На чтение 14 мин. Просмотров 1 Опубликовано
Содержание
- ЦДК-5 Станок многопильный прирезной для продольной распиловки Схемы, описание, характеристики
- Сведения о производителе круглопильного станка ЦДК-5
- Станки, выпускаемые Тюменским станкостроительным заводом
- ЦДК-5 Станок круглопильный прирезной для продольной распиловки досок. Назначение, область применения
- Принцип работы и особенности конструкции станка
- Компоновка прирезного станка ЦДК-5
- Пильный вал
- Механизм управления
- Ограждение пилы
- Механизм противовыбрасывания
- Электрооборудование станка
- Установка РКС (Реле Контроля Скорости) электродвигателя главного привода
- Установка РКС электродвигателя подачи
- Ограждение конвейерной цепи
- Вариатор
- Конвейер
- Прижимной суппорт
- Подача заготовок
- Настройка и наладка станка ЦДК-5
- Установка суппорта
- Установка пильного вала
- Скорость подачи
- Распиловка несколькими пилами
- Наладка станка
- Модификации круглопильного прирезного станка ЦДК-5
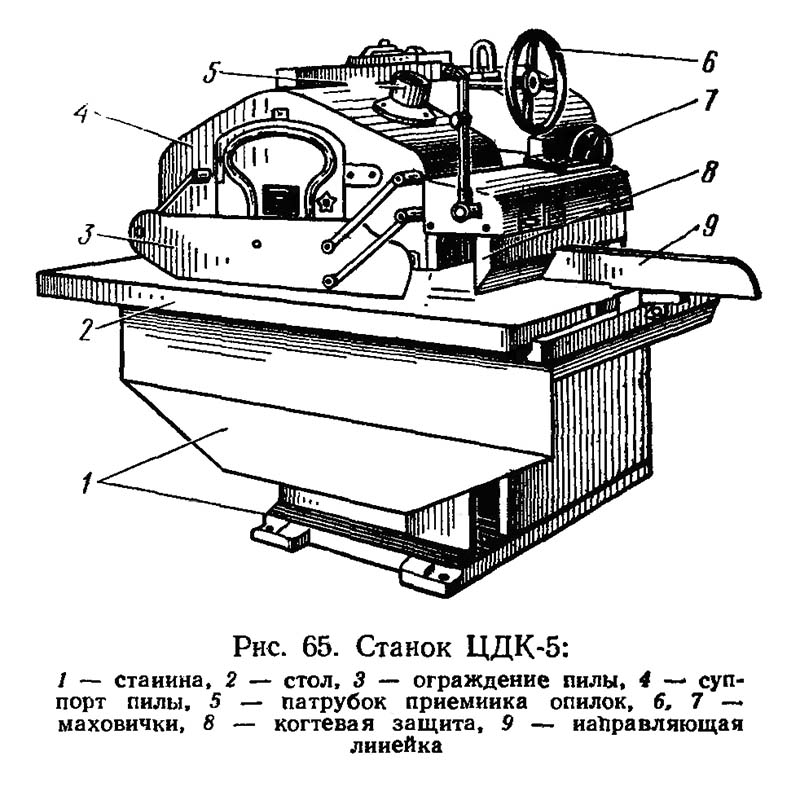
- Общий вид круглопильного станка ЦДК-5
- Схема многопильного прирезного станка ЦДК-5
- ЦДК-5 Расположение составных частей круглопильного станка
- Схема кинематическая станка ЦДК-5
- Регулировка прирезных круглопильных станков ЦДК-5
- Наладка прирезных станков с конвейерной подачей
- При пилении твердых лиственных пород — 0,30..0,50
ЦДК-5 Станок многопильный прирезной для продольной распиловки
Схемы, описание, характеристики

Сведения о производителе круглопильного станка ЦДК-5
Производителем круглопильного прирезного станка ЦДК-5 является Тюменский станкостроительный завод, основанный в 1899 году.
Выпуск первых прирезных многопильных станков был начат в 1959 году. С тех пор было освоено производство нескольких модификаций многопильных станков, каждая из которых была более совершенной по сравнению с предыдущими.
Станки, выпускаемые Тюменским станкостроительным заводом
ЦДК-5 Станок круглопильный прирезной для продольной распиловки досок. Назначение, область применения
Многопильный прирезной станок ЦДК-5 спроектирован на базе однопильного станка ЦДК-4.
Станок ЦДК-5 предназначен для чистой и точной прямолинейной продольной распиловки в размер по ширине обрезных и необрезных досок и двухкантных брусьев толщиной до 150 мм (ЦДК 5-4) и шириной 10..315 мм на бруски требуемой ширины.
Многопильный станок ЦДК-5 применяется в мебельном, столярном и в других деревообрабатывающих производствах. Особенно эффективно применение этого станка при выпиливании заготовок со строго прямолинейными сторонами.
Принцип работы и особенности конструкции станка
Компоновка прирезного станка ЦДК-5
Станина состоит из двух чугунных отливок коробчатой формы верхней и нижней.
В нижней части спереди (по ходу распиливаемого материала) и в верхней части сзади находятся шкафы для электроаппаратуры. В верхней части смонтирован пильный вал, который частично входит в суппорт, где устанавливается пила (пилы). В нижней части на качающейся плите смонтирован электродвигатель пильного вала. Здесь же имеется натяжное устройство для установки электродвигателя при изменении диаметра пилы (пил). На верхней стенке смонтирован механизм управления. Сзади в нижней части укреплена плита, на которой смонтированы электродвигатель, вариатор и редуктор механизма, подачи.
Пильный вал
Пильный вал смонтирован на двух опорах в жестком корпусе, шарнирно закрепленном на верхней части станины. Корпус в передней части имеет приливы, через которые проходит ось качения. В задней части корпуса имеются приливы для шарнирной подвески к винту подъема корпуса. Верхний конец винта подъема крепится в механизме управления.
На одном конце пильного вала насажен шкив, на другом – установлена пила. Вместо одной пилы при распиловке тонких досок может быть установлено несколько, пил (не более 5-ти) с шириной постава не более 200 мм.
При установке нескольких пил необходимо изготовить и установить между пилами проставные кольца, соответствующие ширине выпиливаемых брусков и новый башмак с вырезами, соответствующими поставу пил.
Механизм управления
Механизм управления смонтирован в верхней части станины и осуществляет вертикальное перемещение суппорта прижимных валков и пильного вала.
Движение от маховичка механизма к суппорту и пильному валу передается через систему цилиндрических и конических шестерен. Маховичок механизма имеет 2 крайних положения. В переднем крайнем положении осуществляется подъем и опускание пильного вала, в заднем – суппорта прижимных валков.
Ограждение пилы
Ограждение пилы, состоящее из двух качающихся листов, служит для предохранения работающих от вылета мелких обрезков и сучков сбоку. При распиловке широких досок и щитов листы при прохождении доски поднимаются.
Механизм противовыбрасывания
Механизм противовыбрасывания служит для предохранения от выбрасывания распиливаемой доски назад (на работающего). Механизм состоит из корпуса, в котором смонтированы 2 ряда когтей, пропускающих доски вперед и препятствующих обратному выходу.
В случае необходимости верхние когти могут быть подняты, а нижние опущены специальной рукояткой. При поднятии когтей рукояткой предусмотрена электроблокировка, обеспечивающая торможение пильного вала и механизма подачи
Электрооборудование станка
- Электродвигатель главного привода
- Электродвигатель подачи
- Пусковую и защитную аппаратуру
- Электроаппаратуру, осуществляющую торможение главного привода противотоком
- Электроаппаратуру блокировки
- Амперметр
- Электроаппаратуру местного освещения
- Пульт с кнопочными станциями
Установка РКС (Реле Контроля Скорости) электродвигателя главного привода
Для торможения вала электродвигателя главного привода служит реле контроля скорости, которое крепится к кожуху двигателя с задней стороны.
Установка РКС электродвигателя подачи
Для торможения эл. двигателя подачи служит реле контроля скорости, которое крепится к кожуху двигателя с задней стороны.
Ограждение конвейерной цепи
Ограждение конвейерной цепи представляет из себя коробку, состоящую из 3-х стенок, закрывающую цепь спереди, сбоку (слева) и сзади. В случае надобности ограждение может быть снято, для чего необходимо отвернуть две специальные гайки.
Вариатор
Вариатор работает от отдельного электродвигателя подач и обеспечивает бесступенчатое регулирование скоростей подачи (конвейерной цепи).
Бесступенчатое регулирование скоростей подачи обеспечивается коническим фрикционным вариатором с диапазоном регулирования 1:5 и скоростью подачи U = 10..50 м/мин.
Электродвигатель подач включается после включения электродвигателя пильного вала.
Вариатор состоит из двух конусов-ведущего и ведомого. Изменение скоростей осуществляется вхождением наружного ведущего конуса во внутренний ведомый, т. е. изменением диаметра касания ведущего конуса.
При этом ведомый конус компонуется с одноступенчатым редуктором, который свободно поворачивается вокруг оси при вхождении ведущего конуса. Осевое перемещение ведущего конуса осуществляется с помощью системы рейки-шестерни.
Прижим ведомого конуса к ведущему осуществляется реактивным моментом, воздействующим на корпус редуктора. Фиксирование ведущего конуса осуществляется специальной гайкой с рукояткой, вынесенной на переднюю стенку верхней части станины. Последующее понижение скорости осуществляется трехступенчатым редуктором. На корпусе редуктора закреплено РКС, включенное в цепь торможения электродвигателя подачи, связанное с промежуточным валом редуктора.
Стол служит для направления распиливаемой доски. Крепится одной стороной к станине, другой – к балке, лежащей на двух кронштейнах, привернутых к нижней части станины.
Спереди к столу устанавливается направляющая линейка, снизу – механизм смазки. В поперечном пазу стола размещен ряд нижних когтей противовыбрасывателя. Сзади на столе крепится щетка из стальной проволоки для сметания опилок с конвейера. В зоне пил под специальными планками крепятся 2 сегмента для направления «ныряющих» звеньев конвейера.
Конвейер
Конвейер служит для подачи распиливаемой доски и представляет из себя бесконечную цепь, собранную из отдельных звеньев на осях, имеющих на концах ролики. Верх цепи представляет из себя рифленые площадки. Цепь приводится в движение двумя ведущими, звездочками, соединенными с осью редуктора специальной муфтой со срезным штифтом. С передней стороны цепь огибается через две ведомых звездочки.
Цепь движется по специальным направляющим. При внезапных остановках пил, значительных перегрузках штифт срезается, чем предохраняет станок от поломок и электродвигатели от длительных перегрузок.
Прижимной суппорт
Прижимной суппорт служит для прижима распиливаемой доски к конвейерной цепи. При изменении толщины доски суппорт перемещается в вертикальной плоскости по направляющим станины. Спереди и сзади пилы (пил) в суппорте размещено по паре подпружиненных прижимных вальцев, осуществляющих прижим доски. Спереди пилы имеется лоток для выхода опила и башмак, прижимающий конец распиливаемой доски.
Для того, чтобы прижим материала осуществлялся всегда в зоне резания, независимо от величины вертикального перемещения суппорта, оси башмака связаны рычажной системой с пильным валом и с суппортом через специальные направляющие. При изменении диаметра пилы расстояние осей башмака от пильного вала следует изменить и закрепить с помощью фиксатора. При перемещении суппорта башмак благодаря рычажной системе, связывающей его с пильным валом, поворачиваясь вокруг последнего, сохраняет заданное при настройке расстояние от пилы и таким образом осуществляет прижим в зоне резания.
Сверху суппорта, против лотка имеется горловина для удаления опила и присоединения к эксгаустерной сети. Для установки суппорта по высоте распиливаемой доски спереди справа имеется шкала. Подъем и опускание суппорта производится маховичком механизма управления.
Подача заготовок
Подача заготовок производится широкой (300 мм) конвейерной цепью, движущейся по текстолитовым призматическим направляющим.
Под вращающейся пилой направляющие имеют разрыв. Здесь установлены два сектора, обеспечивающие «ныряние» цепи. Благодаря этому зубья пил выходят из пропила и не касаются конвейера.
Прижим заготовок к цепи производится двумя парами не приводных подпружиненных роликов длиной 300 мм.
При использовании специальных пил обеспечивается более высокое качество поверхности распила.
Рабочие поверхности звеньев гусеницы рифленые, благодаря чему хорошо поддерживают распиливаемый материал.
Гусеницы двигаются по направляющим в углублениях стола и находятся на 0,5. 1 мм выше его рабочей поверхности. Спереди и сзади пилы размещены прижимные ролики, которыми распиливаемая заготовка прижимается к гусенице.
На передней части стола находится направляющая линейка, которая передвигается и фиксируется вручную в зависимости от ширины распиливаемой заготовки, округляемой по измерительной шкале.
При помощи винтового устройства с маховичками суппорт с пильным валом поднимается или опускается.
Суппорт устанавливают так, чтобы пила углубилась в продольную прорезь, находящуюся посредине гусеницы, на 3. 5 мм.
Спереди и сзади стола гусеница охватывает два туера (звездочки); один из них является ведущим и соединен с редуктором механизма подачи, имеющим свой электродвигатель.
Винтовой механизм с маховичком служит для регулировки суппорта с роликами по высоте при настройке станка на толщину заготовки.
Для предупреждения выбрасывания из станка заготовок или отрезков на суппорте перед прижимными роликами подвешены упоры.
Над станком установлен эксгаустерный приемник, подсоединенный к сети пневмопривода.
Настройка и наладка станка ЦДК-5
Установка суппорта
Суппорт устанавливается в зависимости от толщины распиливаемой доски по шкале, имеющейся на суппорте. При правильной установке суппорта осуществляется нормальный прижим доски к цепи конвейера.
Установка пильного вала
Пильный вал необходимо установить так, чтобы нижние зубья находились ниже верхней плоскости конвейерной цепи на 3-4 мм (зоне ныряния гусеничной цепи).
Скорость подачи
Скорость подачи устанавливается при помощи маховичка управления вариатором и выбирается в зависимости от толщины распиливаемой доски по графику зависимости высоты пропила и числа пил. При острой пиле и распиловке сухого пиломатериала подача может быть несколько увеличена, и наоборот, при сыром материале и затупленной пиле подача должна быть уменьшена.
Распиловка несколькими пилами
Для распиловки несколькими пилами необходимо изготовить проставные кольца, соответствующие ширине вырезаемых реек, а также изготовить новый прижимной башмак с вырезами для пил. При распиловке несколькими пилами все пилы должны быть одинаковыми, т.е. одного диаметра, одной толщины, иметь одинаковую заточку и разводку зубьев.
Наладка станка
Регулировка взаимного расположения основных узлов станка производится на заводе изготовителе и поэтому регулировать их при эксплуатации не рекомендуется.
Регулировка натяжения ременной передачи пильного вала. Регулировка натяжения производится при перемене диаметра пилы. Осуществляется она вращением маховичка, установленного на передней стенке станины.
Регулировка перемещения суппорта прижимных валков по направляющим. Перемещение суппорта без заедания и люфтов регулируется клином.
Регулировка натяжения ременной передачи вариатора. Для регулировки натяжения ремней вариатора необходимо ослабить 4 гайки, крепящие плиту электродвигателя, повернуть книзу стержень с шестигранником и вновь закрепить гайки.
Регулировка величины зазора между конусами вариатора. Зазор между ведущими и ведомыми конусами в крайнем выведенном положении получается регулированием винта М 10х 50 К 22-2, который, упираясь своим концом в корпус одноступенчатого редуктора вариатора, поднимает или опускает его, и вместе с ним – ведомый конус. Нормальный зазор между конусами в этом положении должен быть 1-2 мм.
Модификации круглопильного прирезного станка ЦДК-5
- ЦДК-4 — 1- пильный станок — базовая модель прирезного (делительного) станка для продольной распиловки
- ЦДК-4-2 — 1- пильный станок с бесступенчатым регулированием скорости подачи материала
- ЦДК-4-3 — 1- пильный станок повышенной мощности привода пилы: (15 кВт)
- ЦДК-5 — 5- пильный прирезной станок с неподвижными пилами
- ЦДК-5-2 — 5- пильный станок с обратным транспортером для повторной распиловки
- ЦДК-5-3 — 5- пильный прирезной станок с неподвижными пилами
- ЦДК-5-3А — 5- пильный прирезной станок с 3-неподвижными пилами и 2- подвижними
- ЦДК-5-4 — 8- пильный прирезной станок с неподвижными пилами. Начало производства 2000 год.
Общий вид круглопильного станка ЦДК-5
Фото круглопильного станка ЦДК-5-3

Фото круглопильного станка ЦДК-5-3

Фото круглопильного станка ЦДК-5-3

Фото круглопильного станка ЦДК-5-3

Фото круглопильного станка ЦДК-5

Фото круглопильного станка ЦДК-5-3

Фото круглопильного станка ЦДК-5-3

Фото круглопильного станка ЦДК-5-3
Схема многопильного прирезного станка ЦДК-5

Схема многопильного прирезного станка ЦДК-5. (Рис. 22 в)
ЦДК-5 Расположение составных частей круглопильного станка
Расположение составных частей круглопильного станка ЦДК-5
Схема кинематическая станка ЦДК-5

Кинематическая схема круглопильного станка ЦДК-5

Кинематическая схема круглопильного станка ЦДК-5
Регулировка прирезных круглопильных станков ЦДК-5

Крепление пил в круглопильном станке ЦДК-5

Регулировка прирезных круглопильных станков ЦДК-5
Наладка прирезных станков с конвейерной подачей
В прирезных станках с конвейерной подачей применяют круглые плоские пилы с разведенными зубьями.
Величина развода зубьев пил должна быть, мм:
При пилении древесины хвойных пород:
- влажностью до 30 % в любое время года — 0,30..0,50
- влажностью свыше 30% летом — 0,60..0,70
- влажностью свыше 30% зимой — 0,40..0,60
При пилении твердых лиственных пород — 0,30..0,50
Кроме того, на этих станках можно использовать строгальные пилы, а также пилы, зубья которых оснащены пластинами из твердого сплава. Применение таких пил обеспечивает значительное повышение периода их работы и качества пиления. Заготовку необходимой толщины целесообразно распиливать пилой наименьшего диаметра.
Устанавливают и закрепляют пилы на шпинделе прирезного станка так же, как в станках с роликодисковой подачей.
При работе строгальными пилами или пилами, оснащенными пластинами из твердого сплава, шпиндель станка должен удовлетворять повышенному требованию к точности его вращения. Торцовое биение опорной шайбы допускается не более 0,02 мм на радиусе 50 мм. Пилу устанавливают на шпиндель так, чтобы ее вращение было направлено против движения конвейера.
Положение роликов регулируют по высоте контрольным бруском или шаблоном (рис. 9.13). Шаблон 3 устанавливают на конвейер 4 и опускают прижимный суппорт так, чтобы между нижней поверхностью корпуса 1 и шаблоном образовался зазор 30 мм. Вращая верхние гайки 5, удлиняют или укорачивают рабочую часть стержней 6 подвески прижимных роликов и добиваются, чтобы ролики касались поверхности шаблона. Величину натяга или ослабления пружин 7, прижимающих ролики к обрабатываемому материалу, регулируют, вращая нижние гайки 8. При пилении древесины твердых пород натяг следует увеличить, а мягких —уменьшить.
Для обеспечения правильного базирования заготовки на конвейере оси роликов должны быть перпендикулярны направлению подачи. Отклонение от перпендикулярности устраняют, поворачивая конец оси 9 подвески ролика вместе с ползуном 77. После регулировки ползун надежно закрепляют болтом 70. Beличину и направление поворота роликов определяют при пилении пробных заготовок. Если пиленая поверхность будет выпуклой, концы осей подвески переднего и заднего роликов следует сблизить, если вогнутой — развести.
Положение пилы по высоте регулируют, вращая маховичок настройки суппорта пилы. Зубья пилы должны располагаться посередине продольной канавки конвейера и не касаться ее дна (зазор 2 — 3 мм).
Положение прижимного суппорта по высоте определяется толщиной распиливаемого материала. Чрезмерное давление прижимных роликов ведет к порче заготовки и преждевременному износу механизма подачи, а недостаточный прижим — к выбросу заготовки или неточному пилению. Расстояние от конвейера до роликов должно быть на 2 — 3 мм меньше толщины распиливаемой заготовки. Прижимный суппорт настраивают, вращая маховичок подъема суппорта. Величину перемещения отсчитывают по шкале, укрепленной на станине.
При выборе скорости подачи круглопильного станка следует одновременно учесть предельно допускаемую загрузку двигателя привода механизма резания и заданную шероховатость поверхности пропила.
Скорость подачи по условию предельно допускаемой загрузки двигателя выбирают в зависимости от высоты пропила:
- Высота пропила, мм 20, 40, 60, 80, 100
- Скорость подачи, м/мин 40, 32, 20, 12, 8
При пилении сухих досок из древесины мягких хвойных пород острой, хорошо подготовленной пилой скорость подачи можно увеличить. По мере затупления пилы или при пилении твердой сырой древесины скорость подачи следует уменьшить. Скорость подачи регулируют маховичком. После наладки пускают станок и распиливают пробные заготовки.
Ниже приводятся допускаемые отклонения выпиленных деталей, мм:
- Отклонение от прямолинейности поверхности пропила на длине 1000 мм, не более 0,3
- Отклонение от перпендикулярности поверхности пропила к базовой поверхности детали на длине 100 мм, не более 0,2
- Неравномерность ширины или толщины отпиливаемых деталей на длине 1000 мм, не более 0,3
Шероховатость пиленой поверхности Rmmax при пилении пилами, мкм:
- с разведенными зубьями, не более — 320
- с пластинами твердого сплава, не более — 60
При подготовке к работе и наладке многопильных прирезных станков все пилы, устанавливаемые на шпинделе одновременно (блок пил), должны быть одного диаметра. Для многопильного прирезного станка с конвейерной подачей начальный диаметр пилы составляет 400 мм, толщина 2,8 мм, число зубьев 36. Диаметр dш промежуточных колец должен быть равен диаметру прижимной шайбы. Толщину колец выбирают в зависимости от толщины выпиливаемой дощечки и величины развода на одну сторону пил.
После закрепления пил шпиндель регулируют по высоте с учетом расположения нижних зубьев пил над выемкой «ныряющего» конвейера с зазором 2 — 3 мм. Для пиления необрезных досок направляющую линейку перемещают в крайнее правое положение и в работе не используют.
Суммарный зазор между упорами когтевой защиты должен быть не более 1 мм. При превышении допустимого зазора необходимо установить новое компенсационное кольцо между набором упором и рамкой когтевой защиты.
В остальных случаях наладка многопильных станков аналогична наладке однопильных прирезных станков.
Источник
Однопильный прирезной станок
с конвейерной подачей ЦДК 4-3 показан на
рис.10. Прижимной суппорт выполнен в виде
коробки, в которой размещены подпружиненные
ролики, обеспечивающие прижим заготовки
спереди и сзади пилы. Механизм подачи
выполнен в виде конвейера из чугунных
звеньев, шарнирно прикреплённых к
роликовтулочной цепи. Конвейер установлен
на две звёздочки (туеры), из которых
задняя приводится во вращение через
вариатор от электродвигателя. Скорость
конвейера регулируется вариатором
бесступенчато и составляет 8-60 м/мин.
При движении конвейера
скользит по текстолитовым направляющим,
расположенным в углубление стола, и
возвышается на 5-6 мм. Над его рабочей
поверхностью. На поверхности звеньев
находятся рифли для надёжного сцепления
их с распиливаемым материалом.
В средней части рабочей
поверхности конвейера профрезерована
продольная канавка, в которую с зазором
входят зубья пилы. Это обеспечивает
распиловку заготовки на всю её толщину.
Для предотвращения выброса распиливаемой
заготовки из станка на его передней
части закреплены качающиеся упоры,
которые называют когтевой защитой. Если
необходимо освободить заготовку, упоры
поднимают рукояткой. Для удаления опилок
служит патрубок, который присоединяется
к эксгаустерной сети.
По конструкции
многопильные станки отличаются от
однопильных наличием блока пил,
установленных на одном валу. Расстояние
между пилами определяет толщину
выпиливаемых дощечек и достигается
установкой промежуточных шайб требуемой
толщины. Для распиловки доски на толщину
и возможности свободной смены пил
применяют «ныряющий» конвейер. Конвейер
скользит по двум направляющим, которые
имеют небольшой изгиб в зоне пильного
вала, и обеспечивает соответствующее
углубление (ныряние) звеньев конвейера
под пилами. Пильный вал многопильных
станков приводится во вращение от
мощного электродвигателя через
клиноременную передачу, а привод подачи
выполняют бесступенчато-регулируемым.

Рис. 10. Однопильный прирезной станок
с конвейерной подачей ЦДК 4-3:
1 – станина, 2 – стол, 3 –
прижимной ролик, 4 – пила, 5 – суппорт
прижимных роликов, 6 – патрубок, 7 –
маховичок настройки прижимного суппорта,
8 – маховичок настройки пильного
суппорта, 9 – рукоятка подъёма когтевой
защиты, 10 – направляющая линейка, 11 –
когтевая защита, 12 – конвейер
Охрана труда и пожарная безопасность
Техника безопасности при
работе на деревообрабатывающих станках
Прежде чем приступить
к работе, оператор обязан пройти вводный
инструктаж по общим вопросам техники
безопасности на предприятии и первичный
инструктаж по правилам техники
безопасности на рабочем месте. Кроме
того, рабочие периодически должны
проходить повторный производственный
инструктаж по технике безопасности
через каждые три месяца.
Результаты инструктажа
с оценкой знаний правил техники
безопасности записывают в специальный
журнал. Рабочему вручается памятка или
инструкция по правилам техники
безопасности, разработанная на
предприятии. Перед работой на станке
необходимо изучить руководство по
эксплуатации станка, а также руководство
по эксплуатации режущих и измерительных
инструментов.
Наладку и настройку
оборудования следует выполнять только
при выключенном
вводном рубильнике. Во время выполнения
работ у станка на видном месте должна
быть выставлена табличка с надписью
«Идет наладка». Все металлические части
станка заземляют.
Перед началом работы
необходимо привести в порядок рабочую
одежду:
застегнуть или завязать концы рукавов,
убрать свисающие концы халата, волосы
закрыть головным убором.
Не допускается
загромождать отходами или готовыми
деталями рабочие места,
проходы, подходы к станкам,
механизмам и электроаппаратуре. Рабочее
место должно быть подготовлено согласно
требованиям технологии выполнения
операций. Запрещается подавать в станок
заготовки, размеры которых больше или
меньше предусмотренных технологическим
процессом. Не следует брать или подавать
через работающий станок какие-либо
предметы. Во время работы станка не
разрешается открывать или снимать
ограждения и предохранительные
устройства, подтягивать болты, гайки и
др. При работе на станках с повышенным
уровнем шума следует пользоваться
индивидуальными средствами защиты от
шума. Не следует досылать обрабатываемый
материал в станок руками или металлическими
предметами. Запрещается измерять
обрабатываемую деталь на работающем
станке.
При возникновении
вибрации станок следует выключить,
проверить надежность
крепления инструмента и качество его
балансировки. Снимать со шкивов и
надевать на них ремни, отмыкать ограждения
инструментов следует только после
полной остановки вращающихся частей.
Запрещается пользоваться напильником,
шаберами и другими инструментами без
деревянных ручек или с неисправными
ручками. Поверхность рукояток должна
быть гладкой, ровно зачищенной, без
трещин и задиров. При работе с тяжелыми
грузами рабочий должен знать и строго
соблюдать правила техники безопасности
для стропальщиков. Нельзя находиться
в зоне действия автопогрузчиков, а также
в местах, над которыми перемещаются
грузы.
Пожарная безопасность
Пожары на деревообрабатывающих
предприятиях в основном возникают
вследствие нерегулярной и небрежной
уборки помещений, неправильного обращения
с
электрическими установками, несоблюдения
правил хранения пожароопасных
материалов и курения в запрещенных
местах.
В деревообрабатывающих
цехах сосредоточено большое количество
легковоспламеняющихся материалов:
древесных отходов, стружек, щепы, досок,
лаков, красок и т. п. Древесная пыль
является взрывоопасной и скопление ее
на рабочих местах, элементах станков,
электродвигателях и радиаторах отопления
недопустимо.
При возникновении
загорания необходимо срочно вызвать
пожарную команду по
телефону 101 или по пожарному
извещателю и до прибытия пожарной
команды принять меры по ликвидации
загорания имеющимися средствами
пожаротушения. Для предупреждения
возникновения пожаров в цехах и на
рабочих местах необходимо строго
соблюдать следующие противопожарные
правила.
Все электрические
провода должны быть тщательно изолированы,
электрические аппараты и электродвигатели
заземлены и защищены от попадания на
них посторонних предметов. По окончании
работы и во время перерыва электропривод
необходимо выключать, а подводящие
линии обесточивать.
В цехах и на рабочих
местах запрещается курить и выполнять
операции, которые могут вызвать появление
искр или открытого огня. Необходимо
систематически удалять древесную пыль
и стружку с элементов оборудования,
электродвигателей и электропроводок.
Запрещается сушить
спецодежду, лесоматериалы и другие
воспламеняющиеся предметы на приборах
отопления, производственных и отопительных
печах. Рабочие места, где имеется
повышенная опасность возникновения
пожара, должны быть снабжены огнетушителями,
ящиками с песком и емкостями с водой.
Не допускается работать на шлифовальных
станках при отключенной вытяжной
вентиляции.
Бывшие в употреблении
обтирочные материалы, концы, тряпки и
т. п., пропитанные керосином, бензином,
маслами и прочими горючими веществами,
необходимо складывать в специальные
металлические ящики с крышками. Над
местом установки ящиков должна быть
надпись «Ящик для обтирочных концов».
Нитрокраски, лаки и другие химикаты
хранят в специальных изолированных
помещениях или в шкафах и ящиках. Запас
жидкого топлива, смазочных материалов
и горючих жидкостей, находящихся в
рабочем помещении, не должен превышать
суточного расхода. Хранить их нужно
только в специальной плотно закрываемой
металлической таре, которая после
окончания работы ставится в запираемые
металлические ящики или шкафы.
1. Общие требования безопасности.
1.1. К работе на круглопильных отрезных
станках (дисковых пилах) допускаются
рабочие, прошедшие специальное обучение
и инструктаж по технике безопасности.
1.2. Рабочему запрещается приступать к
работе на пиле без защитных очков.
1.3. Запрещается приступать к работе на
станке, не изучив предварительно его
конструкцию и правила ухода за ним.
1.4. Работа на неисправной пиле, без
ограждения пильного диска и со снятыми
ограждениями —категорически запрещена!
1.5. Установка и снятие со станков деталей
и обрези весом более 16 кг должны
производиться с помощью грузоподъемных
механизмов.
1.6. Прежде чем поднять или опустить
тяжелые и громоздкие детали при помощи
грузоподъемного механизма, необходимо
удостовериться в надежной строповке
детали.
1.7. Станочнику запрещается самому
стропить груз, если он необучен и не
имеет удостоверение стропальщика.
1.8. При транспортировке деталей мостовым
краном категорически запрещается
находиться под грузом.
1.9. Для разворота длинномерных деталей
во время их подъема и перемещения должны
применяться оттяжки (крючья, тросы)
соответствующей длины.
1.10. Для обеспечения удобства и безопасности
работы возле рабочего места администрацией
цеха должно быть установлено строго
определенное место для заготовок и
готовых деталей, отходов и порядок
укладки их.
1.11. Удаление стружки со станка должно
производиться щетками, крючками,
скребками.
1.12. Перед пуском станка необходимо
убедиться в надежности крепления
заготовки и инструмента во избежании
возникновении вибрации, а также для
безопасности работы.
2. Требования безопасности перед началом
работы.
2.1. Приведи в порядок свою одежду. Одежда
не должна иметь не заправленных и
болтающихся концов, обшлага рукавов
должны быть застегнутыми или подвязанными.
2.2. Одень защитные очки.
2.3. Прими станок от сменщика, убедись в
том, что станок и рабочее место хорошо
убраны.
2.4. Подготовь свое рабочее место к
безопасной работе. Убери посторонние
предметы, освободи проходы, проверь
наличие и исправность деревянной решетки
под ногами.
2.5. Перед работой на станке проверь
наличие и прочность заземляющего
провода.
2.6. Проверь на холостом ходу исправность
станка, наличие вспомогательных и
предохранительных устройств, кожухов
и ограждений.
2.7. О неисправности станка немедленно
доложи мастеру и до их устранения к
работе не приступай.
2.8. Проверь исправность и заточку
пильного диска и прочность его крепления.
Работать с неисправным диском, у которого
не заточены зубья, поломаны сегменты,
имеются трещины и другие дефекты,
запрещается.
3. Требования безопасности во время
работы.
3.1. Прочно закрепи заготовку к призме.
3.2. При использовании гидравлического
зажима оберегай его трубки и манометр
от механических повреждений и от ударов
заготовкой.
3.3. Запрещается закреплять заготовку
во время вращения диска пилы.
3.4. Подводи диск пилы к заготовке
осторожно, плавно, без ударов.
3.5. При работе применяй режимы резания,
указанные в технологической карте.
3.6. Запрещается поддерживать руками
отрезаемый конец заготовки.
3.7. Не допускай разбрызгивания и разлива
масла и охлаждающей жидкости на пол
3.8. Запрещается стоять против диска
пилы во время его вращения.
3.9. Запрещается прикасаться
к электрооборудованию, электроустройствам,
открывать дверцы электрошкафов,
прикасаться к клеммам и проводам.Соприкосновение
с токоведущими частями опасного для
жизни.
3.10. Применяй только исправные гаечные
ключи, соответствующие размерам гаек
и болтов.
3.11. Не допускай на свое рабочее место
лиц, не имеющих отношения к порученной
работе.
3.12. Обязательно останови станок и
выключи электродвигатель при:
а) уходе от станка даже на короткое
время;
б) временном прекращении работы;
в) перерыве в подаче электроэнергии;
г) уборке, смазке и чистке станка;
д) обнаружении какой-либо неисправности
в оборудовании.
4. Требования безопасности в аварийных
ситуациях.
4.1: В случае получения травмы или
недомогания, рабочий должен немедленно
прекратить работу. Ему должна быть
оказана медицинская помощь в ближайшем
медпункте или поликлинике. При получений
более тяжёлой травмы, необходимо
пострадавшего отнести в медпункт или
вызвать скорую помощь. При остановке и
расстройстве дыхания, не ожидая прибытия
скорой помощи, сделать искусственное
дыхание.
4.2. Мастер или лицо, его заменяющее,
обязан о каждом несчастном случае
немедленно сообщить администрации цеха
для своевременного составления акта и
принятия мер, предупреждающих повторение
подобных случаев.
4.3. При возникновений аварийной ситуации
(нагрев двигателя, ненадёжное крепление
заготовки и т.п.) работник обязан
немедленно выключить станок и принять
меры для извещения об этом мастера
участка.
4.4. В случае возникновения пожара
необходимо отключить эл.энергию,
немедленно эвакуировать людей из опасной
зоны, вызвать пожарную охрану по тел.4-01
или сообщить начальнику караула по тел.
4-87 и принять меры к тушению пожара. Во
время тушения пожара надо соблюдать
особые меры предосторожности, т.к. при
возгорании многие синтетические
материалы могут выделять отравляющие
газы.
4.5. Приступать к работе только после
ликвидации аварии с разрешения мастера.
5. Требования безопасности
по окончании работ.
5.1. Выключить станок и электродвигатель.
5.2. Привести в порядок рабочее место,
убрать со станка стружку, аккуратно
сложить заготовки.
5.3. Вычистить и смазать станок.
5.4. Сдать станок сменщику и сообщить о
всех неисправностях в работе станка.
Наименование издания: Руководство эксплуатации (ЦДК-4-2-00.000 РЭ)
Выпуск издания: Тюменский станкостроительный завод
Год выпуска издания: 1972
Кол-во книг (папок): 1
Кол-во страниц: 70
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство эксплуатации (ЦДК-4-2-00.000 РЭ)
1. Техническое описание
Назначение и область применения
— Общий вид с обозначением составных частей станка
Состав станка
— Расположение составных частей станка
— Общий вид с обозначением органов управления
— Расположение органов управления
Устройство и работа станка и его составных частей
— Схема кинематическая
Электрооборудование
— Схема электрическая принципиальная
— Схема электрическая соединений
Система смазки
— Схема смазки
2. Инструкция по эксплуатации
Указанием мер безопасности
— Схема транспортировки
— График зависимости скорости подачи от высоты пропила
Порядок установки
Настройка, наладка и режимы работы
Регулирование
— Схема расположения подшипников
3. Паспорт
Общие сведения
Основные технические данные и характеристики
— Установка станка
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Приложение: Материалы по быстроизнашиваемым деталям


Ваша заявка успешно отправлена !
Ваш запрос информации на паспорт
успешно отправлен
в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру,
который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию
на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с
менеджером все условия и подробности интересующие вас.
Ответ на заявку займет от 3 до 6 часов
Сейчас выходной день
и офис работает по сокращенному режиму, ответ займет
некоторое время
Если вы не получите ответ более чем через
8 часов, это означает что по каким то причинам,
он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку!

Тема: Многопил ЦДК 5-3. Нужно руководство по эксплуатации и электрическая схема. (Прочитано 20992 раз)
0 Пользователей и 1 Гость просматривают эту тему.
RUSTEM
Всем здравствуйте. ЦДК 5-3. Нужен паспорт (руководство по эксплуатации) и электрическая схема. Спасибо
« Последнее редактирование: Ноября 21, 2008, 03:55:59 pm от RUSTEM »

Записан
ralfff
Нужно ли еще руководство по эксплуатации ? Смогу сделать через неделю, сейчас уезжаю.
Записан
sdsky
Записан
Антон Соколов
очень нужно паспорт, пришлите , пжл
Записан
пришлите , пжл
Если Вы обращаетесь к тому, кто предлагал, то, думаю — напрасно.
Его не было на Форуме с 18 Апреля 2010 года.
Возможно, не вернулся из поездки.
Записан
Антон Соколов
о как, затянулась неделя. понятно, жаль
… спасибо
Записан
Полностью паспорт не нужен. Сделайте, пожалуйста, владеющие паспортом скан электрической принципиальной схемы, больше ничего не нужно.
Записан
Записан
paserge
Помогите пожалуйста найти паспорт для ЦДК 5-3. Очень нужно. paserge@inbox.ru
Записан
mikelevich_87
Всем доброго времени суток. Есть один вопрос, как в уже 5-3 поднять конвеерную ленту вверх, а то она получается ниже стола.
Записан
иван москалёв
Скиньте, пожалуйста, электрическую принципиальную схему на многопильный станок ЦДК 5-3 на мой ящик carambotitkin@bk.ru Спасибо! Очень нужно — купили простаивает без схемы ни один электрик не берётся.
Записан