
-
Contents
-
Table of Contents
-
Bookmarks
Quick Links
Web site:
www.lybga.cn
official agency:
www.usbearth.cn
Three-axis CNC engraving machine
USER GUIDE
(F OR:3020Z-DQ/3040Z-DQ)
0
Related Manuals for CNC 3020Z-DQ
Summary of Contents for CNC 3020Z-DQ
-
Page 1
Web site: www.lybga.cn official agency: www.usbearth.cn Three-axis CNC engraving machine USER GUIDE (F OR:3020Z-DQ/3040Z-DQ)… -
Page 2: Read Before Using
Congratulations! Y ou already have your own numerical control engraving machine, but you need to carefully know it and master it, in order to make it your good assistant as soon as possible. ■Read before using: ●This machine is only designed for the surface engraving of plastics, bamboo and timber, and non- ferrous soft metal, so the application with other purposes may damage it;…
-
Page 3
■Requirements for the configuration of master control computer: ①The desktop computer must possess parallel ports; Notebook PC or USB parallel port cannot be used normally. ②Minimum configuration of the computer: CPU/1G, 512M memory, 20G hard disk, mainboard with parallel port, WIN-XP operating system. ■Introduction to control software and design software: ①Control software: Mach3 is recommended (EMC2 and Kcam4 can also be applied, and consult software providers for detailed information);… -
Page 4: Table Of Contents
3020Z/3040Z-DQ CNC Engraving Machine CONTENTS ■Read before using—————————————————————-1 ■To know your engraving machine——————————————4 · Composition name of the machine · Sketch map of installation and wiring ■To test your engraving machine———————————————5 · (Mach3) Software settings · Trial run and manual control test for the machine ·…
-
Page 5: To Know Your Engraving Machine
■To know your engraving machine ◆Composition name of the machine ◆Sketch map of installation and wiring…
-
Page 6: To Test Your Engraving Machine
■To test your engraving machine ◆Installing the control software · Software is not included in this machine, so please purchase appropriate software in line with your fondness; It is recommended to use Mach3 to control it; · Please carefully read the instructions about installation in the Mach3 software manual before installing the software.
-
Page 7
② ③ ④… -
Page 8
⑤ ⑥… -
Page 9: Trial Run And Manual Control Test For The Machine
⑦ Please carefully read the above picture for setup, and the mistake of any number or option will lead to the failure of the engraving machine, or even lead to accident when operating the machine. ◆Trial run and manual control test for the machine ①Check and confirm: whether the connection among computer→control box→engraving machine is correct;…
-
Page 10: Definition Of Triaxial Coordinate
④Now press the direction key on the keyboard, there may be some response actions from the X or Y axis, and the digital coordinate of corresponding axis on the screen may be changed. The left and right keys control the X axis, while the up and down keys control the Y axis, the Page-UP and Page-DOWN keys control the Z axis;…
-
Page 11: To Use Your Engraving Machine
methods: ①Uninstall MACH3 software, change the MACH3 of other version, and do installation test (because some main board parallel ports are not compatible with MACH); ②Check whether your parallel port is normal, and please change another set of qualified desktop computer and do test.
-
Page 12
①First, we operate the XY axis through manual control, and move the principal axis close to the initial point; Install a flat base pointed knife. ②Turn off the power switch of electric cabinet (the phase step motor will not be self-locked when the power is cut off), and then slowly wring the hand wheels for fine control on three stepping motor, to move the tool nose to the initial point. -
Page 13: Install Auxiliary Operating Platform For Your Engraving Machine
Attention: at the time engraving, prevent the hand from getting too close to the cutter with highly revolving speed, and do not observe it in close distance. After finishing the engraving, first turn down the revolving speed of the principal axis to the minimum; then rise Z axis in Mach3 through manual control, and move the spindle motor outside the engraving materials;…
-
Page 14: Secondary Engraving Practice
◆Secondary engraving practice Now, we can use the auxiliary operating platform. Double color plate is one of the most commonly used engraving materials, which is shown as the following picture: ①Stick double-faced adhesive tape on the back of the double color plate; ②Paste it on the milled plane of the auxiliary operating platform, and press it to make it stickfast;…
-
Page 15: Application Of Tool Setting Gauge
pasted on the auxiliary operating platform, the size of the material should within the scope of 90X90mm. Meanwhile, the initial point of this file is on the top left corner. The application of engraving machine is easy, which can be summarized as: clamping materials, tool setting, and engraving.
-
Page 16: Control The Spindle Motor Through Software
Using method: ① Just shown in the picture, put the tool setting gauge on the materials to be engraved, and then adjust Z axis to an appropriate position manually. When the tool setting is triggered, Z axis may arise 5mm automatically;…
-
Page 17
① Move the control switch on the back of the control box to the M position. (Attention: M position means that the spindle motor is controlled by MACH3 software; H position means that it is controlled by the electric control panel; no matter which method is used, you must first press the SPINDLE switch, and otherwise the principal axis is not electrified.) ②… -
Page 18
◆Notice for maintenance of the machine: ①Each time after engraving, you should first close the principal axis and power switch, and then clean the scraps produced by engraving in time. ②Lubricate the guide way, bearing, and screw mandrel of the machine per time every month; Use clean cotton fabric with white oil (sewing-machine oil) to clean the guide way, smear some white lubricating grease on the screw mandrel, and then turn on the machine to operate for several times.
This manual is also suitable for:
3040z-dq
На чтение 26 мин. Просмотров 1 Опубликовано
Содержание
- Станок CNC — Инструкция по эксплуатации
- Инструкция фрезерного станка ЧПУ по дереву — серия L
- РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ — серия L
- 1. ОБЩИЕ СВЕДЕНИЯ
- 1.1 Назначение
- 1.2 Область применения
- 2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 2.1 Техническая характеристика (основные параметры и размеры)
- 2.2 Техническая характеристика электрооборудования
- 3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
- 3.2 Правила безопасности за работающим станком
- 3.3 Требования электробезопасности
- 3.4 Требования безопасности окружающей среды
- 4. СОСТАВ СТАНКА
- ВОЗМОЖНЫЕ ОПЦИИ фрезерного станка 2030L (в базовую стоимость и комплектацию не входят)
- 4.2 Инвертор
- 5. ЭЛЕКТРООБОРУДОВАНИЕ
- 5.1 Общие сведения
- 5.2 Первоначальный пуск
- 5.4 Безопасность
- 6. ПОРЯДОК УСТАНОВКИ
- 6.1 Распаковка
- 6.2 Транспортировка
- 6.3 Очистка станка после транспортировки
- 6.4 Монтаж станка
- 6.5 Подготовка к первоначальному пуску и первоначальный пуск
- 7. ПОРЯДОК РАБОТЫ
- 9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
- 9.1 Неисправности и методы их устранения
- 9.2 Заказ запасных частей
- 10. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- 11 ХРАНЕНИЕ
- 12 УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- КАРТА СМАЗКИ
- 12.7 Указания по эксплуатации шпинделя
- ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Станок CNC — Инструкция по эксплуатации
CNC инструкция по эксплуатации
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH 340 SER (путь- / driver /).
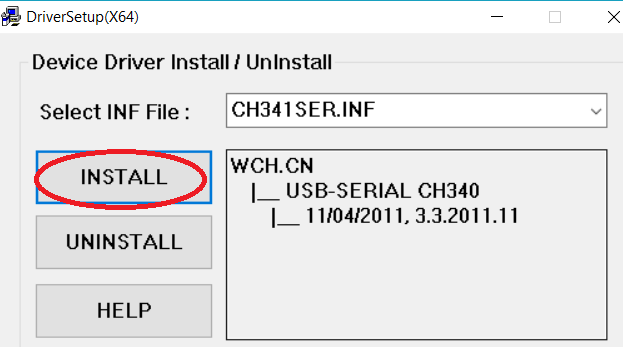
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
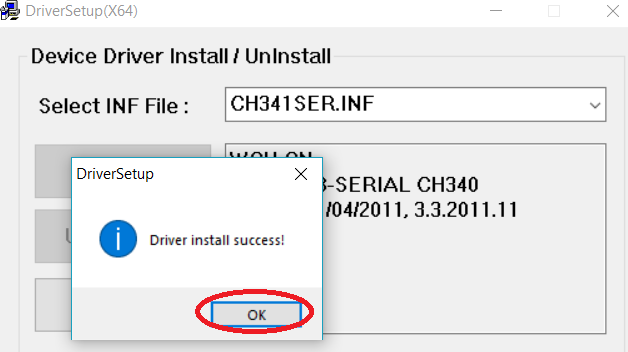
Нажимаем INSTALL , драйвер устанавливается, и появляется окно, что успешно установлен ( Driver install success !), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
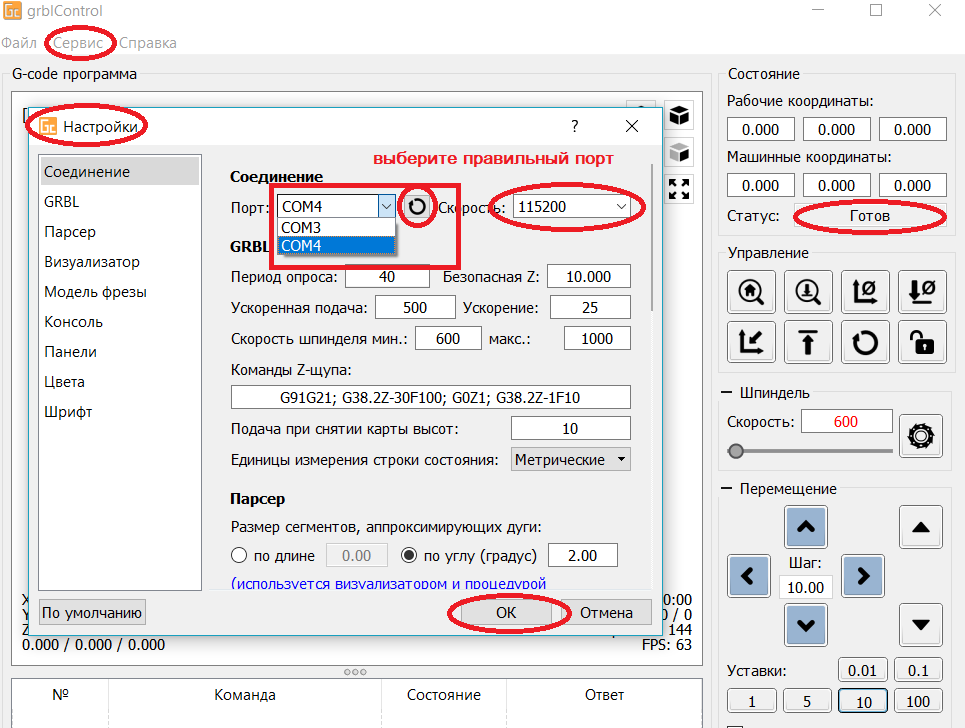
3. Раскройте контрольную программу grblControl . exe , чтобы соединить станок и выбрать правильный порт :
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB ).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
В консоле (внизу): Соединение успешно установлено : [ CTRL + X ] Grbl 0.9 j [‘$’ for help ]
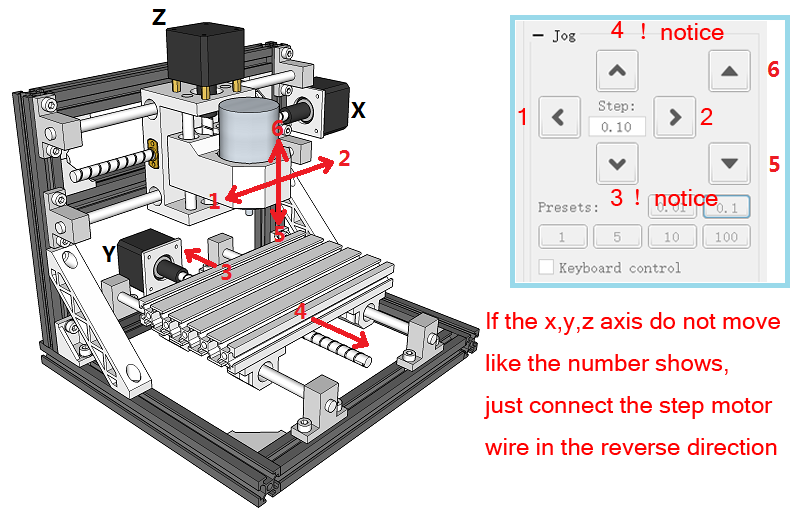
4. Проверить направление оси XYZ :
Если ось x , y , z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
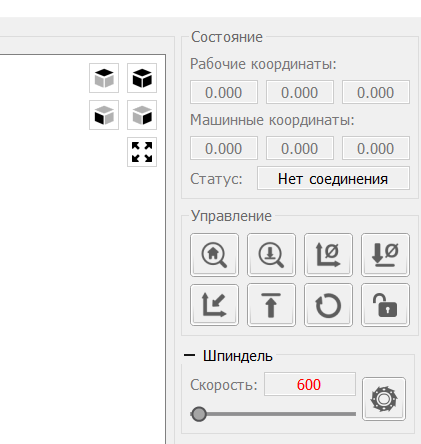
Как обнулить положение гравера:
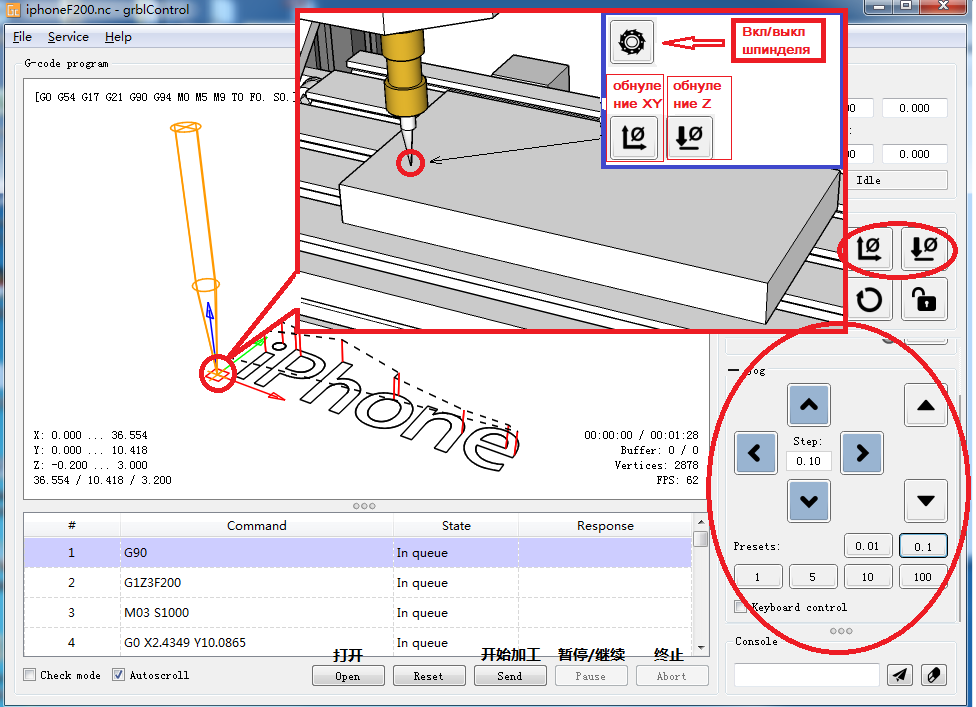
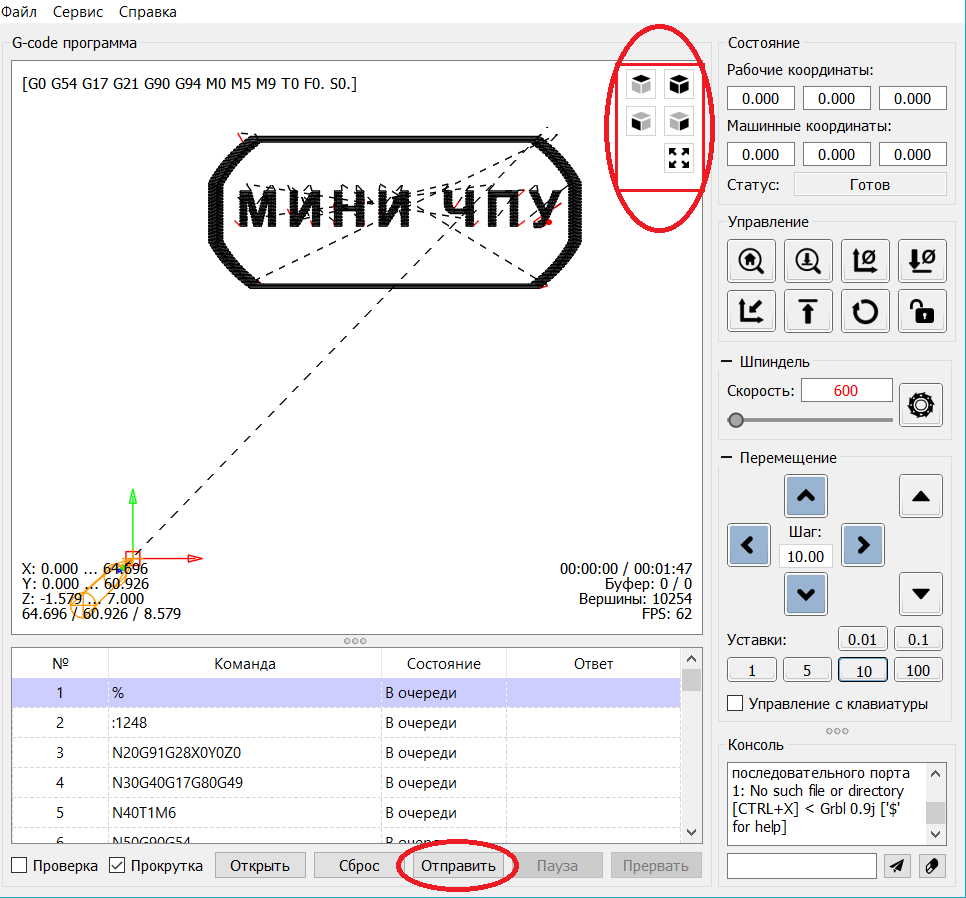
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y ), затем опустите фрезу по оси Z . Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY » и «Обнулить Z «.
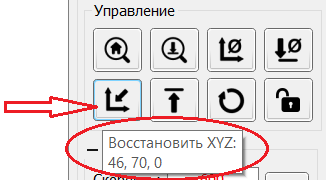
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ «.
Проверьте станок, прежде чем начать официальную гравировку.
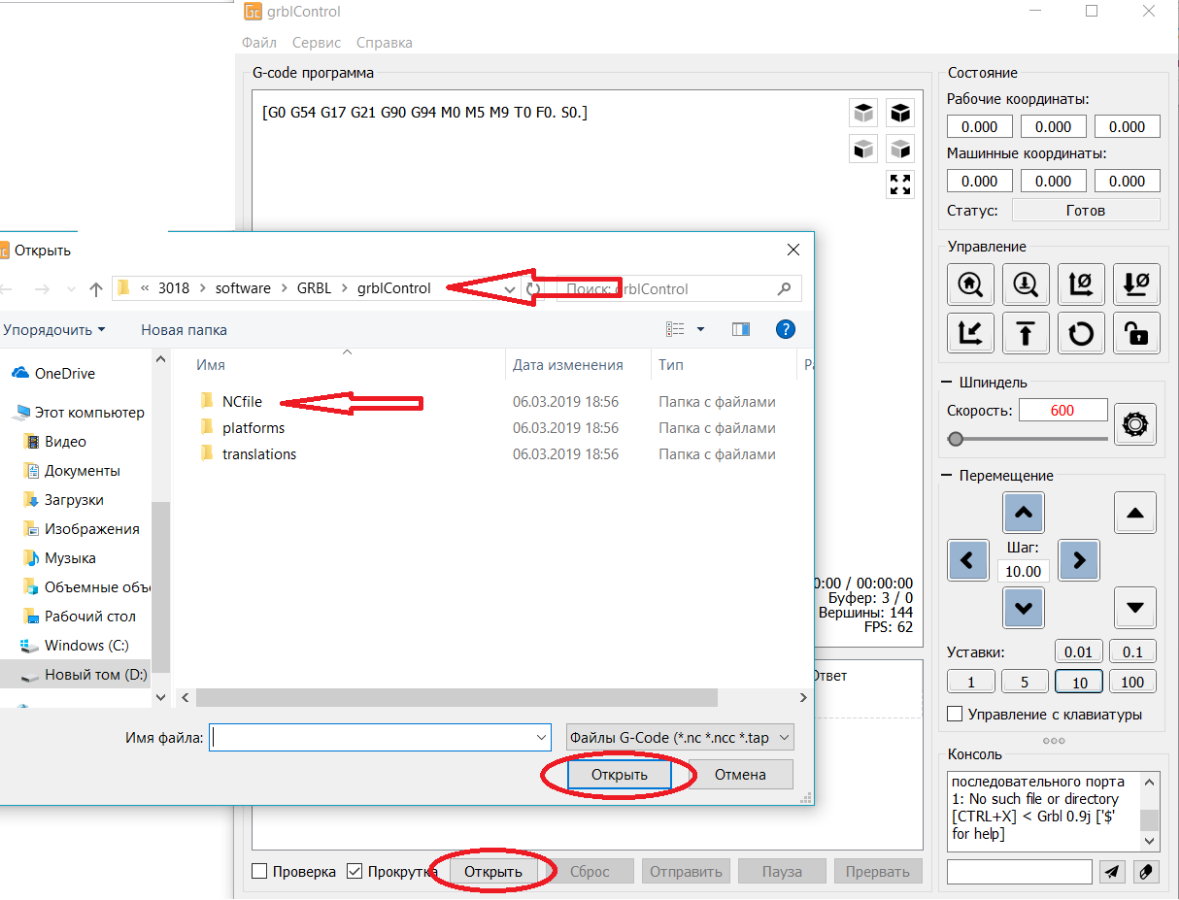
6. Загрузка файла в управляющую программу grblControl .
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки » NCfile » готовый файл (с расширением *. nc ), чтобы выгравировать.
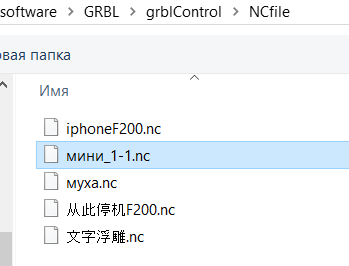
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *. nc .
3) потом файл открывают управляющей программой « grblControl . exe » и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Источник
Инструкция фрезерного станка ЧПУ по дереву — серия L
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ — серия L

Благодарим Вас за покупку фрезерного станка с ЧПУ СЕРИИ TS 1515L- 2040 L Данное руководство содержит пояснения по правильной эксплуатации, техническому обслуживанию и быстрой диагностике причин не-исправностей, чтобы сделать использование оборудования как можно более безопасным и производительным. Руководство по эксплуатации оборудования не отражает незначительных конструктивных изменений в оборудовании, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, получаемой с ними.
1. ОБЩИЕ СВЕДЕНИЯ
1.1 Назначение
1.2 Область применения
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1 Техническая характеристика (основные параметры и размеры)
| Наименование параметров и размеров | Значение | |
| Модель: TS1515L TS1325L TS2030L TS2040L |
||
| Система управления станка | ||
| 1 | Модель системы управления | NC-studio |
| 2 | Программа управления параметрами | Интегр. ПО |
| 3 | Код команд программирования | G — коды, *plt |
| 4 | Тип порта подключения внешних устройств | |
| Характеристики рабочей зоны | ||
| 1 | Размеры рабочего стола, мм | 1500*1500 1300*2500 2000*3000 2000*4000 |
| 2 | Размеры вакуумного стола, мм | 1500*1500 1300*2500 2000*3000 2000*4000 |
| 3 | Размеры зоны обработки X и Y, наибольшие, мм | 1500*1500 1300*2500 2000*3000 2000*4000 |
| 4 | Перемещение шпинделя по оси Z, мм * | 200 |
| 5 | Толщина обрабатываемых заготовок, наибольшая, мм | 200 |
| 6 | Скорость подачи рабочего хода, м/мин ** | 0 — 10 |
| 7 | Скорость подачи холостого хода, м/мин | 0 — 17 |
| 8 | Дискретность перемещений по осям X, Y и Z мм | 0,08 |
| Инструмент | ||
| 1 | Модель цанги крепления инструмента, мм | ER20 |
| 2 | Максимальный диаметр хвостовика инструмента, мм | 20 |
| Система смены инструмента | ||
| 1 | Тип захвата инструмента | — |
| 2 | Способ крепления инструмента | Ручной |
| 3 | Исполнение патрона | — |
| 4 | Количество сменных инструментов, шт | — |
| 5 | Давление сжатого воздуха пневмосистеме, кг/см2 (Бар) | — |
| 6 | Частота вращения шпинделя, oб/мин | 24000 |
| Параметры и размеры вакуумной системы | ||
| 1 | Тип насоса | Воздушно вихревой |
| 2 | Подключение вакуумного насоса | 1 канал, после размера 2030 2 канала |
| (D) 50 мм | ||
| 3 | Производительность вакуумного насоса, м3/час | 320 |
| Характеристики электрического питания | ||
| 1 | Тип питания | Переменный, трехфазный |
| 2 | Напряжение питания , В | 380 |
| 3 | Частота тока, Гц | 50 |
| 4 | Мощность шпинделя, кВт | 3.2 — 3.7 |
| 5 | Количество электродвигателей перемещения портала, суппорта и шпинделя, шт | 4 |
| 6 | Мощность электродвигателей перемещения | 0.55 |
| 7 | Количество вакуумных насосов, шт | 1 |
| 8 | Мощность вакуумного насоса, кВт | 3 кВт. |
| 9 | Общая установленная мощность, кВт | 8 |
| Габаритные размеры и вес | ||
| 1 | — длина, мм | 3050-4500 |
| 2 | — ширина, мм | 2350-3000 |
| 3 | — высота, мм | 1650 |
| 4 | Вес, кг | 900-1200 |
| Регламентированные требования к окружающей среде | ||
| 1 | Температура, ºС | +12 до + 45 |
| 2 | Относительная влажность, % | до 75 |
| 3 | Высота над уровнем моря, м | до 1000 |
| 4 | Среда не должна содержать воспламеняющихся веществ | — |
2.2 Техническая характеристика электрооборудования
| Наименование параметров и размеров | Данные | |
| 1 | Род тока питающей сети | переменный |
| трехфазный | ||
| 2 | Частота тока, Гц | 50 |
| 3 | Напряжение, В | 380/220 |
| 4 | Количество электродвигателей, шт. | 7 |
| 5 | Электродвигатель-шпиндель фрезерного суппорта: | |
| количество, шт. | 1 | |
| частота вращения, oб/мин | 24000 | |
| мощность, кВт. | 03.фев | |
| 6 | Электродвигатели шаговые постоянного тока: | |
| количество, шт. | 4 | |
| мощность * , кВт. | 0,55 | |
| 7 | Электродвигатели вакуумного оборудования: | |
| количество, шт. | 1 | |
| мощность*, кВт. | 5,5 | |
| 8 | Электродвигатели эксгаустерного оборудования : | |
| количество, шт. | 1 | |
| мощность, кВт. | 3 | |
| 9 | Установленная мощность, кВт. | 16.5 |
3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
3.1.1. Мероприятия, обеспечивающие безопасность эксплуатации электрооборудования выполнены в соответствии с требования «Правил устройства электроустановок».
3.1.2. Станок соответствует ГОСТ 25223 «Оборудование деревообрабатывающее. Общие технические условия».
3.1.3. К работе на станке допускается персонал, изучивший оборудование станка, правила эксплуатации и получивший инструктаж по технике безопасности.
3.1.4. При эксплуатации станка обязательно строгое соблюдение действующих на заводе российских, ведомственных и заводских правил и инструкции по технике безопасности.
3.1.5. Инструкция о мерах безопасности при работе на станке должна находиться на рабочем месте обслуживающего персонала.
3.1.6. Рабочее место оператора должно содержаться в чистоте и не быть скользким.
3.1.7. Обслуживающий персонал станка обязан:
- строго соблюдать правила эксплуатации и требования инструкция по технике безопасности;
- содержать в чистоте рабочее место в течение всего рабочего времени, не допуская загромождения проходов заготовками.
3.1.8. При ремонте оборудования станка на вводном автомате (рубильнике) должен быть вывешен плакат: «НЕ ВКЛЮЧАТЬ – работают люди!»
3.1.9. ЗАПРЕЩАЕТСЯ во время работы станка:
- находится между работающими узлами;
- опираться на работающее оборудование;
- производить уборку оборудования.
3.1.10. При обнаружении возможной опасности следует отключить станок, предупредить обслуживающий персонал и администрацию цеха.
3.1.11. При любом нечастном случае за станком необходимо немедленно оказать помощь пострадавшему и сообщить о случившемся в мед-пункт завода и администрации участка (цеха).
3.1.12. ЗАПРЕЩАЕТСЯ при работе за станком загромождать проходы и проезды около станка заготовками и обработанными изделиями.
3.1.13. ЗАПРЕЩАЕТСЯ работа на неисправном или не подготовлен-ном к работе оборудовании.
3.1.14. ЗАПРЕЩАЕТСЯ приступать к работе за станком при:
- неисправности заземляющих устройств;
- отсутствие смазки или неисправности системы смазки, хотя бы у одного из узлов и механизмов;
- обнаружение поломанного инструмента,
- неисправности эксгаустерных устройств.
3.1.15. Заготовки, устанавливаемые на станок, должны быть надежно закреплены на столе.
3.1.16. Узлы станка, имеющие настроечные перемещения, оснащены фиксаторами, исключающими самопроизвольное ослабление их в процессе работы.
3.2 Правила безопасности за работающим станком
3.2.1. Обслуживающий персонал обязан выполнять требования по обслуживанию оборудования, изложенные в «Руководстве по эксплуатации» на станок, а также требования предупредительных табличек, установленных на станке.
3.2.2. Сигнальные цвета знаков безопасности на станке соответствуют требованиям ГОСТ 12.4.026.
3.2.3. Производить замену и под наладку инструмента только при полной остановке станка.
3.2.4. Инструмент, устанавливаемый на станке (фрезы и сверлильный инструмент), должен быть всегда острым. В случае повреждения инструмента немедленно замените его.
3.2.5. Скорость обработки необходимо выбирать всегда в соответствии обрабатываемым материалом.
3.2.6. Не брать и не передавать через работающие механизмы какие-либо предметы.
3.2.7. Не производить во время работы станка подтягивание винтов, болтов, гаек и других деталей.
3.2.8. При работе станка производить загрузку заготовок, контроль точности обработки изделий и съём обработанных деталей только на специально предусмотренных для этого позициях.
3.2.9. Выключите станок и снимите напряжение отключением вводного автомата при:
- уходе от станка даже на короткое время;
- временном прекращении работы;
- уборке, смазке и чистке оборудования.
3.2.10. ЗАПРЕЩАЕТСЯ устранять любые неполадки при работе стан-ка.
3.2.11. Соблюдайте меры предосторожности при устранении неполадок. Помните, что при нажатии кнопок с определенной символикой и надписями, соответствующие механизмы станка совершают движения.
3.2.12. ЗАПРЕЩАЕТСЯ устранять неисправности в станке без снятия напряжения, если характер неисправностей не требует ее устранения под напряжением.
3.2.13. ЗАПРЕЩАЕТСЯ обрабатывать на станке заготовки с размера-ми и отклонениями формы, превышающими величины, изложенные в п. 1.1.2. технических условий на станок.
3.2.14. При обработке материалов на станке убедитесь в отсутствии металлических предметов и иных посторонних вкрапления на поверхности заготовок.
3.3 Требования электробезопасности
3.3.1. Мероприятия, обеспечивающие безопасность эксплуатации электрооборудования выполнены в соответствии с требованиями ГОСТ Р МЭК 60204-1 «Электрооборудование машин и механизмов»
3.3.2. Необходимо следить за тем, чтобы крышки распределительных коробок и других электрических устройств были закрыты, а уплотнения не имели повреждений.
3.3.3. ЗАПРЕЩАЕТСЯ устранять неисправности электрооборудования станка лицам, не имеющим права обслуживания электроустановок.
3.3.4. Оборудование станка оснащено нулевой защитой, исключаю-щей самопроизвольное включение станка при восстановлении внезапно исчезнувшего напряжения.
3.3.5. ЗАПРЕЩАЕТСЯ работать за станком с нарушенными блокировками, а также с неисправной системой контроля и сигнализации.
3.3.6. Обслуживающий персонал обязан периодически (раз в неделю) проверять блокировочные устройства.
3.3.7. Станок в собранном виде со всеми электрическими соединения-ми проверен на непрерывность цепи защиты в соответствии с ГОСТ Р 50571.16, 612.6.3. Необходимо контролировать крепление соединений проводов. Если длина защитной цепи не более 30 м, непрерывность цепи защиты проверяется пропуском через нее тока не менее 10А, частотой 50 Гц, направляемом источника БСНН в течение 10 с. При минимальном эффективном поперечном сечении провода защиты 2,5 мм2 максимальное установленное падение напряжения равно 1,9 В.
3.3.8. Электрооборудование станка проверено на электрическую прочность изоляции в соответствии с ГОСТ Р МЭК 60204-1 «Электрооборудование машин и механизмов» Измеренное при 500 В постоянного тока между проводами силовой цепи и цепи защиты сопротивление изоляции электрических цепей, аппаратов и электродвигателей не должно быть менее 1 Мом в любой незаземленной точке измерения. При испытании прочности изоляции силовых цепей и присоединенных к ним цепей управления не должно быть пробоя изоляции. Момент пробоя определяется сбросом показаний ПУС-3 и отключением сигнальной лампочки.
3.3.9. Электрооборудование станка проверено повышенным напряжением. При подаче испытательного напряжения, составляющего двойное значение номинального напряжения питания или 1000 В, если это значение больше, имеющего частоту 50 Гц и подаваемого от трансформатора минимальной мощностью 500 ВА, электрооборудование выдерживает подаваемое напряжение в течение не менее 1 с между проводами всех цепей и защитными цепями, за исключением предназначенных для работы с БСНН или более низких и цепи защиты.
3.3.10. Надежность заземления соответствует ГОСТ 12.2.007.0. Значение сопротивления между заземляющим болтом (винтом, шпилькой) и каждой доступной прикосновению металлической нетоковедущей частью станка, которая может оказаться под напряжением, не превышает 0,1 Ом.
3.3.11. В аварийных случаях пользуйтесь специальным аварийными остановами — грибковыми кнопками «Стоп». При аварийном «Стоп» станок отключается.
3.4 Требования безопасности окружающей среды
4. СОСТАВ СТАНКА
Рабочее поле XYZ. Сварная станина обеспечивает требуемую жесткость при относительно не большой массе. Что делает установку и транспортировку станка более комфортным и мобильным.

Данная высота для обозначенного размера рабочего поля является достаточно консервативным решением но вполне функциональным. Малый вес, высочайшая прочность позволяют достичь значительного ускорения в перемещении и при этом выдерживать значительный вес навесных элементов. Отсутствие заноса (инерции), все эти данные способствуют поднятие точности при обработке до максимальных значений.

Столы станков предварительно идут с вакуумной подготовкой. При желании, необходимо дополнительно приобрести вакуумный насос и станок получает полноценный вакуумный стол.

Шпиндель
3.2 (вод.охл)/3.5 (возд.охл.)/3.7 (возд.охл.)

Квадратные направляющие — THK
Станок по всем осям оснащен квадратными линейными направляющими и каретками фирмы THK (Тайвань).

Зубчатая рейка Apex, Тайвань.
Передача по осям X,Y станка осуществляется зубчатой рейкой фирмы YYC/Herion, За счет применения рейки увеличивается точность при работе станка, а также скоростные преимущества, увеличивая скорость холостого перемещения до 50 м/мин

Механизм привода ось Z-ШВП 20 мм.

Шаговый двигатели Leadshine 4 шт.

NCStudio — бесплатное программное обеспечение для управления станками с ЧПУ. Программа позволяет настраивать оборудование и отправлять команды в управляющую программу. Ввиду большого функционала и доступности соответствующей PCI платы софт активно используется при работе на фрезерных и гравировальных станках.

Платы и драйвера управления — NC Studio.
Выполнены на высокоточном производстве. Отличаются производительностью. Ввиду своей универсальности и техническим характеристикам имеют очень большой и долгий спектр применения.

Электронный блок управления с комплектующими ведущих мировых производителей.

ВОЗМОЖНЫЕ ОПЦИИ фрезерного станка 2030L (в базовую стоимость и комплектацию не входят)
Вакуумный стол и вакуумный насос 5.5 кВт.*2 шт,(вакуумный вихревой насос), для полей свыше 1500*3000 рекомендовано установка от 2 шт.

Вакуумный стол и вакуумный насос 5.5 кВт.*2 шт,(вакуумный роторный пластинчатый насос),для полей свыше 1500*3000 рекомендовано установка от 2 шт.

4.2 Инвертор
При использовании выключателя короткого замыкания на землю следует выбрать сенсор с чувствительностью 200 Ма. Время определения данного сенсора должно быть не менее 0.1 секунды.
Подсоедините терминалы R\L1 S\l2 T\L3 через без предохранительный прерыватель к трехфазному источнику переменного тока для защиты цикла. Нет необходимости учитывать последовательность фаз при подключении.
ВНИМАНИЕ! Не подключайте трехфазные модели фрезерного станка к однофазным источникам электропитания.
 Проверьте состояние электропроводки. В частности необходимо про-верить подключение выходных терминалов U V W. — они не должны быть подключены к сети электропитания. Панель инвертора выглядит следующим образом:
Проверьте состояние электропроводки. В частности необходимо про-верить подключение выходных терминалов U V W. — они не должны быть подключены к сети электропитания. Панель инвертора выглядит следующим образом:
- Отображает частоту переменного тока привода
- Отображает актуальную частоту на терминалах
- Определенные пользователем единицы
- Отображает выходные параметры на терминалах
- Отображает статус двигателя
5. ЭЛЕКТРООБОРУДОВАНИЕ
5.1 Общие сведения
Электрооборудование станка включает в себя:
• станок с установленными на нем электроприводами и электроаппаратурой;
• электро-шкаф;
• пульт управления на стенке электро-шкафа.
Электрооборудование станка выполнено для питания от четырехпроводной сети трехфазного переменного тока напряжением 380/220 В, часто-той 50 Гц.
5.2 Первоначальный пуск
При транспортировке станка и установке его у потребителя возможны нарушения контактных соединений проводников и заводской регулировки аппаратов. Поэтому подготовка к первоначальному пуску имеет большое значение для обеспечения нормальной работы станка у потребителя. Пуск станка должен проводиться специальной организацией, иначе претензии по электрооборудованию не принимаются. Рекомендуется устанавливать стабилизатор напряжения для обеспечения напряжения 380 + 5% В.
Перед первоначальным пуском необходимо провести ряд подготовительных работ.
ВНИМАНИЕ! ВСЕ РАБОТЫ ПО НАЛАДКЕ ЭЛЕКТРООБОРУ-ДОВАНИЯ ПОД НАПРЯЖЕНИЕМ ДОЛЖНЫ ПРОИЗВОДИТЬСЯ ТОЛЬКО ПЕРСОНАЛОМ, ДОПУЩЕННЫМ К ПРОИЗВОДСТВУ ЭТИХ РАБОТ.
5.2.1. Проверить надежность всех контактных соединений, надежность цепей заземления, качество монтажа и соответствие его принципиальной схеме.
5.2.2. Подключить приводы перемещения и двигатель-шпиндель к сети.
5.2.3. Перед монтажом станка после длительного хранения следует из-мерить сопротивление изоляции обмоток двигателей. Двигатели, имеющие сопротивление изоляции обмоток менее 0,5 Мом, нужно просушить. Температура обмоток статора во время сушки не должна превышать значений, определенных классом температурной устойчивости изоляции. Сушка считается законченной, если сопротивление изоляции обмоток относительно корпуса и между обмотками достигло 0,5 Мом, а затем в течение 2-3 часов не меняется.
5.2.4. Проверить работу блокировок и действие кнопок аварийного отключения
5.3 Подготовка к работе
Специальным кабелем, входящим в комплект поставки станка, соединить выходную часть станка с устройством обмена данными с компьютером. ВНИМАНИЕ! Кабель подключать только при отключении стан-ка и компьютера от сети. В противном случае, цепь устройства обмена данными может быть повреждена. Настроить станок в соответствии с разделом 8 «Программное обеспечение».
5.4 Безопасность
5.4.1. Оборудование и все входящие в него устройства и механизмы при установке на месте эксплуатации должны быть надежно заземлены и подключены к общей системе заземления. Для этого на электро-шкафе, пульте управления и металлоконструкциях оборудования имеются узлы заземления, посредством которых они подсоединяются к общей системе заземления. Сопротивление заземления любой точки электрооборудования и общей шиной заземления не должно превышать значения 0,1 Ом.
5.4.2. Эксплуатация электрооборудования должна осуществляться в соответствии с требованиями действующих «Правил устройства электро-установок», «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей».
5.4.3. Сопротивление изоляции в любой точке электрооборудования, не соединенной электрически с землей, должно быть не ниже действующих норм.
5.4.4. Измерение сопротивления изоляции и другие необходимые испытания электрических машин, аппаратов и специальных устройств должны производиться в соответствии с главой 1-8 ПУЭ, инструкциями и пас-портами на это оборудование.
5.4.5. Осмотр и наладка электрооборудования должны производиться только персоналом, имеющим допуск на производство этих работ. Запрещается снимать изолирующие крышки с изображением «Знак напряжения». Запрещается деблокировать работу электрических блокировок.
ВНИМАНИЕ! ПРИ РЕМОНТЕ ЭЛЕКТРООБОРУДОВАНИЯ ВВОДНОЙ ВЫКЛЮЧАТЕЛЬ ДОЛЖЕН БЫТЬ ОБЯЗАТЕЛЬНО ОТКЛЮЧЕН!
5.5 Монтаж и эксплуатация
5.5.1. Монтаж электрооборудования должен быть произведен согласно монтажному чертежу или аналогичному документу. Монтаж и наладка должны выполняться специализированными пусконаладочными организациями.
5.5.2. Указания по эксплуатации.
В процессе эксплуатации возникает необходимость в периодическом осмотре, регулировании, смазке и выполнении планово-предупредительных ремонтов электрооборудования. Для надежной работы электрооборудования необходимо:
- 1) ежедневно проверять работу сигнальных ламп, блокировок, обеспечивающих безопасную эксплуатацию электрооборудования;
- 2) еженедельно проверять установку реле времени, работу цепей аварийного отключения;
- 3) ежемесячно проверять затяжку винтов крепления проводов и клемм электроаппаратов, удалять пыль с электрооборудования.
Капитальные, средние и текущие ремонты, а также плановые осмотры электрооборудования проводятся одновременно с ремонтами и осмотрами станка.
6. ПОРЯДОК УСТАНОВКИ
6.1 Распаковка
6.2 Транспортировка
Транспортировка станка, как в упаковочном ящике, так и без тары должна осуществляться только специально обученным и аттестованным персоналом при выполнении соответствующих требований техники без-опасности. Необходимая информация по весу станка и его центровке указана на упаковочном ящике. Используемые для подъема станка и его транспортировки к месту монтажа кран или автопогрузчик должны иметь необходимую грузоподъемность и аттестованные стальные стропы или ремни. Во избежание повреждения станка стальные тросы и элементы конструкции станка должны быть разделены через деревянные прокладки. Аккуратно поднять станок, при необходимости с помощью дополнительных деревянных прокладок обеспечить горизонтальность и баланс станка, исключив его раскачивание во время транспортировки. При транспортировании станка двигатель-шпиндель снимается со станка и упаковывается отдельно.
6.3 Очистка станка после транспортировки
Перед установкой станка необходимо тщательно очистить его от анти-коррозийных покрытий, нанесенных на открытые, а также закрытые ко-жухами и щитками обработанные поверхности и во избежание коррозии покрыть тонким слоем масла И-3А ГОСТ 20799-75.
Предварительная очистка производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетка-ми, смоченными в керосине или уайт-спирите, затем протереть поверхности насухо.
6.4 Монтаж станка
Допускается установка станка на вибро-опоры на массивных бетонных полах толщиной не менее 100 мм. Поместить слесарный уровень на середину рабочего стола станка последовательно в продольном и поперечном направлении. Выровнять станок в горизонтальной плоскости с помощью подкладок и установочных болтов или другим способом до уровня + / — 0.1/1000 мм. После регулировки за-лить анкерные болты и зазор между станиной и фундаментом бетоном, а когда он схватится, протянуть болты. После этого еще раз проверить горизонтальность рабочего стола уровнем.
Затяжку гаек производить равномерно и плавно.
6.4.3. Установка системы забора пыли
- Вытащите системы забора пыли из упаковки
- Проведите установку системы забора пыли в соответствии с руководством по эксплуатации.
- Подсоедините систему забора пыли к сети электропитания.
- Выполните подключение патрубков системы забора пыли в соответствии с инструкцией по эксплуатации.
6.4.4. Подсоединение компрессора (опция).
Подключение компрессора должно выполняться в соответствии с инструкцией по эксплуатацией, соблюдайте также требования правил техники безопасности и охраны труда при эксплуатации компрессора.
6.4.5. Установка вакуумного насоса
- Вытащите вакуумный насос из упаковки. Установите насос в соответствии с изображением 6.
- Подсоедините к вакуумному насосу патрубки.
- Выполните подключение вакуумного насоса к системе электропитания с напряжением 380 вольт.
- Проверьте направление вращения вала вакуумного насоса, правильным считается направление по часовой стрелке.
- Ежедневно проводите чистку фильтра
6.5 Подготовка к первоначальному пуску и первоначальный пуск
6.5.1. Заземлить станок, пульт и электро-шкаф подключением к общей цеховой системе заземления.
6.5.2. Подключить станок к электросети, проверить соответствие напряжения сети и электрооборудования станка.
6.5.3. Выполнить указания, изложенные в разделах «Электрооборудо-вание» и «Смазочная система», относящиеся к пуску.
6.5.4. Ознакомившись с назначением кнопок и рукояток управления, проверить на холостом ходу работу механизмов в наладочном режиме.
6.5.5. Если первоначальный пуск будет производиться потребителем более чем через 2 месяца после отгрузки станка, или длительного перерыва, или если станок при транспортировке находился в условиях повышенной влажности, то перед пуском следует продержать станок и электро-шкаф 3. 5 дней в сухом помещении для удаления влаги из изоляции электродвигателей.
6.5.6. Для первоначального пуска необходимо:
- проверить надежность заземления и качество монтажа электрооборудования;
- отключить провода питания электродвигателей, включить вводной выключатель и кнопками на пульте проверить четкость срабатывания магнитных пускателей, реле и блокировок. После проверки подключить про-вода питания электродвигателей, обеспечив правильность их вращения.
- пустить станок вхолостую для проверки правильности работы узлов станка. Если в течение 2-х часов испытаний станка на холостом ходу не наблюдалось нагрева подшипников шпинделей, электродвигателей, не бы-ло стука и каких-либо неполадок, можно приступить к настройке станка для работы под нагрузкой.
6.5.7. Для обеспечения безопасной и надежной работы шпинделя запустите шпиндель на максимальной скорости в течение 10-15 минут, чтобы повысить температуру двигателя до 30-40ºС.
7. ПОРЯДОК РАБОТЫ
. Все работы на станке должны выполняться квалифицирован-ным, прошедшим обучение работе на этом станке персоналом.
Принципиальная пошаговая инструкция:
- Установите режущий инструмент на шпиндель до включения станка. (ВНИМАНИЕ! Перед установкой инструмента отключить напряжение станка.) Закрепите вал двигателя-шпинделя с помощью гаечного ключа и затяните зажимную втулку с помощью специального гаечного ключа, чтобы закрепить инструмент.
- Включить станок нажатием кнопки «Пуск» (зеленого цвета) расположенной на шкафу управления.
- Включите компьютер. Запустить программу NC Studio.
- Выполнить обнуления положение шпинделя по осям X, Y, Z.
- Загрузить программу обработки в программу NC Studio.
- Закрепить заготовку на рабочем столе наиболее оптимальным надежным образом, который не будет требовать последующей переустановки до завершения работы.
- Выставить рабочие нулевые точки X и Y положения шпинделя (инструмента).
- Откалибровать ось Z по верхней плоскости заготовки, с учетом размещения заготовки в рабочей зоне по высоте и длины инструмента.
- Запустить станок. Подождать прогрева шпинделя на холостом ходу не менее 5 минут и приступить к выполнению программы.
- Обеспечить достаточное наблюдение за работой станка, следить за температурой шпинделя, уровнем шума, вибрацией, чистотой обработки поверхности и т.п. для своевременного выявления отклонений в работе и износа режущих кромок фрезы.
- По завершению удалите заготовку из рабочей зоны, выключите станок и, затем, выньте инструмент.
- При необходимости, выполните действия связанные с плановым обслуживанием оборудования.
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
9.1 Неисправности и методы их устранения
| Элементы оборудования не возвращаются в исходное положение | — Перезагрузите контроллер — Замените контроллер — Проведите перезагрузку данных |
| Элементы оборудования перемещаются в противоположное направлении | — Измени порты А+ и А – — Проверьте правильность подключения кабеля |
| Шпинель не вращается | — Уровень напряжения является недостаточным — Проверьте состояние подключения кабеля — Замените передатчик — Замените шпиндель |
| Сбой в передаче данных | — произведите восстановление |
| Точность работы оборудования является неудовлетворительно | — Проведите замену двигателей каждой из осей — Проведите заземление — Проверьте крепление линии заземления |
| Оборудование не запускается | — Переключатель неисправен. Замените переключатель — Сбой в работе системы электропитания — Проверьте качество подключения кабеля электропитания |
| Инструмент ломается при работе | — Выполните понижение скорости работы — Слишком большая величина (толщина) съема материала — Замени инструмент на более качественный, острый. |
| Концевой индуктивный датчик работает в нормальном режиме, но оборудование не останавливается | — Сенсор загрязнен, выполните чистку — При работе оборудования в ручном режиме управления сенсор не работает. |
9.2 Заказ запасных частей
. При заказе запасных частей просим указывать:
- модель станка
- серийный номер станка
- дату изготовления
- описание/назначение детали
- по возможности, фотографию
10. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
11 ХРАНЕНИЕ
11.1. Категория условий хранения ГОСТ 15150-69:
• для внутренних поставок — 2;
11.2. Не допускается хранение станка в упакованном виде свыше гарантийного срока службы без переконсервации — не более 6 месяцев.
11.3. Обеспечить аккуратное хранение инструмента и принадлежностей.
12 УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
12.1 Требования к окружающей среде
Станок должен работать в сухом отапливаемом помещении, по пожароопасности класса П — I I по ПУЭ при температуре от +12°С до 35°С и относительной влажности 55. 70%.
12.2 Требования к заготовкам
Заготовки, поступающие на станок, должны соответствовать требованиям п. 2.1.1. настоящего «Руководства по эксплуатации».
12.3 Порядок проведения технического обслуживания
Проведение технического обслуживания и ремонта должно проводиться в соответствии со структурой межремонтных циклов на основе руководящих материалов «Система технического обслуживания и ремонта деревообрабатывающего оборудования», Москва, 1987 г.
12.4 Указания по эксплуатации электрооборудования и смазочной системы
Изложены в соответствующих разделах «Руководства по эксплуатации».
12.5 Обслуживающий персонал
Станок должен обслуживаться квалифицированным, прошедшим обучение персоналом. Обычно, для работы и обслуживания достаточно одного специалиста/оператора.
Функции, выполняемые оператором станка:
- оператор IV разряда производит загрузку заготовок на станок;
- осуществляет общее управление работой станка.
12.6 Система смазки станка
12.5.1. Места смазки и перечень точек смазки представлены в табл. 6
12.5.2. Все точки смазки, указанные в таблице, должны регулярно заполняться смазкой.
КАРТА СМАЗКИ
| Зона смазки | Рекомендуемая смазка | Частота смазки |
| Направляющие и под-шипники осям Х, Y в стандартной ком-плектации установлены необслуживаемые подшипники | Масло индустриальное И-30 или И-40 | Один раз в неделю прокачивается через масленку, до появле-ния из под подшипника светлой смазки. Предварительно протереть направляющие обезжиривающим со-ставом (Ацетон и т.п.). |
| Направляющие и под-шипники оси Z в стандартной ком-плектации установлены необслуживаемые под-шипники | Масло индустриаль-ное И-30 или И-40 | Один раз в неделю прокачивается через масленку, до появле-ния из под подшипника светлой смазки. Предварительно протереть направляющие обезжиривающим со-ставом (Ацетон и т.п.). |
| Шестерни и рейки пере-мещения траверсы и суп-порта.(ось X и Y) | очистка от пыли с по-следующим напыле-ние силиконовой смазки | В конце рабочего дня, после очистки станка |
| Шарико-винтовые пары (ось Z) | очистка от пыли с последующим напыление силиконовой смазки | В конце рабочего дня, после очистки станка |
| Вакуумный насос | Следуйте индивидуальной инструкции к вакуумному насосу. | Следуйте индивидуальной инструкции к вакуумному насосу. |
Примечание: при работе с материалами, содержащими смолы, органического или синтетического происхождения особенно рекомендуется смазка направляющих по осям Х, Y в конце каждой рабочей смены.
12.7 Указания по эксплуатации шпинделя
ВНИМАНИЕ! При всех работах по наладке станок должен быть отключен от сети.
ВНИМАНИЕ! Общие обязательные требования к эксплуатации шпинделей фрезерных станков с ЧПУ (шпиндели HSD, Colombo, HQD).
- Температура окружающего воздуха от — 15℃ до 40℃.
- Перед началом работы обязательно произвести прогрев шпинделя на холостом ходу с частотой вращения не более 6 000 об/мин в течение не менее 5 минут.
- При смене инструмента убедиться, что воздушная очистка шпинделя сжатым воздухом работает.
- Использовать только оригинальный шпиндельный ключ.
- Смену инструмента производить только после полной остановки шпинделя.
- Если шпиндель ещѐ вращается — запрещается нажимать кнопку смены инструмента расположенную на шпинделе.
- Использовать только оригинальные гайки шпинделя.
- Производить тщательную очистку держателя инструмента и конических поверхностей от пыли и других загрязнений.
- После завершения работы извлечь держатель инструмента, обтереть коническую поверхность ветошью, смоченную раствором технического спирта и закрыть шпиндельную головку для исключения случайного загрязнения.
- Для шпинделей с воздушным охлаждением – обеспечить постоянное подключение сжатого воздуха, даже если шпиндель не вращается и находится в состоянии ожидания.
- Обеспечить качество сжатого воздуха удовлетворяющего требованиям по эксплуатации шпинделя.
- Размер частиц в сжатом воздухе — не более 15 мкм.
- Влага в сжатом воздухе — не допускается (менее 1 мг / куб. м.).
- Масло — (в частности, компрессорное) не допускается
- Смазка – не допускается
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийный срок исчисляется из расчета работы оборудования 8 ча-сов (одна смена) в сутки. При увеличении продолжительности работы обо-рудования (более 8 часов в сутки) гарантийный срок сокращается пропор-ционально увеличению рабочего времени.
Гарантия распространяется на все заводские и конструктивные дефекты.
Гарантия не охватывает стоимости работ и запасных частей в следующих случаях:
- в результате выхода из строя быстроизнашивающихся запасных частей и расходных материалов (ремни, ролики и т.п.)
- в результате неправильной эксплуатации или непредназначенного инструкцией применения;
- повреждения из-за удара или падения;
- неправильного подключения оборудования к электросети;
- повреждения из-за пожара, наводнения или других стихийных бедствий;
- нарушения условий транспортировки и хранения станка Покупателем;
- когда поломки оборудования или недостатки упаковки возникли из-за изменения напряжения или частоты электропитания в пределах, превыша-ющих величины, установленные соответствующими стандартами.
ВНИМАНИЕ: при несоблюдении настоящих правил эксплуатации, предусмотренных настоящим руководством или утвержденного заводом изготовителем порядка проведения ремонтных и сервисных работ, а также внесения конструктивных изменений оборудования, наша компания оставляет за собой право снять оборудование с гарантийного обслуживания.
1. Покупатель обязан строго, согласно требованиям Инструкции по эксплуатации, перевозить, хранить, эксплуатировать, осуществлять обслуживание и ремонт поставляемого по настоящему договору оборудование. В случае невыполнения положений «Инструкции по эксплуатации» Поставщик вправе приостановить выполнение всех своих обязательств перед Покупателем.
2. Перевозка оборудования должна осуществляться в специализированном транспорте услугами специализированной транспортной организации. Перевозимое оборудование должно быть надежно закреплено в кузове транспортного средства. Крепление оборудования должно исключать его падение, самопроизвольное перемещение и прочие действия, ведущие к повреждению оборудования. Ответственность за крепление оборудования при перевозке возлагается на транспортную организацию, осуществляющую перевозку. Перевозимый груз должен быть застрахован. В случае невыполнения положений настоящего пункта груз в процессе транспортировки может получить видимые или скрытые дефекты, которые приведут к невозможности Поставщика выполнить перед Покупателем обязательства по монтажу, гарантийному, послегарантийному обслуживанию.
3. Оборудование должно эксплуатироваться в промышленных целях в помещениях согласно действующих на территории РФ нормативных актов (ПУЭ, соответствующих СНиП, СанПиН), а так же рекомендаций руководства по эксплуатации на оборудование и требований техпроцесса. Эксплуатация оборудования при невыполнении требований настоящего пункта может привести к поломкам оборудования, производству некачественной продукции.
4. Шеф-монтаж поставляемого оборудования должен осуществляться уполномоченной организацией поставщика оборудования, имеющей соответствующую квалификацию. По завершению монтажа должен быть подписан акт о выполненных работах, в который должны быть вписаны фамилии рабочих, прошедших инструктаж по правилам безопасной работы на оборудовании и допущенных к эксплуатации и обслуживанию настоящего оборудования. Невыполнение этого пункта может привести к внешним и скрытым поломкам оборудования, некачественной его работе, не выходу на заявленную производительность.
5. Проведение текущего технического обслуживания оборудования осуществляется персоналом клиента. Должен вестись журнал эксплуатации и ремонтов оборудования, в котором должны быть указаны даты обслуживания, перечень выполненных работ, фамилии рабочих, выполняющих обслуживание, информация по применяемым материалам, инструментам, запасным частям и комплектующим. Невыполнение этого пункта может привести к внешним и скрытым поломкам оборудования, некачественной его работе, не выходу на заявленную производительность.
6. Покупатель обязан приобретать инструмент, запасные, расходные и быстроизнашивающиеся части у Поставщика оборудования или получать его письменное согласие на приобретение этих предметов у других компаний. Использование на настоящем оборудовании некачественных или не-разрешённых заводом-изготовителем инструментов и частей может привести к внешним и скрытым поломкам оборудования, некачественной работе, не выходу на заявленную производительность.
7. Для оборудования, имеющего в своем составе электронные компоненты (такие, как контроллеры, частотные регуляторы, компьютерные стойки управления) необходимо применять стабилизаторы напряжения и источники бесперебойного питания. В противном случае Поставщик не несет ответственности за выход из строя электронных компонентов.
Источник
CNC инструкция по эксплуатации
1. Сборка станка.
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH340SER (путь- /driver/).
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем – ДА!
Появляется окно:
Нажимаем INSTALL, драйвер устанавливается, и появляется окно, что успешно установлен (Driverinstallsuccess!), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
3. Раскройте контрольную программу grblControl.exe, чтобы соединить станок и выбрать правильный порт:
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
В консоле (внизу): Соединение успешно установлено:[CTRL+X] < Grbl 0.9j [‘$’ forhelp]
4. Проверить направление оси XYZ:
Если ось x, y, z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y), затем опустите фрезу по оси Z. Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY» и «Обнулить Z«.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ«.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl.
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки «NCfile» готовый файл (с расширением *.nc), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *.nc.
3) потом файл открывают управляющей программой «grblControl.exe» и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Подготовлено при участии магазина МИНИ ЧПУ https://minichpu.ru
- +86 186 6899 1371
- [электронная почта защищена]
Основное руководство пользователя фрезерного станка с ЧПУ
Нажмите:
CAD-CAM
1. 3D сканер
-
1. Сканеру ручного типа нужен компьютер с высокой конфигурацией, по крайней мере, в win7 два ОЗУ (каждое по крайней мере 8 ГБ), видеокарта должна использовать Nvidia (желательно 1050 и выше)
-
2. 3D-сканер ручного типа не поддерживает систему MAC. Этот фирменный сканер является только системой Windows, графической картой Nvidia. Большинство компьютеров Apple imac — это карта A (AMD), Nvidia — это карта N, не может поддерживать ручной сканер этого бренда. Ноутбук Apple временно неясен.
-
3. Сканер не поддерживает работу компьютера в автономном режиме
2. 3D Вперед моделирование
- 1) Solidworks (с взломанной версией)
- 2) UG (с взломанной версией)
- 3) 3dmax (без взломанной версии)
https://baike. baidu. com/item/3ds%20max/272324?fromtitle=3dmax&fromid=3236629&fr=aladdin
- 4) ZBrush (без взломанной версии)
http://www. zbrushcn. com/
- 5) PRO-E (без взломанной версии)
3. CAD
- 1) AutoCAD (с взломанной версией)
-
1. Файл AutoCAD не может напрямую использоваться в машине для плазменной резки, чертеж из Auto CAD может вводить Fastcam, машина плазменной резки может определять файл, который выводится из Fastcam.
-
2. Dxf, dwg, exb — это обычный формат сохранения AutoCAD.
-
4. САМ
- 1) UG (с взломанной версией)
-
1. Полное название: Unigraphics NX, от Siemens, лучше всего использовать 3D-модель в формате prt, файл типа «prt», сохраненный в UG.
-
2. Поддержка языка
Английский, бразильский португальский, чешский, французский, немецкий, сербский, японский, японский, корейский, польский, русский, переменный, упрощенный китайский, традиционный китайский

-
3. Мы можем поддерживать UG 11 и UG 10.
-
4. Мы можем поддерживать 6, 8, 10, 11, 12 версии.
-
5. Stl, igs, шаг формат рекомендуется использовать powermill.
-
- 2) Artcam (с крэк-версией: 2012, 2018)
-
1. Поддержка Windows, система XP.
-
2. У Artcam есть четыре версии: Express / Insignia / ArtCAM Pro / JewelSmith
-
3. Поддержка языка:
Чешский / китайский (упрощенный) / китайский (традиционный) / немецкий / английский / испанский (испанский) / французский / немецкий / японский / Корея / польский / португальский (португальский — Бразилия) / русский / суоми (финский) / турецкий
-
4. Не поддерживает арабский.
-
5. После установки программного обеспечения Artcam всегда появляется сигнал тревоги при открытии, нажмите «да» или «нет» и то и другое. Потому что после приобретения компанией Autodesk Artcam закройте послепродажное обслуживание artcam, поэтому всегда будут появляться тревоги.
Режим треугольника: 3da, 3dp, 3ds, dxf, dwg, stl, u3d, obj, dmt.
Изогнутая модель: 3dm 、 dgk igs ig 、 iges 、 sldprt 、 sat 、 fic 、 catpart 、 catproduct 、 pfm 、 elt 、 mfl 、 prt 、 ipt 、 x_t 、 xmt_txt 、 x_b 、 xmtm del dsd , scdoc, СТП, шаг, PRT, VDA
-
6. Artcam поддерживает двухмерный формат: DXF, DWG
Artcam поддерживает формат Solidworks следующим образом,
Двумерный: DXF, DWG
Трехмерный: igs / stl / stp / step / sldprt / vda / ai / prt / sat
Обычно используется: igs / stl / stp / step
-
- 3) Силовая мельница (с трещинной версией: 2017, 2020)
-
1. Принадлежит компании Autodesk.
-
2. Поддержка языка: английский, французский, чешский, немецкий, хорватский, обычно, японский, корейский, польский, последовательный, русский, последовательный, упрощенный и традиционный китайский
-
3. Powermill имеет версию 2020 года.
-
- 4) Fusion360 (не поддерживается)
-
1. Fusion360 поддерживает реальный четырехосевой ATC, у нас нет надлежащего постпроцессора.
-
2. Принадлежность компании Autodesk, совместимая с нашим 3-осевым станком (три оси: просто есть XYZ-три оси), Syntec 3-ось может нормально использоваться, если 3-осевой УВД нужно немного изменить.
-
- 5) Aspire (с крэк-версией)
-
1. Мы можем поддержать крэк-версию.
-
2. Vectric Aspire не поддерживает настоящие четыре оси, поддерживает поворотное устройство.
-
3. Aspire поддерживает систему управления syntec ATC + поворотный.
-
4. Версия «Aspire pro» имеет поворотную функцию, «Aspire pro» — поворотный постпроцессор. Наш Aspire — стандартная версия, не имеет функции вращения, также не имеет постпроцессора для вращения. Стандартные Aspire не имеют поворотной функции, даже у поворотного постпроцессора.
-
5. Версия: 9. +015
-
- 6) Vcarve (не поддерживается)
-
1. Принадлежит компании Vectric.
-
2. У Vcarve есть две версии, одна ST, другая Pro.
-
3. Vcarve Pro версия поддержки поворотного.
-
- 7) Ринокам (не поддерживается)
-
1. RhinoCAM можно использовать на реальных четырех осях.
-
- Mastercam (не поддерживается)
-
1. Не поддерживает крэк версию и постпроцессор.
-
- 9) Solidcam (не поддерживается)
-
1. Solidcam может сделать G-код (программа).
-
- 10) Bobcam (не поддерживается)
-
1. можно использовать на нашем маршрутизаторе cnc.
-
- 11) G-код / программа
-
1. Программа обработки — это G-код, G-код — общее обозначение. Программа включает в себя G-код и M-код. М-код относительно небольшой, поэтому мы обычно называем его G-кодом.
-
2. Наша машина использует стандартный код ISO, а не специальный код, это универсальный код.
-
3. G-код связан с XYZ перемещением машины.
-
- 12) замечание
-
1. В настоящее время программное обеспечение для проектирования и набора корпусов (cnc nest typeset) — это китайский язык, за который нужно платить.
-
2. Каким бы ни был один шпиндель с тремя осями, мы можем думать, что этот станок является обычным трехосным станком (только с осью XYZ), могут использоваться Artcam и Mastercam.
-
3. Стадия начала разработки маршрутизатора с ЧПУ, у нее нет одного и того же стандарта, поэтому система управления фабрики разных брендов имеет другой формат кода G, функция постпроцессора меняет что-то, требуется обработка для кода, чтобы машина понимала —- G-код / обработка Программа, поэтому различные системы управления брендами (Siemens, Syntec и т. д.) нуждаются в соответствующем постпроцессоре для создания соответствующей программы обработки.
-
- 13) Estlcam (не поддерживается)
-
Наша машина может использовать Estlcam теоретически, но современная технология не может победить.
https://www. estlcam. de/
-
- 14) Alphacam (с крэк-версией)
-
1. язык поддержки
-



 Mastercam (не поддерживается)
Mastercam (не поддерживается)

5. UcancamV9 (поддержка, не взломанная версия)
-
1. Одно программное обеспечение может специально для CAD и CAM, а не бесплатно.
Специальное программное обеспечение имеет функции CAM и CAD, нужно платить.
-
2. Язык поддержки Ucancam: китайский, английский, испанский, польский, шведский
6. Мозаик (не поддерживается)
7. Polyboard (не поддерживается)
-
1. Программное обеспечение для 3D-дизайна, может создавать изображения «dxf», «dwg».
8. UCCNC CONTROLLER (не поддерживается)
二. Система контроля
1. Передача файлов
-
1. Способ передачи: 1) CF-карта, 2) U диск, 3) Интернет (проводной и беспроводной), 4) RS 232, 5) RS 458
-
2. Теперь вся наша система управления может использовать диск U для передачи файла. Обычно более продвинутые функции более обширны. Мы можем следовать этому руководству, чтобы понять, что другие системы, которых мы не касались, имеют такую же функцию.
2. ЦСП
- 1) Официальный сайт
-
http://www. richnc. com. cn
-
- 2) ручка
-
1. В18 и А 18 рука
Файл может быть общего пользования, необходимо изменить около 8 параметров.
-
2. DSP просто отпустите 7X контрольную карту. использовать компьютерное управление, подключиться через Ethernet.
-
3. DSP релиз F1X ручка, вроде Weihong NK105, может на заказ язык, а также может подключить компьютер через Ethernet.
-
4.
A11EA11SДля удобства клиентов мы обычно выбираем ручку A11E. Если какой-то клиент держит ручку A11S и сказал нам, что это от Blue elephant, мы можем убедиться, что он не принадлежит нашему синему слону, ручка имеет серийный номер, мы можем найти, от какой компании, например, ручка от нашего синего слона, предоставить заводской серийный номер, завод будет отображать «Blue elephant Mechanical Co., Ltd.
-
5. Ручка DSP ничего не показывает.
Если эти методы не могут решить проблему, необходимо вернуть руку на завод.
https://www. china-cnczone. com/how-to-upgrade-dsp-a11-control-system/
-
6. Если отображается траектория инструмента: DSP A5X и DSP B5X могут отображать траекторию инструмента, NK105 DSPA1X B1X не отображает траекторию инструмента.
-
- 3) Замечание
-
1. Системный блок DSP принимает только мм. Клиентское программное обеспечение может использовать английские единицы. Достаточно произвести мм, когда создается программа обработки. Система с относительно высокой конфигурацией, например, новое поколение Siemens, может напрямую заменить единицу машины на английскую.
-
2. Может поддерживать сигнальную лампу.
-
3. 4 оси с подвижным поворотом, пробка поворотного может сделать независимую 3 оси, может общего использования.
-
4. Мы можем рассматривать дескриптор DSP как диск U, мы можем скопировать файл для обработки, а также можем вывести файл из дескриптора.
-
5. Вопрос: Можем ли мы исправить, если положение соединения ручки DSP B18 ослаблено?
Ответ: Если сторона ручки, мы можем затянуть винт. Если все еще недоступно, мы можем изменить положение двух разъемов от ручки и платы управления, изменить положение разъема ручки на положение платы управления.
-
6. DSP не требует линии USB.
DSP имеет 2-метровый, 5-метровый, 4-метровый провод, самый длинный 6-метровый.
-
7. DSP A11 RAM 512 МБ.
-
8. В18 — четыре оси и четыре рычага.
-
 A11E
A11E A11S
A11S

3. Маха3 (XHC)
- 1) официальный сайт
-
1. официальный сайт https: // www. machsupport. ком / программное обеспечение / Mach3 /
-
2. Ссылка для скачивания AutoDesk Mach3Mill: https: // cam. Autodesk. ком / hsmposts? _ga = 2. 148965685. 2061918116. 1546518503-2018726694. 1533724494
-
3. Официальный сайт поставщика карты внутреннего контроля: http: // www. cdxhctech. com / mach3
-
- 2) Требуется система управления
-
1. Не поддерживает систему Mac / Linus, система должна быть Windows32 / 64bit.
-
2. Компьютер может ноутбук и рабочий стол.
-
- 3) Версия
-
1. Подлинный и пиратский без разницы, мы можем искать наш языковой файл с веб-сайта Mach3, параметр импорта.
-
- 4) Замечание
-
1. Мы не поддерживаем четырехосевой контроллер движения, можем предоставить контрольную карту Mach3, поддерживать поворотное устройство, иметь четырехосевую версию.
-
2. Mach3 USB провод 1. 5 метров самый длинный.
-
4. Маха4
-
1. Мы можем поддержать с портом USB.
5. Ncstudio (студия NC)
- 1) официальный сайт
-
http://www. weihong. com. cn/
-
- 2) требуется система
-
1. Не поддерживает Mac / Linus.
-
2. Системная плата PM95 Series, 53C, необходимая компьютерная система — Windows XP или Windows7 / 8/8. 1 / 10-32 бит (поддерживает только 32 бита), в противном случае драйвер не может быть установлен.
-
3. PS: Система управления Weihong поддерживает 95A-CCD, Weihong имеет систему типов с функцией CCD, с камерой, система может быть выгравирована на трех осях, патрулирование, вырез.
-
- 3) НК105
-
1. NK105 G3, поддержка трехшпиндельного фрезерного станка с ЧПУ, средний шпиндель Горизонтальная установка, наша ручка Nk105 G2 для нормальной 3 оси.
-
2. Nk105 G3 с поддержкой ATC.
-
3. NK105 нельзя настроить на французский, можно настроить обычную латиницу, но языки с маленькими символами и маленькими фонетическими символами нельзя.
-
4. NK105 может сделать нормальный 3-х осевой, 3-х осевой линейный инструментальный магазин ATC, 105-х рабочий фрезерный станок с ЧПУ. Раньше у NK XNUMX ручка на четыре оси, сейчас снята с производства.
-
5. Nk 105 не нужен USB-провод, NK105 стандарт 2. 5м.
-
6. Знание системы управления NK105: NK105 G2 не поддерживает ATC. Программирование платы отличается для G2 и G3, не может быть универсальным. NK105 G3 поддерживает ATC, также поддерживает нормальные 3 оси. Эти две платы управления G3 также имеют различное программирование платы. Позже, когда вы отправите клиентам контрольную карту Nk105, выясните, какая из этих трех контрольных карт. если вы не можете убедиться, обратитесь в группу послепродажного обслуживания.
-
- 4) Версия
-
1. V5 маленький Weihong 5. 515 (пиратский Weihong) поддерживают только 3 оси.
-
2. V8 — 95A-3L, Подлинная 53C (снят с производства)
V8 обычно 3 оси, 95A серии 95A-3L (не поддерживающий маховик), Pm95A-3A (поддерживающий маховик)
-
3. 95A-4A — это V10, V10 обычно — это 4 оси, опорные поворотные или реальные четыре оси.
-
4. Серия Weihong 95A может поддерживать беспроводное ручное колесо. кроме 95A-3L, другие могут поддерживать беспроводное ручное колесо, например 95A-3S, 95A-3A, 95A-4A.
-
5. PM53C прекращает сотрудничество с токарным станком в Шеньяне.
Подлинная контрольная карта Weihong имеет только серию PM95A.
-
- 5) Пароль
-
1. Пароль системы управления: NK105: 33587750
-
2. маленький weihong, подлинный weihong. PM95Aserious: Ncstudio
-
3. NK260: БЮРК
-
- 6) ПЗС
-
1. Weihong может добавить CCD, просто есть функция для сканирования точек отметки.
-
2. Мы используем новое поколение встроенных ПЗС. На этом этапе роль CCD заключается только в исправлении смещения заготовки, и он не может создать контурную траекторию.
-
- 7) серия PM95A
-
1. Оба могут использовать для нашего офисного компьютера, использовать только 32-битную систему, а не выбирать 64-битные.
-
2. контрольная карта:
-
- НК260
-
1. Поддержка типа машины
-
- 9) НК280
-
1. Тип машины поддержки NK280:
-
长度 轮 线 长度, 正常 是 3 米, 再 长 是 10 米.
-




6. Синтек
- 1) официальный сайт
-
http://www. syntecclub. com. tw:9999/download. aspx
-
- 2) ПЗС
-
1. Syntec может добавить CCD, имеет функцию только для точек сканирования.
-
- 3) 6 МБ
-
1. Можно подключить Ethernet, просто передать программу, нельзя дистанционно управлять.
-
2. Syntec 6Mb линейный магазин инструментов может добавить 13 рядов сверла, а также может добавить роторный.
-
3. Syntec 6MB, система может вместить 60 инструментов.
-
4. УВД может добавить ряд сверла, а не сделать, если можно добавить поворотный.
-
5. Syntec 6 МБ ОЗУ 4 ГБ.
-
6. Не поддерживает иногда удаленное управление VNC. Поддержка удаленного компьютера, удаленного компьютера немного сложнее, инженер Syntec пытаются добиться успеха, имеют сложный процесс.
-
7. Входная точка выхода: 6 МБ имеют 32 точки входа и 32 точки выхода.
Обычная ось ATC 4 может использовать: используйте точку 8 O, 8 пустую, используйте точку 13 i, 3 пустую.
-
-
8. Порт панели управления 6 МБ для подключения сетевого кабеля:
-
-
- 4) Замечание
-
1. Оперативная память Syntec: 256 МБ.
-
2. Пароль системы управления Syntec: 520
-
3. О словах переименования файлов: sysntec имеет ограничение в 32 символа.
-
4. Все системы Syntec не предлагают использовать беспроводной штурвал, не стабильный.
-
- 5) 3-х осевая принципиальная схема Syntec Standard ATC
-
Пожалуйста, загрузите в «Группу профессионального технического обмена»
-
- 6) Поддержка языка
-
Упрощенный китайский, традиционный китайский, английский.
-
Мы можем добавить другой язык, нужно самим переводить, ограничивать количество слов. Поскольку размер экрана ограничен, символов не может быть слишком много.
-


7. Сименс
- 1) Официальный сайт
-
1. http://www.industry.siemens.com.cn
-
2. https://www.industry.siemens.com.cn/automation/cn/zh/automation-systems/cnc-systems/sinumerik-control/Pages/Default. ASPX
-
- 2) Замечание
-
1. Все системы поддерживают WiFi.
-
2. Поддержка языка: упрощенный китайский, чешский, английский, французский, немецкий, итальянский, корейский, польский, португальский, русский, испанский, турецкий, венгерский
-
-

8. ЛНЦ
- 1) официальный сайт
-
1. http: // www. Advantech-ЛНК. ком / ж-сп /
-
2. https: // www. ЛНК. ком. TW / ж-сп /
-
- 2) встроенный язык
-
Упрощенный китайский, традиционный китайский, английский.
-
-
- 3) Поддержка языка
-
1. Упрощенный китайский, традиционный китайский, английский.
Мы можем добавить другой язык, нужно самим переводить, ограничивать количество слов. Поскольку размер экрана ограничен, символов не может быть слишком много.
-
2. Siemens 808 может использовать только два языка одновременно. Теперь, когда в системе есть китайский и английский, необходимо установить третий язык, чтобы уменьшить китайский или английский. Производители не желают давать все языковые пакеты.
-
- 4) Замечание
-
1. LNC 2200A передает файл по USB.
-
2. LNC 5800, поддерживающий УВД, качающийся нож и поворотный, до 6 осей.
-
3. Мы можем передать файл по сетевому кабелю.
-

三. Ось и инструмент
1. УВД
- 1) Замечание
-
1. Заказчик хочет иметь ATC + правую головку для создания трехмерного дизайна, мы рекомендуем использовать программное обеспечение Powermill или UG, нужно купить постпроцессор.
-
2. УВД, поддержка Alphacam, нужно искать один постпроцессор для Syntec.
-
3. Наша машина ATC, если у нее 8 позиций инструмента, клиент должен измерить длину инструмента один раз. Но если инструмент один из восьми сломан (это инструмент для резки, а не ручка инструмента), Siemens нужно измерить этот инструмент еще раз, Syntec нужно измерить этот инструмент и T1, если сломался инструмент T1, нам нужно снова измерить всю длину инструмента.
-
4. Вопросы: Какой компрессор подходит для линейного инструментального магазина ATC 1530?
Ответ: По крайней мере 4KW, максимальное давление напорного бака равно 0. 8 или выше.
-
- 2) Клиент хочет использовать систему управления, которая управляется компьютером для управления машиной УВД, которая может быть использована?
-
Weihong PM95a-4a
-
- 3) Как узнать клиентов, когда он задает скорость подачи в реальном четырех осях?
-
Максимальная скорость обработки без заготовки составляет 50 м / мин, рекомендуется 30 м / мин, максимальная скорость обработки составляет 25 м / мин, рекомендуется 10-15 м / мин.
-
Скорость обработки зависит от силы вакуумной адсорбции, размера инструмента, формы, качества и скорости шпинделя и т. Д., Поэтому это значение не является стабильным.
-
2. шпиндель
- 1) Водяное охлаждение
-
1. 7. Инструмент замены водяного охлаждения HQD мощностью 5 кВт, максимальная скорость вращения шпинделя составляет 12000 об / мин, BT40.
-
2. 5. 5KW Чаншень с водяным охлаждением сменного шпинделя Максимальная скорость шпинделя составляет 18000 об / мин.
-
3. Использование и обнаружение водяного чиллера и водяного насоса: (рекомендуем использовать мощный шпиндель водяного охлаждения с водяным чиллером)
Обнаружение водяного насоса: поместите водяной насос в воду после готового штекера. Проверка при включении питания — это брызги воды из насоса (обратите внимание, что брызгает, а не течет медленно), брызги воды не проблема. Затем подсоедините трубу, если вода не течет, пожалуйста, проверьте, не заклинило ли шпиндель, используйте нагнетательный воздух для продувки шпинделя: шпиндель не заблокирован, необходим шпиндель драгирования. Водяной насос предназначен для защиты шпинделя, поэтому независимо от того, есть проблема в шпинделе или нет, оба предлагают клиенту проверить шпиндель с использованием сжатого воздуха.
-
4. 3. Скорость шпинделя шпинделя водяного охлаждения Xuchang ATC 5KW, может сделать 24000rpm, 30000 также.
-
- 2) Воздушное охлаждение
-
1. Вопрос: 3. 5KW шпиндель воздушного охлаждения, какая скорость резать алюминиевую пластину толщиной 3 мм?
-
Ответ: используйте режущий алюминиевый инструмент, 3 м / мин.
-
3. 3 оси
-
1. Вопрос: Используйте пенополистирол, вырезанный пеной толщиной 1 м. Насколько нам нужна высота оси Z?
-
Ответ: минимум 2м.
-
4. Обычная машина 1212, 6090, высота Z: квадратная направляющая около 130 мм, круглая направляющая около 140 мм. Если не поднять, бот не может достичь 160 мм, это актуальные данные.
4. 4 оси
-
1. Четырехосевое сцепление зависит от того, может ли система поддерживать: В настоящее время все системы управления, которые поддерживают 3-х осевые и поворотные оба, могут поддерживать четырехосное навесное оборудование.
5. Ротационное устройство
-
1. Ось A вращается вокруг оси x, ось B вращается вокруг оси y, а ось C вращается вокруг оси z.
-
2. Вопрос: Только роторный станок, 200 патронов, может ли обрабатывать материал с диаметром 300?
Нам нужно убедиться, что положение патрона не превышает 200. Только роторный станок не требует индивидуального токарного станка, он недоступен, если ротор находится со стороны стола станка, или независимый ротор, возможно, ударит по рельсу.
-
3. Вопрос: Каков минимальный диаметр обрабатываемой детали при использовании поворотного патрона диаметром 100?
Ответ: Если заготовка немного жесткая, около 10 мм, но длина будет ограничена.

6. 5 оси
- 1) 5-осевая обработка
-
Пожалуйста, поймите, https://zhuanlan.zhihu.com/p/53869261
7. Орудие труда
- 1) Замечание
-
1. Руководство по инструменту http://www.zuojiaju.com/thread-655008-1-1.html
http://www. zuojiaju. com/thread-46948-1-2. html
-
2. Имейте алюминиевый инструмент 45 градусов, другая степень потребность подгонянная.
-
3. 6 мм — это обозначенный нами диаметр позиции обработки (диаметр лезвий), это какой диаметр инструмента.
-
4. В нашем магазине инструментов можно разместить 20 инструментов. Если клиенту нужен магазин линейных инструментов, мы можем сделать два ряда, нужно удлинить. X = 1300 мм, в линейном магазине инструментов максимум 9 инструментов, в два ряда можно положить 18 инструментов. X = 1600 мм, в линейный магазин инструментов можно положить 12 инструментов, в два ряда можно положить 24 инструмента. X = 2000/2100, максимум положить 16 инструментов, в два ряда можно положить 32 инструмента.
-
5. Обработка этой V-образной канавки
Инструмент для обработки V-образной канавки
-
6. Трехгранный прямой флейтовый нож
-
7. Заказчиком станка является шпиндель 9KWATC, держатель инструмента ISO 30, какой вес может быть самым тяжелым для инструмента?
-
- 2) Колебательный нож
-
1. EOT-3 — электрический колебательный нож, а не пневматический.
-
1) Пневматический колебательный нож (штамповочный инструмент)
-
2) Бытовые электрические
-
-
2. ЭОТ-3
-
3. Колебательный нож
http://www. bagcad. com/usercategory/product/100598/
-
4. Нажимное колесо также может быть добавлено с колебанием
нож
-
5. Система управления германскими колебаниями ножа и прижимного колеса (без шпинделя) может использовать Ruida.
-
6. Siemens не поддерживает колебательный нож.
-
7. Наш осциллирующий нож 1625 может резать мягкий ПВХ максимальной толщиной ≤16 мм.
-
8. EOT может вырезать минимальный круг диаметром 10 мм.
-
9. Может ли наш колебательный нож резать шерстяной войлок?
Это теоретически возможно, но это необходимо проверить. Лучше позволить клиенту отправить кусок материала.
-
10. Вопрос: Наш клиент хочет добавить эту головку под прямым углом, вырезать максимум 130 мм пены. Эта головка под прямым углом такая же, как колебательный нож, купить инструмент различной длины? Пожалуйста, помогите убедиться, какую максимальную толщину можно разрезать?
Ответ: Максимальная длина инструмента позволяет резать 120 мм, нужен индивидуальный инструмент, не имеет значения угловая головка, нужен индивидуальный инструмент.
-









8. Собрать
-
1. HQD 4. Инструмент для охлаждения воздуха 5 кВт — ER32, макс. Может удерживать инструмент диаметром 20 мм, ручное управление — ER25.
-
2. Какой максимальный диаметр удерживающего инструмента ER11? 8 мм
9. Столовая пила
- 1) Прецизионная пила 300 пилы максимальная толщина резки 7. 5см.
- 2) Максимальная толщина резки одной пилы — 500 см. 17 см (с 5 кВт двигателем).
四. Драйвер Мотор и Инвертор
1. Водитель
- 1) Leadshine (открытый цикл)
-
1. 6090 может добавить свинцовый гибридный сервопривод мощностью 750 Вт, добавить 30 мм в длину и ширину.
-
- 2) Гибридный сервопривод Leadshine
-
1. Официальный сайт: http: // www. свинцовый свет. com / productdetail. aspx? type = products & category = servo-products & producttype = безщеточные сервоприводы & series = ELD5 & model = ELD5-400
-
- 3) Яскава (замкнутый цикл)
-
1. Обработка без заготовки скорость 40-45 м / мин
-
2. Мотор
-
1. Вопрос: Влияет ли двигатель на точность машины?
Ответ: Нормальное является результатом совместной работы всех компонентов, таких как шестерня и стойка, шестерня и вал двигателя, способность реагировать системы управления. По сравнению с этими эффектами влияние двигателя очень мало и его можно игнорировать.
-
2. Наш шаговый двигатель не имеет мощности, крутящего момента и постоянного крутящего момента. Намного больше скорости, нужно больше мощности
-
3. Три фрезерный станок с ЧПУ со средним горизонтальным шпинделем предлагает использовать серводвигатель.
-
4. Оба бесщеточный мотор.
-
5. Какова максимальная скорость свинцовых сервоприводов мощностью 850 Вт?
Если мы игнорируем ход, достигаем максимальную скорость двигателя, может достигать 100 м / мин.
-
6. Delta Servo Torque 3. 2нм

五. Другая часть
1. кабель
- 1) Замечание
-
1. Кабель питания около 1212 и 6090 шариковый винт с чпу. отправить клиента с обработкой обычно является европейским стандартом, пожалуйста, спросите, если есть какие-то особые требования
-
2. 7. 5 м проволоки для 1530 плазменной резки достаточно. Рабочий стол 1530 или более 1530 площадей нужно использовать 15м провод.
-
3. Клиенту необходимо приобрести дополнительный кабель для подключения водяного вакуумного насоса.
-
- 2) Кабель питания
-
Только 1212 6090 шарико-винтовой фрезерный станок с ЧПУ с этим кабелем питания. Другая машина без кабеля питания, если не пишут в производственном заказе, потому что мы не знаем, сколько площади сайта клиентов.
-
Этот тип без кабеля питания.
-
Этот тип с кабелем питания.
-





2. электрический
- 1) Стандарт мощности
-
1. Общенациональный стандарт поставок на 10% плавает вверх и вниз, но крупные заводы, такие как насосы с корпусом, плавают на 5%
-
- 2) Замечание
-
1. Напряжение машины составляет 380 В, напряжение пылесборника 220 В, можно использовать вместе. Есть 3 ph из 380 электричества, абсолютно есть 220 1ph электричества. Если это 3-фазный 220 В вакуумный насос, мы должны добавить трансформатор.
-
2. Рассчитать ток двигателя Мощность:
http://tool. 520101. com/dianlu/dianjidianliugonglv/
-
3. (3000*3+2200*2+1500) /220≈68A
Вопросы: напряжение заказчика 220 В, 1 ч, 60 Гц, 1325 один шпиндель с 3-осевым фрезерным станком с ЧПУ, шпиндель водяного охлаждения 3 кВт, 2 * 2. Вихревой насос 2 кВт + 1. 5 пылесборник. Сколько ампер нам нужно?
Answer: (3000*3+2200*2+1500) /220≈68A
-
4. Рассчитать мощность
Шпиндель + двигатель + пылесборник + вакуумный насос, мы рассчитываем, какая составляющая потребляемая мощность, предлагаем использовать независимую мощность для вакуумного насоса
-
3. автоматический инструмент датчик / калибровка
-
1. Около 3-х осевой станок с контроллером Syntec, обычная 3-х осевая с многофункциональным чпу, не рекомендуется использовать простой автоматический инструментальный датчик.
Причина: 1) сложная операция, нам нужно нажать много кнопок, чтобы закончить. 2) Используйте только автоматический датчик инструмента, он ограничит скорость процесса при измерении длины инструмента, медленную скорость, только для оси Z, XY необходимо установить вручную. 3) Как и обычная трехосевая машина Syntec или машина УВД, ручная установка нулевой точки заготовки является наиболее быстрым способом. Мы предлагаем не добавлять простой автоматический инструментальный датчик для syntec без машины УВД и машины Siemens. 3) Даже если машина имеет ATC, функция автоматического датчика инструмента имеет только длину инструмента измерения. нулевую точку заготовки также необходимо установить вручную.
-
2. Наша калибровка используется для измерения длины инструмента.
4. ручка / маховик
-
1. A11s (упрощенный китайский), кнопка китайская и английская.
A11E (английский), кнопка английская.
-
2. Беспроводной ручке нужно добавить батарею.
5. Чак
- 1) тип
-
Чак делится на самоцентрирующийся патрон с тремя челюстями, самоцентрирующийся патрон с четырьмя челюстями и обычный патрон с четырьмя челюстями. В настоящее время мы используем самоцентрирующийся патрон, также называемый трехосевой навеской, четырехосевой навесной патрон.
-
6. Редуктор
- 1) тип
-
Подробная классификация редуктора, пожалуйста, перейдите в группу технического обмена, чтобы загрузить его.
-
450B коэффициент снижения скорости вращения общего вращающегося вала: 20: 1
-
7. Кабинет
-
1. Передний встроенный шкаф обычно используется на станке с квадратными трубами, а встроенный шкаф обычно используется на раме
-
2. Старайтесь не делать вакуумный стол, если он встроен в шкаф.
-
3. Обычный трехосный станок с шаговым двигателем, достаточно использовать один боковой шкаф.
Используйте серводвигатель, как три операции с чпу, потому что есть много мелких компонентов, поэтому, по крайней мере, используйте двухсторонний шкаф.
8. роликовый
-
1. Машина с прижимным роликом не требует прижимной пластины для стабильных материалов.
-
2. Прижимной ролик относится к нестандартным деталям, необходимо настроить, срок поставки составляет около 20 дней.
9. Чиллер воды
-
Вызывается водяным чиллером, охлаждение для горелки
10. Бурение
-
1. Сверлильный ряд только может сделать отверстие, не может резать, сверлильный ряд немного тонок, можно двигать пейзаж или портрет,
11. Прямоугольная головка
-
Прямоугольная головка вырезана в двух направлениях.
12. ПСИ
-
1. PSI Английское полное название — фунтов на квадратный дюйм. P — фунт; S — квадрат; I — дюймы. Его можно рассчитать, заменив все единицы метрическими единицами измерения: 0. 1 МПа = 1 бар≈14. 5 фунтов на квадратный дюйм
-
2. Обычно мы используем его на воздушных компрессорах для индикации давления воздуха.
13. Пыль системы
- 1) Новый тип
-
1. Пылесборник с двойным мешком нового типа: всасывание 3540 м³ / ч.
-
2. 1. 5KW Пылесборник нового типа 220В / 380В: 5. 76A / 3. 33А
-
- 2) Замечание
-
1. Пыльная труба диаметром 100 мм
-
2. Основным параметром пылеуловителя является объем воздуха и скорость воздуха.
-
3. Наши 1. 5KW пылесборники нового типа и пылеуловители старого типа работают после подключения питания, не имеют переключателя на вращение.
-
14. Воздушный компрессор
- 1) замечание
-
1. Труба, которая соединяет воздушный компрессор диаметром около 8 мм, может использовать переходник, соединяющий трубу диаметром 12 мм.
-
- 2) Воющий леопард
-
Воздушный компрессор поршневого типа.
-
15. Вакуумный насос
- 1) насос Беккера
-
1. лезвие, смазка, масло ил
-
2. Сухой лопастной насос
-
- 2) Tongyou насос
-
Сухой лопастной насос
-
- 3) Вихревой насос
-
1. 2. 2кВт вакуумный насос JQT: 10А
-
2. Использование вихревого насоса через некоторое время будет жарким: это нормальный нагрев после включения, сжатие воздуха внутренняя энергия увеличивается экзотермически. При хорошей вентиляции поверхность вакуумного насоса достигает точки равновесия при 80 ℃, температура не сильно колеблется.
- 1 ° примечание
-
1. JQT 有 段 旋涡 泵, 有 单 台 的 也 有 双 台 的
-
2. 旋涡 泵 带 过滤 器, 旋涡 泵 的 原理 其实 就是 抽气 的 鼓风机 风冷 的
-
- 2 ° Способ подключения двух двухступенчатых вихревых насосов
- 3 ° 2. Способ подключения вихревого насоса JQT 2 кВт, 1 фаза
- 4 ° 2. Размер вихревого насоса сегмента 2кВт составляет 400 * 420 * 460.
- 5°
- 6 ° мы можем использовать только один двухступенчатый вихревой насос, двойное рабочее колесо называется двухступенчатым, одно рабочее колесо называется одноступенчатым.
- 1 ° примечание
-
- 4) Циркуляционный насос
-
1. После завершения работы вакуумного насоса, если труба, соединяющая машину, находится под отрицательным давлением, это давление в трубе меньше, чем у вакуумного насоса. Когда вы остановите вакуумный насос, вода потечет на сторону низкого давления.
-
2. Уровень воды: может немного превышать максимальный уровень воды
-
3. Почему вода кипит: работа двигателя будет нагреваться, рассеивание тепла не так быстро, как нагрев, привести к кипению воды, это нормально.
-
4. Мы можем добавить кулер внутрь для охлаждения и частой смены воды.
-
5. 3KW размер водяного насоса: 770 * 700 * 680
2. 2KW двухсегментный вихревой насос размер: 400 * 420 * 460
-
6. Уровень воды поддерживать вблизи уровня воды, эффект воды: герметичный и охлажденный.
Вы найдете много выходных пар Если водяной насос открыт долго
-
- 5) Замечание
-
1. Наш воздушный компрессор мощностью 7 кВт, максимальное давление 5 МПа, объем бензобака 1 л (2 м³).
-
- 6) диаметр шланга
-
К главному клапану подключаются два типа шланга, всасывающее отверстие белого цвета на рабочем столе, диаметр отверстия почти 40, диаметр немного 50, отверстие зеленого всасывания — отверстие 32 диаметра, общее отверстие вакуумного клапана — отверстие 40 диаметра.
-


16. охлаждение
- 1) Автоматический масляный туман
-
1. Емкость 4л.
-
- 2) Чиллер воды
-
1. Официальный сайт Teyu Water Chiller: http: // www. teyu. ком. сп / lengshuiji. SHTML. Две белые прозрачные трубки внутри энергетической цепи предназначены для охлаждения главного вала с водяным охлаждением и подключены к устройствам водяного охлаждения, таким как водяные насосы или водяные охладители.
-
2. Тип охлаждения шпинделя — водяное охлаждение, необходимо добавить охладитель воды.
-
3. Стандартное напряжение водяного чиллера составляет 220 В 1 час, клиенты могут подключить чиллер к источнику питания.
-
4. CW5000 кулер для воды 5000 — это просто число и не имеет особого значения. Возможно, что 3000 представляет меньшую модель, а 5000 представляет большую модель.
-
- 3) Охлаждающий бак
-
Объем не менее 48л.
-
17. Цилиндр
- 1) Классификация
-
Балансировочный цилиндр: установить на головку машины
-
Загрузка подающего цилиндра: за порталом наклонно устанавливают
-
Пылевой цилиндр: установить на пылезащитную крышку
-
Расположение цилиндра: передняя часть машины и сбоку
-
- 2) толкать вещи цилиндр
-
После резки протолкнуть готовые вещи на загрузочный стол.
-
- 3) Замечание
-
1. Поскольку фрезерный станок с ЧПУ с шарико-винтовой передачей представляет собой чугунную станину, мы не можем сваривать сами, поэтому не можем добавить цилиндр местоположения. В противном случае на ось XY фрезерного станка с ЧПУ с шариковой винтовой парой добавляется ткань для пыли.
-
18. Рабочий стол
-
Вопрос: Может ли слот Т на вакуумном столе быть более плотным?
-
Ответ: Это повлияет на эффект, если более плотный, более Т-образный, вакуумный участок будет меньше.
19. Лимит
- 1) замечание
-
Параметры, на которые необходимо обратить внимание при ограничении покупки: нормально замкнутый выключатель, постоянный ток 24 В.
-
20. высокое управление горелкой
21. Замечание
- 1) Если на всасывающем рабочем столе недостаточно всасывания, причина:
-
1. Резиновая полоса: 1) Укладка должна быть гладкой, не волнистой; 2) После того, как резиновая полоса закончена, поверхность должна быть выше, чем площадь столешницы.
-
2. Постарайтесь проследить, насколько велик материал и насколько велика площадь. Если он вам не нужен, закройте его вовремя, чтобы не вдохнуть лишний газ.
-
3. Слушайте: слушайте, если есть какие-то звуки, например, утечка воздуха из нижней части машины
-
4. Температура воды: чрезмерная температура воды повлияет на некоторые эффекты адсорбции, рекомендуется рециркулировать воду.
-
5. Рабочий стол: пожалуйста, содержите рабочий стол в чистоте. Мусор также повлияет на эффект адсорбции.
-
- 2) Относительная влажность
-
40% ~ 60%
-
- 3) Температура
-
Работа станка в -10 ℃ не проблема, мы предлагаем, чтобы после обработки с низкой скоростью прогрева наша машина работала в -10 ~ 45 ℃.
-
- 4) Машина домой шаг
-
Первый шаг: грубый дом, машина сначала находит датчик предела.
-
Второй шаг: точно домой, вернусь немного позже, найти датчик предела, затем домой. Преимущества дома точно.
-
22. Фильтр
-
Машина у обоих есть фильтр, не имеет ничего общего со шпинделем. Функция фильтра — предотвращение электромагнитных помех.
- (30)
Электричество от трансформатора через фильтр, чтобы загромождать фильтр, а затем перейти к водителю.

 (30)
(30)
23. Шкаф, пылесборник и вакуумный насос подключаются
24. Трансфер
- 1) Преимущество сухого трансформатора:
-
1. Хорошая огнестойкость, нет горючей смолы, нет токсичных газов, огнезащитных и самозатухающих.
-
2. Низкие потери и низкий уровень шума.
-
3. Нет загрязнения, нет обслуживания
-
4. Экономичный монтаж, может быть установлен и центр нагрузки, никакой специальной основы не требуется. Обычно используется в приводах YAKO и Leadshine.
-
- 2) Электрический трансформатор (обычно используется для драйверов Сименс и Яскава)
-
1. Малый размер и малый вес.
-
2. Может охлаждаться воздухом, изоляционное масло не требуется для изоляции, снижения загрязнения, удобного обслуживания и хорошей безопасности.

25. Сцепление
-
У нашего шарико-винтового фрезерного станка с ЧПУ есть муфта, у оси XYZ 3 обе. 6090 шарико-винтовой фрезерный станок с ЧПУ Ось Z имеет диаметр 16, ось XY составляет 25 диаметр.

26. Автоматическая смазка
-
1. Причина утечки масла
-
Автоматическое смазочное масло может быть настроено два раза: один — как долго добавлять масло, другой — как часто добавлять масло, время добавления масла составляет 6 секунд, через 240 минут — масло, поэтому смазка добавит масло 6 секунд через каждые 240 минут. , 6 секунд — это как долго добавлять масло.
六. Другие машины
1. Боковое отверстие машины
-
1. Язык поддержки машины бокового отверстия: китайский и английский
-
2. Станок с боковым отверстием, нормальная обработка, пластина небольшого размера, пластина требует: менее 2500 * 1000 мм
2. Лазерный станок
-
1. Маленькая машина (лазерная машина) добавляет CCD для сканирования, идентифицирует ту же форму для резки. Генерал используется для резки как логотип формы.
-
2. Лазерный станок Co2 добавляет автофокус, нужно добавить подъемный стол; не может добавить автофокус, если у него нет подъемного стола, ничего не имеет смысла.
-
3. Может ли лазер Co3 создавать G-код?
Как и система управления Ruida в лазерной машине, создайте файл формата «rd», это специальный формат для лазерной машины, а не G-код и графика.
Руида может прочитать файл в следующем формате,

3. Машина плазменной резки
- 1) Клык Лин
-
1. Машина плазменной резки для резки квадратной трубки (вырезать или вырезать зазор), нужна опора 6-осевой системы управления FL6600
-
2. Fang Ling может настроить язык.
-
3. Руководство по системе Fang Ling имеет только китайскую и английскую версии.
-
4. Поддержка F2600 на китайском, английском, испанском, португальском, французском, русском, датском, корейском, японском, кроме китайского и английского языков, нам необходимо программное обеспечение для перевода с языка поддержки клиентов, поддержка языков, кроме арабского.
-
- 2) Начало
-
1. Пароль, на машинном руководстве.
-
- 3) Мощность
-
1. Вопрос: какой блок питания при резке 16мм алюминия и нержавеющей стали? Ответ: 200A
-
2. 3 мм оцинкованная пластина (плазма может быть разрезана, но она будет гореть) требует питания 63A
-
3. Сколько нам нужно блока питания, когда мы режем 32мм железо? Блок питания на 300А
-
- 4) Замечание
-
1. Может ли наше пламя резать углеродистую сталь 130 мм?
-
Пламя и плазменная резка — это два разных способа, можно использовать одну и ту же систему управления (нельзя использовать два типа вместе). Толщина для резки пламенем составляет от 1 мм до 1200 мм. Разная конфигурация, разные режущие материалы.
-
- 5) Плазменная резка дефект резки
-
Вопрос: Почему наверху изображен «дефект резки», обведенный синей ручкой. Режущая часть (внутренний круг) — это то, что мы хотим, почему?
-
Ответ: Каждый раз, когда машина для плазменной резки начинает резку, нужно с точки начать резку (проделать отверстие) стальной пластиной, а затем резку. Обведенные синей ручкой мы назвали «линию входа и выхода» (или: «линия врезки и выреза»), чтобы проделать отверстие снаружи, а не повредить заготовку, потому что нам нужно внутри. Точно так же, если образец находится снаружи, программное обеспечение поместит линию разреза и разреза внутрь. Это не «дефект резки».
-




4. Колебательный нож
-
Мы можем регулировать угол наклона инструмента, инструмент имеет 4 ряда маленьких отверстий, может регулировать 4 градуса, может быть 45 °, 30 °, 22. 5 °, 12. 25 °.

5. Пенополистирол
-
1. 做到 利 龙 机器 轴 做到 做到 1200
Пенополистирол машина ось Z ход может достигать 1200 мм
6. Прецизионная пила
-
1. 咱们 精密 锯 可以 配 吸尘器
Наша прецизионная пила может использоваться с пылесборником.
7. Шариковый винт

七. материалы
1. Нельзя обрабатывать
-
PS: 1. Мягкий силиконовый чехол для телефона не может быть изготовлен на нашей машине, не может достичь точности корпуса телефона, а также с поверхностным эффектом
Способы сделать мягкий силиконовый чехол для телефона:
-
1) Твердый силикон двойного низкотемпературного термического вулканизации
-
2) Литье под давлением с платиновым вулканизированным жидким силиконом
2. Колебательный нож
- 1) Замечание
-
1. Наша машина может использовать для полиэфирных плит для сверления. минимальный диаметр 1 мм.
-
2. PE Foam X подходит для колебательного ножа.
-

3. Дерево фрезерный станок с ЧПУ
-
Меламиновая плита 25 мм (ДСП), обычная скорость 6-8 м / мин, одноразовая нарезка 8-миллиметровым трехгранным прямым канавочным ножом
-
18 мм меламиновая плита (ДСП), нормальная 10-15 м / мин, рекомендуемая скорость 10 м / мин, более высокая скорость, большая степень истирания инструмента, однократная резка 8-миллиметровым трехгранным прямым канавочным ножом.
-
Экологическая доска 18 мм (многослойная доска, доска для сращивания из цельной древесины), нормальная 10-15 м / мин, рекомендуемая 10 м / мин, чем выше скорость, тем выше степень истирания инструмента. один раз резать 8 мм трехгранным прямым канавочным ножом.
4. Гравировально-фрезерный станок
5. Каменный фрезерный станок с ЧПУ
- 1) Замечание
-
1. Может ли наш маршрутизатор cnc Stone работать с этим нефритом? Толщина 7мм
-
Хорошо, пожалуйста, реализуйте станок для гидроабразивной резки.
-
1. Может ли фрезерный станок с ЧПУ обрабатывать мрамором и гранитом?
-
Это не проблема, если не нужен полироль. Наша машина не может полировать, почти надгробие склеено. Если только можно резать, выберите станок для гидроабразивной резки и пильный диск.
-

6. машина плазменной резки
| оцинкованная сталь |  |
стали |
7. Замечание
-
1. Принадлежности для ванной комнаты, подходящие для нашей машины. Нормальные 3 оси могут сделать это, может грубая работа и чистовая отделка, нужно сделать путь инструмента в порядке.
-
2. Может ли наша машина резать стекло толщиной до 18 мм?
Положите акрил под стекло, порежьте понемногу, высокая стоимость времени.
-
3. Наша машина может вырезать и сделать отверстие для 6 мм поликарбонатного листа.

8. подходит для токарного станка
9. подходит для поворотных
八. другие
1. Скорость и крутящий момент
-
Мы можем понять крутящий момент как мощность. мощность сервопривода постоянна. Вся мощность мотора постоянна. На низкой скорости больше мощности, на высокой скорости меньше мощности.
-
Шаговые двигатели имеют постоянный крутящий момент. Чем выше скорость, тем больше мощность.
2. Температуры
-
1. Может ли наша машина работать в 60??
-
Нет, 60 power Мощность двигателя и привода резко упадет, и электронные компоненты не смогут стоять, мощность двигателя Yaskawa просто достигает 50% от номинальной мощности.

3. смазка
-
1. Смазка направляющей магистрали к смазочному ползунку, один раз в день для смазки после использования машины, не рекомендуется использовать смазку, иметь адгезию h5, Нелегко чистить, если грязь падает сверху
-
2. Смазочное масло нормального использования 32 # -68 #, 5W-30 (автомобильное моторное масло)