняя бабка
Она крепится на левом конце станины. Эта деталь также выполняет функцию коробки скоростей. Есть еще шпиндель, к которому добавляется сквозное отверстие. По концам прикреплены конусы, в результате чего происходит вращение внутри двух опор.
Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Переключение шестеренки при помощи рукоятки поддерживает ход за счет ходового винта. Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Суппорт
Предназначение этого элемента — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
- у основной станины, вдоль направляющих оси;
- перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).
Задняя бабка
Две планки на четырех болтах — незаменимая часть при креплении задней бабки. Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.
Коробка подач
Имеет закрытый тип устройства. Процесс подач обеспечивается такими действиями:
- использование требуемых рычагов;
- замена шестеренчатых механизмов с зубцами.
При обработке на агрегате деталей облегчается получение подачи с правильными характеристиками.
Обратите внимание! Рекомендуется переход к прямому включению винта, если необходимо создать индивидуальную резьбу, для которой крайне важна высокая точность.
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать станок.
Кинематическая схема
В левой тумбе агрегата помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.
Электрическая схема
У ДИП300 есть четыре двигателя:
- Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
- Движок. Обеспечивает ускоренное движение каретки.
- Силовой агрегат. Является составляющей охлаждающей системы.
- Основной движок.
Комплектация
В комплект станка входят такие элементы:
- защитный кожух;
- коробка подач;
- электродвигатель;
- станина;
- передняя и задняя бабка;
- доп. ограждения;
- оборудование электрогруппы;
- фартук;
- суппорт;
- шестеренки.
Также есть паспорт вместе с инструкцией по эксплуатации.
Положительные и отрицательные стороны
К плюсам агрегата ДИП 300 можно отнести:
- возможность обработки округлых и сложных поверхностей из металла;
- безопасная работа;
- температурная устойчивость;
- виброустойчивость;
- надежность.
ДИП300 практически не имеет недостатков. Единственным минусом является то, что проблематично будет найти некоторые детали в случае их потери.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, ДИП300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.
Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
- перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
- надежно закреплять обрабатываемые детали;
- при работе с длинными деталями использовать люнеты;
- не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на ДИП300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Токарно-винторезный станок ДИП 300, паспорт и инструкция которого говорят нам о том, что на нем можно производить разнообразные винтовые и токарные работы по цветным и черным металлам, больше известен специалистам отечественных предприятий как агрегат 1М63.
Устройство токарного станка 1М63 (Дип 300)
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
Передняя бабка токарно-винторезного станка 1М63 (Дип 300)
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном — по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
| Основные параметры | 1М63 (Дип 300) |
|---|---|
|
Наибольший диаметр обрабатываемой заготовки над станиной, мм |
630 |
|
Наибольший диаметр обрабатываемой заготовки над суппортом, мм |
350 |
| Размер внутреннего конуса шпинделя |
метрический 100 |
| Пределы частот вращения шпинделя, об/мин | 12,5-1600 |
| Суппорт: | |
| Наибольшее продольное перемещение, мм | 1360 |
| Наибольшее поперечное перемещение,мм | 400 |
| Цена одного деления лимбов, мм: | |
| продольного | 1 |
| на диаметр | 0,05 |
| Задняя бабка: | |
| Наибольшее перемещение пиноли, мм | 240 |
|
Перемещение пиноли за один оборот маховика,мм |
6 |
| Электрооборудование: | |
| Питающая сеть: | |
| Род тока |
переменный трехфазный |
| Частота тока, Гц | 50;60 |
| Напряжение,В | 380 |
| Кол-во электродвигателей на станке | 3 |
| Масса станка,кг | 4400 |
Преимущества модели
Высокая популярность станков этой модели, не снижающаяся на протяжении нескольких десятилетий, объясняется их преимуществами. Сюда можно отнести следующие особенности.
- Силовые зубчатые колеса изготовлены из легированной стали, которая подвергается закалке.
- Станок обладает высокой температурной стабильностью и устойчивостью против вибраций, что обеспечивает высокую точность обработки деталей.
- Можно добиться высокой скорости вращения шпинделя в обратном направлении, что значительно сокращает время на выполнение нарезания резьбы.
- Эксплуатации станка отличается высокой безопасностью за счет специальных ограждений патрона и области резки, систем механической и электрической блокировки.
- Станина имеет двухпризменные направляющие, что обеспечивает не только исключительную надежность и долговечность станка, но и высокую точность обработки деталей, которая сохраняется на протяжении всего срока эксплуатации оборудования.
- В коробке подач станка установлены две электромагнитные муфты, что позволяет осуществлять переключение направления движения суппорта практически без остановки работы и максимально оперативно. Кинематическая цепь самой коробки подач характеризуется высокой жесткостью.
- Фрикцион ДИП 300 регулируется достаточно просто. Эта характеристика является очень актуальной, так как данное оборудование используется преимущественно небольшими предприятиями, в штате которых может и не быть высококвалифицированных ремонтников.
- Станок дает возможность обрабатывать длинные конусные детали за счет одновременного поперечного движения резца и продольного – суппорта.
На станке установлена двухосная коробка подач с закрытой конструкцией, которая более надежна и удобна в эксплуатации по сравнению с коробками, оснащенными специальными гитарами (такие коробки, в частности, устанавливались на популярные в свое время станки модели ДИП 200).
Настройка параметров коробки подач выполняется при помощи специальных рукояток и смены зубчатых колес. Это дает возможность использовать станок для нарезания резьбы любого типа: метрической, дюймовой, модульной и питчевой. С помощью станка можно также нарезать специальную и особо точную резьбу (если не использовать коробку подач, а подключить ходовой винт напрямую – через систему специальных колес).
Стоит особо остановиться на характеристиках суппорта данного станка, который обладает массой преимуществ по сравнению с оснащением, которое устанавливалось на более ранних моделях, в частности на станках ДИП 200. Суппорт ДИП 300 имеет крестовое исполнение и отличается следующими характеристиками.
Суппорта токарного станка ДИП 300
- В головке одновременно могут устанавливаться 4 резца.
- Максимальное расстояние между осью центров и кромкой резцедержателя – 320 мм.
- Продольное перемещение, совершаемое за один оборот лимба, – 300 мм.
- Цена одного деления лимба, соответствующего поперечному перемещению на величину диаметра, – 0,05 мм.
- Скорость, которую достигает суппорт при ускоренном перемещении: в продольном направлении – 4,5 м/мин, в поперечном – 1,6 м/мин.
Продольное перемещение суппорта станка ДИП 300 осуществляется по направляющим станины, а поперечное – по направляющим каретки. Что удобно, такие перемещения в зависимости от необходимости могут выполняться как за счет ручного привода (более медленные), так и с помощью механического привода (в ускоренном режиме). Верхняя часть суппорта вместе с размещенной на ней резцовой головкой также может перемещаться вручную или за счет использования механического привода.
Это интересно: Как выбрать сверлильный станок (видео)
3 Коробка скоростей – важный механизм станка
Данный узел агрегата крепится к станине, а именно к его головной левой части. Движение от двигателя передается на приводной шкив посредством клиноременной передачи. Коробка скоростей обеспечивает ступенчатое регулирование устройства основного движения 1М63. Шкив, вращаясь, инициирует перемещение множества шестерен в коробке скоростей.
Переключая последовательно шестерни, добиваются различных скоростей вращения шпинделя (всего их 24). Ощутимое снижение шума от работы агрегата и максимальная эффективность его функционирования отмечается при высоких скоростях (к ним относят первые шесть). Это обусловлено тем, что их вал передает прямо на шпиндель.
Коробка скоростей располагает специальными устройствами, которые позволяют увеличить в 4 либо 16 раз шаг резьбы, а также реверсировать перемещение суппорта. Конкретные частоты шпинделя устанавливаются с помощью рукояток передвижением по валам колес (зубчатых), которые выпускаются из термообработанной высококачественной стали. Зубчатые колеса закреплены на вращающихся в роликовых и шариковых подшипниках валиках.
Сам шпиндель является пустотелым (он также сделан из качественных марок сталей). Передней его опорой выступает регулируемый двухрядный радиальный подшипник роликового типа (непосредственно ролики имеют цилиндрическую форму). Функцию задней опоры выполняет шарикоподшипник радиально-упорного вида, который принимает нагрузку на шпиндель.
Чтобы запустить шпиндель, включить обратный ход, остановить механизм, необходимо при помощи рукоятки ввести в действие пластинчатую фрикционную муфту. А торможение шпинделя происходит в автоматическом режиме тогда, когда оператор станка электромагнитной муфтой отключает пластинчатую муфту.
Кинематическая схема токарно-винторезного станка 1М63 (Дип 300)
Отличия ДИП 300 и 1м63
Станки семейства 1м63 — это несколько модификаций одного усовершенствованного, в сравнении с ДИП-300, устройства. В частности, значительно улучшены следующие показатели:
- мощность двигателя главного привода (15 кВт против 13 у ДИП-300);
- увеличенная скорость нарезки резьб благодаря усовершенствованной механике коробки подач, скоростей;
- увеличенный посадочный диаметр отверстия шпинделя;
- предлагаются модификации станка, на которых можно обрабатывать детали массой до 3500 кг и длиной до 10 метров;
- использование инструментальных сталей и каленых материалов значительно увеличили срок службы оборудования;
- легированная сталь шестерней коробок обеспечила износоустойчивость и термостабильность.
В конструкции всех станков старше ДИП-300 реализованы дополнительные меры защиты, что значительно увеличило безопасность при работе с оборудованием, снизило число аварий, связанных с перегрузками и другими нештатными ситуациями.
Инструкция по эксплуатации
–>
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— растачивание;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
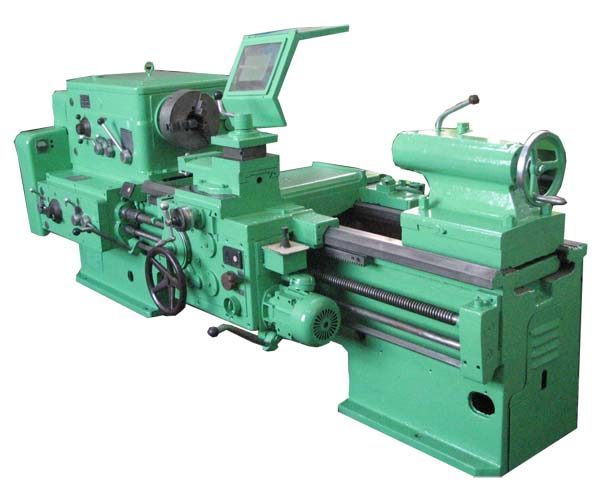
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
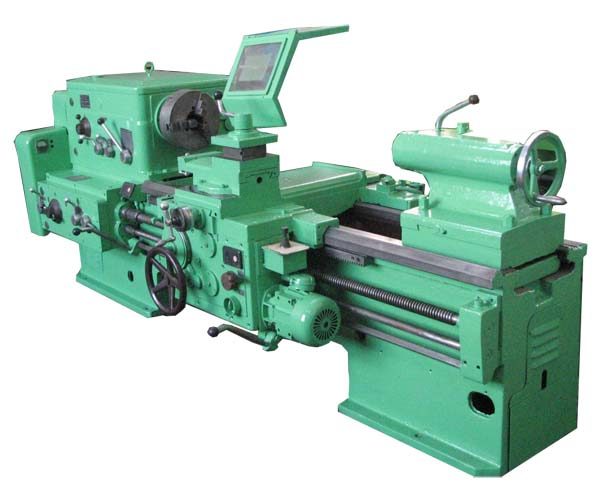
Общий вид ДИП-300
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Суппорт.
Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
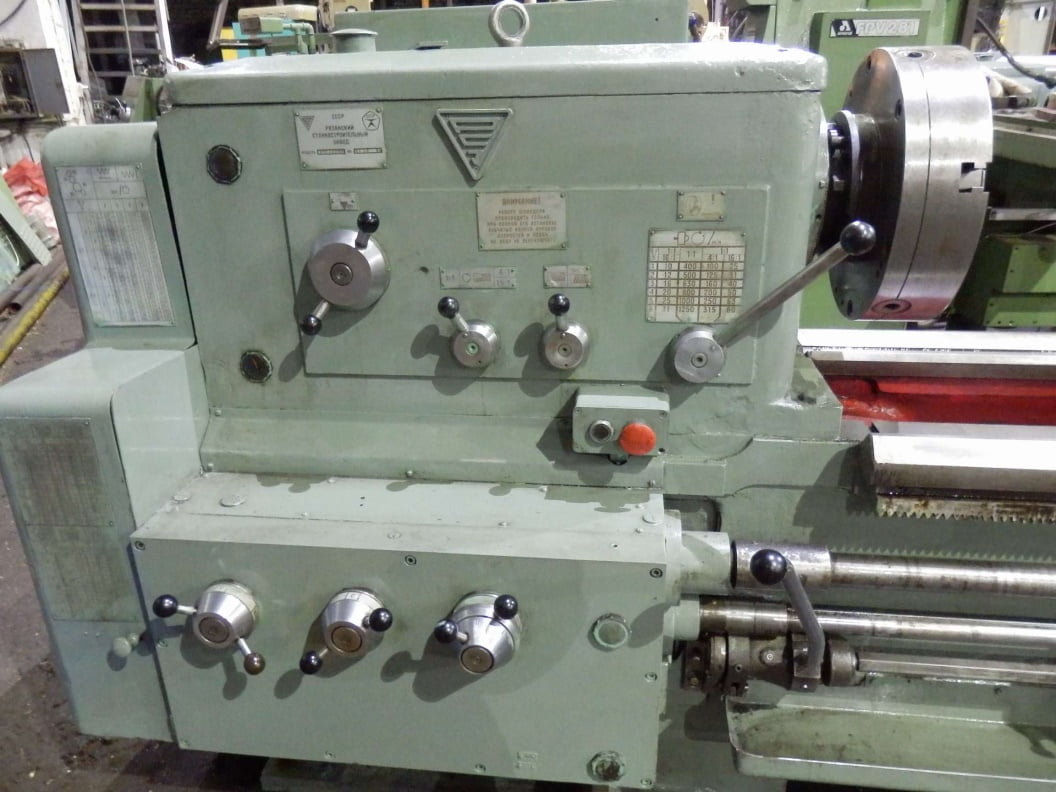
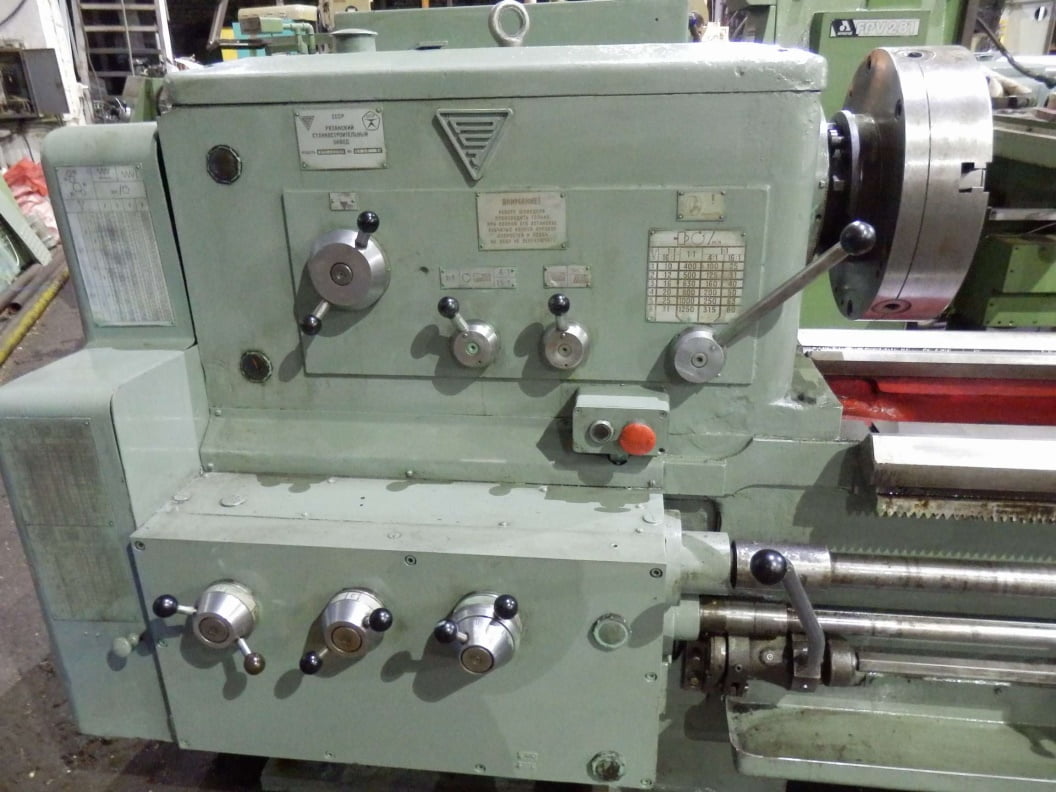
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
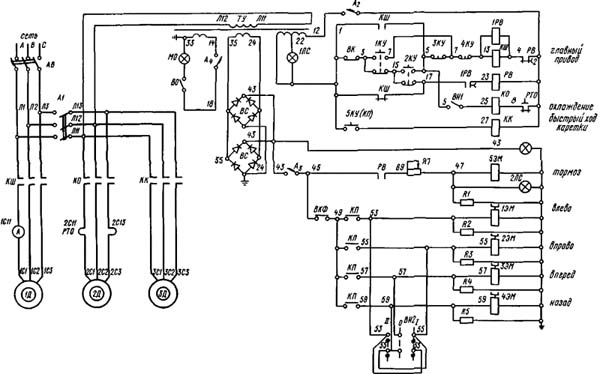
Схема электрическая
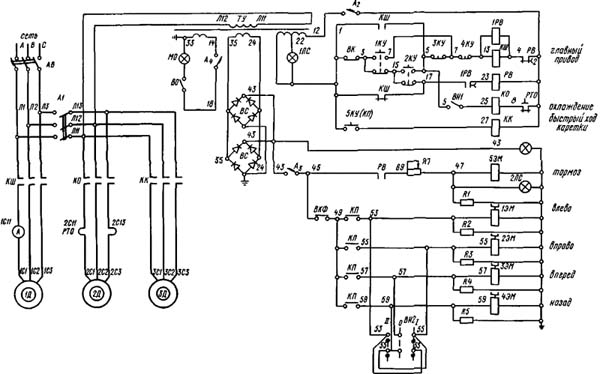
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
Похожие темы:
Вертикально-фрезерный станок 6Р13 по металлу
Сверлильный станок своими руками
Токарно-винторезный станок ИТ-1 М
Настольный токарно-винторезный станок ТВ-16
На чтение 14 мин. Просмотров 1 Опубликовано
Содержание
- Токарный станок ДИП-300
- Описание
- Технические характеристики
- Основные технические характеристики
- Инструкция по эксплуатации
- Элементы управления передней бабки
- Электрооборудование
- Схема электрическая
- Видео
- Как приобрести «Догнать и перегнать»?
- Отзывы
- Токарный станок ДИП-300
- Описание
- Технические характеристики
- Основные технические характеристики
- Инструкция по эксплуатации
- Элементы управления передней бабки
- Электрооборудование
- Схема электрическая
- Видео
- Как приобрести «Догнать и перегнать»?
- Отзывы
Токарный станок ДИП-300
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.

Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.

Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
Источник
Токарный станок ДИП-300
Токарно-винторезный станок ДИП-300 производился в СССР с 30-х по 80-е годы. Базами были Рязанский и Тбилисский заводы. Обозначение расшифровывается просто для того времени: «Догнать и перегнать». Модификация станка с обозначением 1М63 — одна из наиболее распространенных на территории СНГ. Токарные станки этой модели стали популярны благодаря своей надежности и простоте. На основе ДИП-300 позже был налажен выпуск станков с числовым программным управлением.
Описание
Назначение ДИП-300 — работа с заготовками среднего и большого размера. На нем осваивается штучное и мелкосерийное производство отдельных деталей. На станке доступны следующие виды работ:
— точение, в том числе и по внутренней поверхности;
— точение коротких и длинных конусов;
— сверление отверстий различного диаметра;
— нарезание резьб различного типа.
На фото можно посмотреть как выглядит ДИП-300 модификации 1М63.
Среди преимуществ станка практически неограниченный срок службы, сохранение в течение эксплуатации точности и других параметров, технические возможности агрегата обеспечивают его многофункциональность.
Основные узлы станка согласно паспорту:
- Станина.
- Передняя бабка со шпинделем и ограждением патрона.
- Задняя бабка.
- Суппорт с резцедержателем.
- Электрооборудование.
- Система охлаждения.
- Заменяемые зубчатые колеса.
- Фартук.
- Коробка подач для обработки деталей сложных форм.
Технические характеристики
ДИП-300 относится к среднему типу станков с нормальной точностью обработки. Допуск по прямолинейности перемещения узлов — 10 мкм. Станина выполнена жесткой, с большой массой, шпиндель имеет высокие обороты, а значит, станок поддерживает режимы на высоких скоростях резания. Применяют твердосплавные резцы из быстрорежущей стали. Суппорт станка, благодаря отдельному электродвигателю и крестообразному механизму, может быстро перемещаться в продольной и поперечной плоскостях. Это позволяет осуществлять точение конусов.
Основные технические характеристики
— наибольший габарит обрабатываемого объекта задается точкой установки: над выемкой — 900 мм, над станиной — 700 мм, над суппортом — 350 мм;
— расстояние от основания до центров — 315 мм;
— допустимая масса обрабатываемого объекта — 2 тонны;
— параметры станкового шпинделя: диаметр внутреннего отверстия — 70 мм, количество прямых скоростей вращения — 22, обратных соответственно 11, обороты на прямой скорости составляют от 10 до 1300 об/мин, на обратной скорости — от 18 до 1800 об/мин;
— параметры резьбовых работ: пределы для метрических резьб составляют от 1 до 192 мм при шаге 56, от 0,5 до 48 модулей при шаге 55 для модульных резьб, от 24 до 0,25 нитки на дюйм при шаге 33 для дюймовых резьб, от 96 до 7 питчей при шаге 52 для питчевых резьб;
— наибольшее смещение резцовых креплений — 220 мм;
— наибольшее смещение подачи: поперечное — 400 мм, продольное смещение суппорта — 1260 мм;
— скорость быстрых смещений: поперечных — 1,6 м/мин, продольных — 4,5 м/мин;
— наибольшее смещение пиноли задней бабки — 240 мм;
— перемещение пиноли за один оборот колеса — 6 мм;
— масса станка в сборе — от 4 тонн, за счет удлинения базы для обработки длинных деталей масса увеличивается до 12 тонн.
-Оборудован люнетами для обработки круглых деталей наружным диаметром от 25 до 160 мм. В зависимости от модификации люнеты выполнены подвижными или неподвижными.
Модификация станка с люнетами под длинные детали.
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка.
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.
Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.
Элементы управления передней бабки
В процессе эксплуатации ДИП-300 возникает необходимость в регулировании отдельных деталей и составных частей станка с целью восстановления их нормальной работы. Настройка осуществляется через:
— корректировку фрикционных муфт, расположенных в передней бабке;
— поправка положения подшипников шпинделя и задней бабки;
— настройка зазора в продольных и поперечных направляющих суппорта;
— выборка люфта винта поперечного смещения суппорта;
— выставление осей шпинделя и пиноли задней бабки;
— изменение параметров натяжения ремней основного привода.
Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
Схема электрическая
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Видео
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена — первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них — Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Отзывы
Несмотря на свой солидный возраст, станок продолжает пользоваться спросом. Его надежность ставится вне всяких сомнений. Технические характеристики позволяют реализовать большинство технологических запросов. Техническое обслуживание и необходимый ремонт проводятся легко в виду простоты устройства. Отмечается, что хотя ДИП-300 уступает по удобству и продуктивности современным аналогам, он может еще в течение десятилетий исправно выполнять свои функции.
Самое главное отмечаемое достоинство станка — это его цена. За сумму около 250 тысяч рублей можно получить агрегат по функционалу сравнимый с современными моделями, стоимость которых на порядок выше.
Источник
Токарно-винторезный станок ДИП-300 – это отличное оборудование, находящее широкое применение в промышленности металлообработки. С его помощью осуществляются разнообразные операции по обработке металлических деталей с высокой точностью и эффективностью. В этой статье мы рассмотрим подробные характеристики, особенности и преимущества токарно-винторезного станка ДИП-300.

Содержание:
- 1 Описание
- 2 Технические характеристики
- 3 Устройство
- 3.1 Передняя бабка
- 3.2 Суппорт
- 3.3 Задняя бабка
- 3.4 Коробка подач
- 3.5 Гитара
- 3.6 Кинематическая схема
- 3.7 Электрическая схема
- 4 Комплектация
- 4.1 Паспорт
- 5 Положительные и отрицательные стороны
- 6 Отличия ДИП 300 и ДИП 200
- 7 Инструкция по эксплуатации
- 8 Техника безопасности при работе с ним
Описание
Токарно-винторезный станок ДИП-300 представляет собой высокотехнологичное оборудование, разработанное для выполнения различных видов металлообработки, включая токарную и винторезную. Станок оснащен рядом ключевых компонентов, позволяющих проводить сложные и точные операции с металлическими заготовками. Он сочетает в себе функциональность токарного станка, используемого для создания цилиндрических и конических поверхностей, а также винторезного станка, необходимого для нарезки внутренних и внешних резьб.
Токарный станок ДИП-300 имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
- внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
- растачивание;
- сверление;
- нарезание резьбы метрического, дюймового или модульного типа.
Во всех токарных станках ДИП-300 есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.

Технические характеристики
- Мощность и Скорость. Токарный станок ДИП-300 оборудован мощным двигателем, который обеспечивает достаточную мощность для обработки различных типов металлов, включая сталь, алюминий, латунь и другие сплавы. Регулируемая скорость вращения шпинделя позволяет выбирать оптимальные параметры для конкретной задачи.
- Автоматическая Подача. Токарный станок ДИП-300 оборудован системой автоматической подачи, что упрощает выполнение длительных операций обработки. Оператор может настроить подачу инструмента вдоль детали с заданным шагом и глубиной, что способствует однородной и точной обработке.
- Многофункциональность. Токарный станок ДИП-300 предоставляет возможность выполнять разнообразные виды обработки, такие как нарезка внешней и внутренней резьбы, обточка поверхностей разной геометрии, нарезка шлицев и др. Это делает его универсальным инструментом для различных задач.
Токарно-винторезный станок ДИП-300 представляет собой выдающийся инструмент в мире металлообработки, способный обеспечивать высокую точность, эффективность и качество обработки металлических деталей. С его помощью предприятия могут сократить время выполнения задач, повысить производительность и обеспечить конкурентное преимущество на рынке.

Устройство
Устройство токарного станка ДИП-300 обеспечивает проведение разнообразных операций по металлообработке с высокой точностью и эффективностью. Вот общее описание устройства и его основных компонентов:
- Станина и передняя бабка. Станина токарного станка ДИП-300 представляет собой жесткую основу станка, обеспечивающую его стабильность и надежность во время работы. Передняя бабка (или шпиндельная бабка), с ее помощью осуществляется передача вращающего момента от электродвигателя шпинделя к обрабатываемой заготовке с заданной скоростью и крутящим моментом.
- Шпиндель. Шпиндель – это вращающаяся ось, на которой закрепляется патрон, фиксирующий заготовку для обработки. Шпиндель приводится в движение мотором и может иметь регулируемую скорость вращения.
- Суппорт. На суппорте закрепляются режущие инструменты, используемые для обработки заготовок. Это могут быть резцы для наружной и внутренней обработки, инструменты для нарезки резьбы, обточные инструменты и др. Суппорт может иметь различные позиции, что позволяет проводить разнообразные операции без необходимости менять инструменты вручную.
- Главная Передача и Механизмы Подачи. Главная передача передает движение от мотора на шпиндель, обеспечивая вращение заготовки. Механизмы подачи отвечают за перемещение инструмента вдоль заготовки для выполнения операций обработки.
- Система охлаждения (СОЖ). В некоторых моделях токарного станка ДИП-300 может быть встроенная система охлаждения , предназначенная для охлаждения инструмента и заготовки во время обработки. Это может улучшить процесс обработки и продлить срок службы инструментов.
- Электрическая Панель Управления. Здесь находятся электрические компоненты, реле, предохранители и панели для управления всеми аспектами работы станка, включая включение/выключение, регулировку скорости, подач и другие параметры.
- Система Защиты и Безопасности. Токарный станок ДИП-300 оборудован системами безопасности, включая защитные кожухи, аварийные тормоза и датчики, предотвращающие возможные травмы и аварийные ситуации во время работы.
Это лишь общее описание основных компонентов токарно-винторезного станка ДИП-300. Конкретные характеристики и компоненты могут изменятся в зависимости от производителя и модели станка.
Передняя бабка
Она крепится на левом конце станины. Передняя бабка токарного станка ДИП-300 представляет собой важный узел станка, который используется для крепления и поддержки заготовки во время обработки. Этот узел помогает обеспечить стабильность и точность операций на токарно-винторезном станке.

Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Передняя бабка может быть оснащена различными типами цанг, патронов или других приспособлений, что позволяет ей работать с разнообразными формами и размерами заготовок.
Суппорт
Предназначение этого узла токарного станка ДИП-300 — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
- у основной станины, вдоль направляющих оси;
- перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).

Задняя бабка
Задняя бабка токарного станка ДИП-300 также является важным узлом этого оборудования и выполняет ряд функций, связанных с креплением и поддержкой заготовок во время металлообработки.
Задняя бабка токарного станка ДИП-300 играет роль в поддержке и стабилизации задней части заготовки во время ее обработки. Это позволяет предотвратить деформации или колебания заготовки под воздействием силы обработки и вращения шпинделя.
Задняя бабка токарного станка ДИП-300 обеспечивает надежное крепление задней части заготовки, создавая точку опоры для обработки. Заготовка крепится между задней бабкой и передней бабкой, что обеспечивает ей устойчивое положение и минимизирует деформации.
Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.

Коробка подач
Коробка подач (или механизм подач) токарного станка ДИП-300, отвечающей за перемещение инструмента вдоль заготовки во время обработки. Этот механизм позволяет выполнять операции обработки с заданной скоростью и шагом подачи, что влияет на точность и качество обработки.
Коробка подач токарного станка ДИП-300 отвечает за регулировку и управление подачей инструмента вдоль заготовки. Это включает как продольную подачу (вдоль оси заготовки), так и поперечную подачу (перпендикулярно оси заготовки). Это дает возможность установить желаемую скорость и шаг подачи в соответствии с конкретным видом обработки.
Коробка подач токарного станка ДИП-300 иметь несколько скоростей и шагов подачи, что позволяет выбирать оптимальные параметры для конкретной задачи. Например, для грубой обработки можно выбрать более высокую подачу, а для тонкой и точной обработки – меньшую.
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать токарный станок ДИП-300.

Кинематическая схема
В левой тумбе токарного станка ДИП-300 помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.

Электрическая схема
У токарного станка ДИП-300 есть четыре двигателя:
- Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
- Движок. Обеспечивает ускоренное движение каретки.
- Силовой агрегат. Является составляющей охлаждающей системы.
- Основной движок.

Комплектация
В комплект токарного станка ДИП-300 входят такие элементы:
- защитный кожух;
- коробка подач;
- электродвигатель;
- станина;
- передняя и задняя бабка;
- доп. ограждения;
- оборудование электрогруппы;
- фартук;
- суппорт;
- шестеренки.

Паспорт
По ссылке можно бесплатно скчать Инструкцию по эксплуатации или паспорт токарно-винторезный станок ДИП-300.
Положительные и отрицательные стороны
К плюсам токарного станка ДИП-300 можно отнести:
- возможность обработки округлых и сложных поверхностей из металла;
- безопасная работа;
- температурная устойчивость;
- виброустойчивость;
- надежность.
Токарный станок ДИП-300 практически не имеет недостатков. Единственным минусом является то, что проблематично будет найти некоторые детали в случае их потери.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, токарный станок ДИП-300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.

Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
- перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
- надежно закреплять обрабатываемые детали;
- при работе с длинными деталями использовать люнеты;
- не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на токарный станок ДИП-300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
- Обработку проводят для заготовок не больше 2-тонной массы.
- 1400 миллиметров – предел по длине.
- 315 миллиметров – высота центров у станка.
- 350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.

- Над станиной тот же параметр составляет уже 630 миллиметров.
- Н – обозначение класса точности.
- Порядка 4,3 веса у самого токарного станка.
- В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.

Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
- Конические ролики.
- Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.

Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
- У несущей станины, вдоль направляющих оси.
- Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.

Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.

Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
- Применение необходимых рычагов.
- Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.

Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.

Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.

Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
- Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
- Движок, благодаря которому каретка движется ускоренно.
- Силовой агрегат, относящийся к охлаждающей системе.
- Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.

Комплектация станка
В любой станок входят следующие компоненты:
- Защитный кожух.
- Коробка подач.
- Электрический двигатель.
- Станина.
- Задняя бабка.

- Передняя бабка.
- Дополнительные ограждения.
- Оборудование электрической группы.
- Суппорт.
- Фартук.
- Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Преимущества и недостатки станка 1М63
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.

Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.

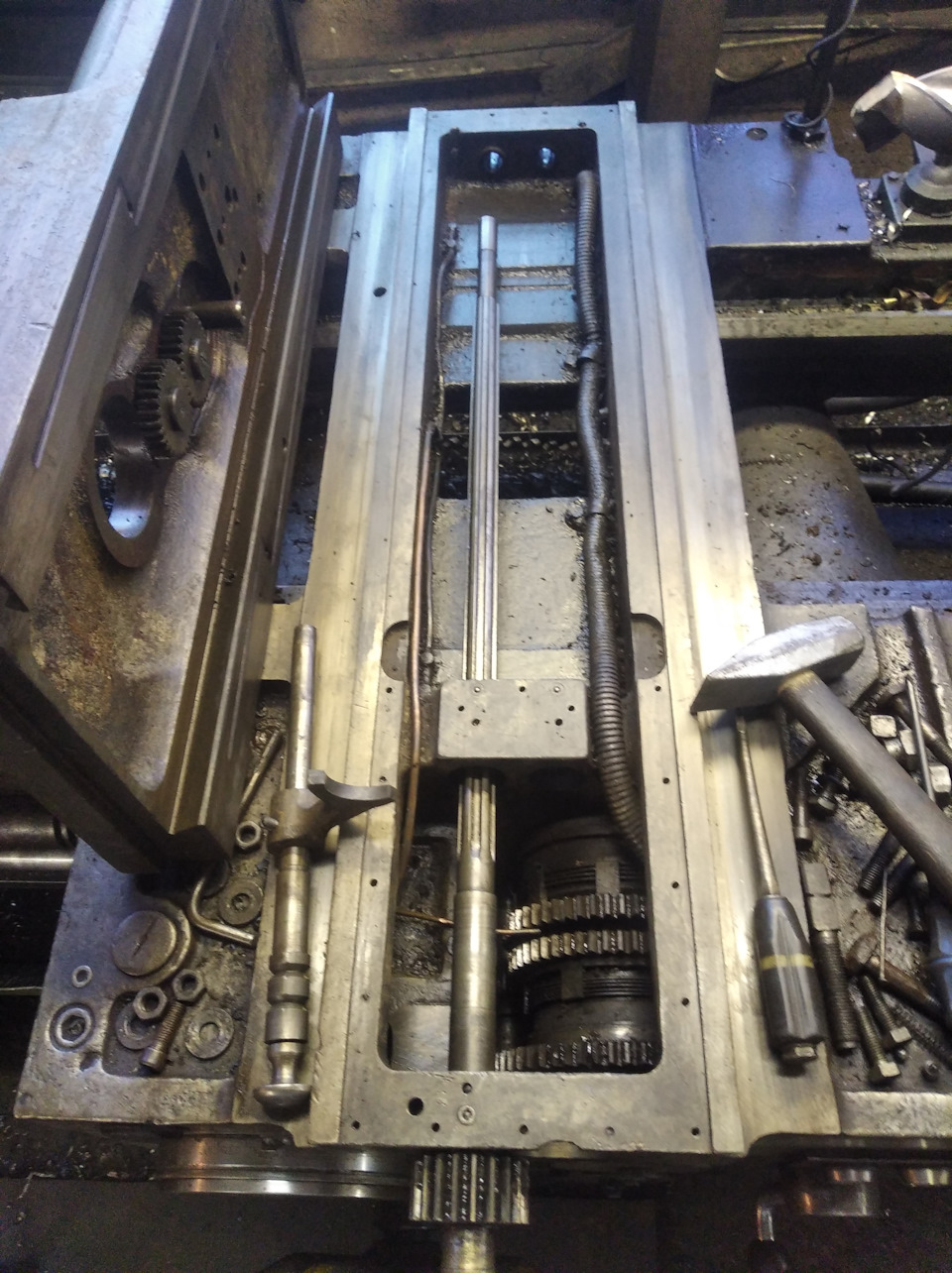
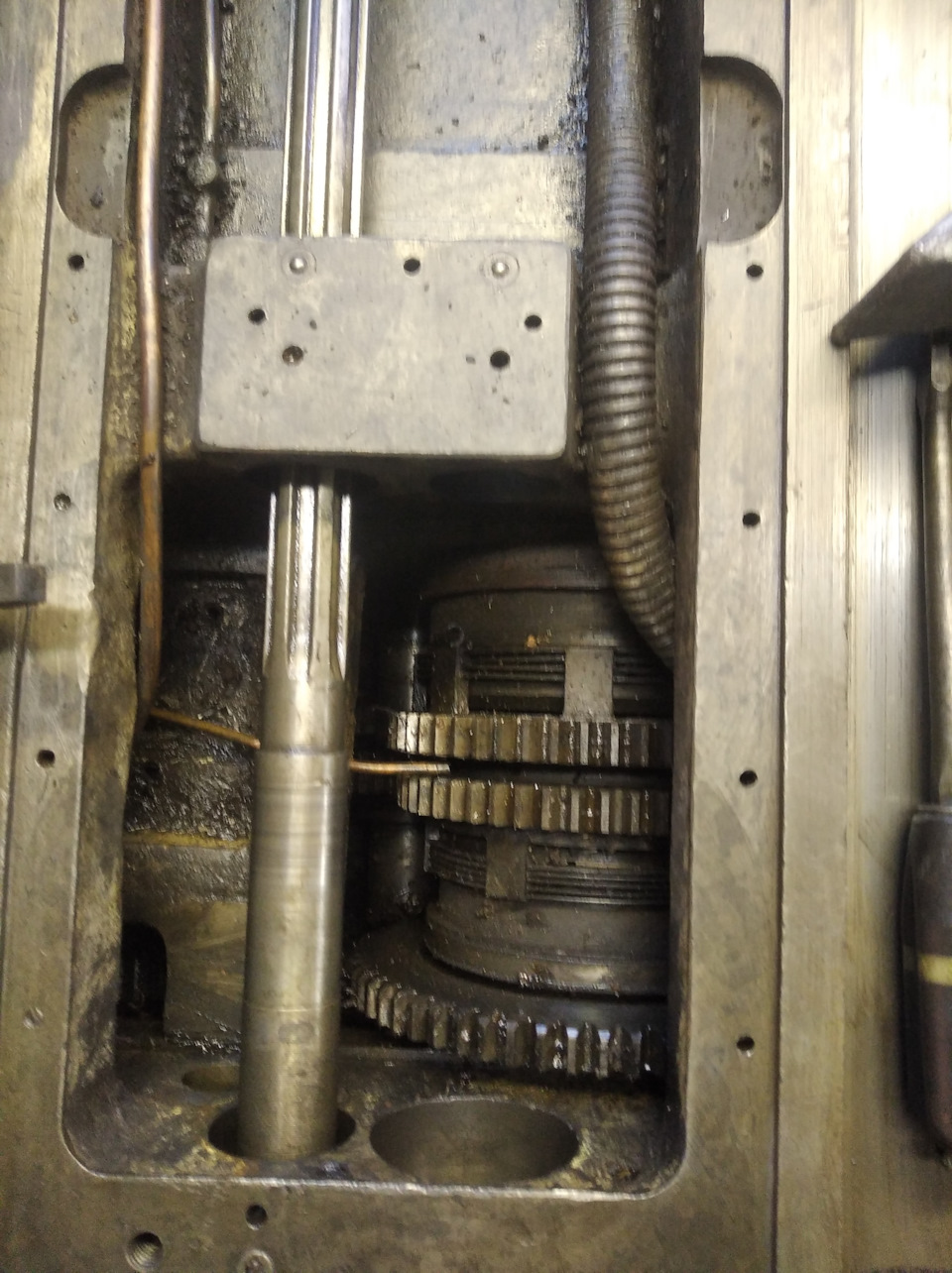
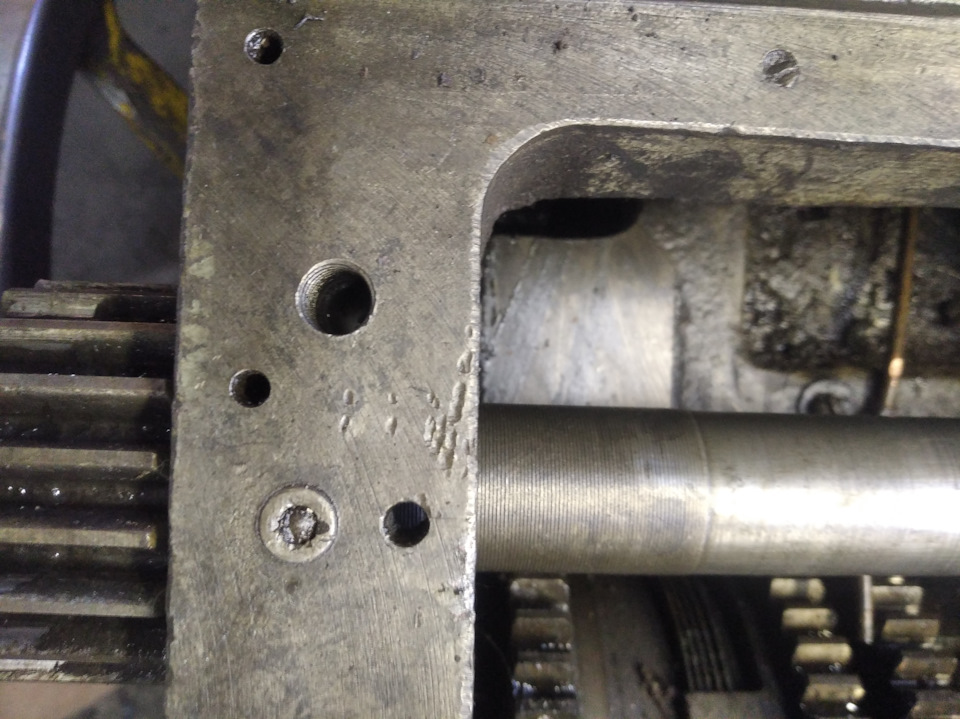
Размеры гайки, нутри, так чтобы не забыть. Тормоз с электромуфтой накрылся. Пока стоит подача, тоже снял. Резьба в каретке проржавела, от этого большой люфт в оборот по лимбу, болты выдавило. Вместо масла везде сож((. не возвращается в положение при вращении ноль-в-ноль.
Решено переточить резьбу на следующий номер.
Так то Дип живой, даже резьба проходит, правда без тормозов и с ручной смазкой. Ну и иногда по настроению вышибает подачу при чистовом точении, что заставляет всегда держать руку на штурвале. Привод штока и коромысло я уже наладил, появился реверс, начал делать резьбы. Причем, описание на таблице (это первый дип с живой таблицей) далеки от реальности. Или это я просто что-то не так читаю, но числовые значения совсем не те.
Набил таблицу, нечем было записать… Да да, хардкор… Карандашика под рукой не оказалось)))

Очень хочу наладить малую подачу, торчить шары и рулевые пальчики на ниссан d21, но там только с заменой шестеренок, и клин убитый… Клин поперечки я подправил, ибо он как ни странно, клинил. потому что вместо заднего болта была шайба, отгибающая клин от положения при выдвижении… Короче, бедный станочек.