Данная инструкция справедлива для станков с фанерной рамой серии «Моделист», настольных алюминиевых станков, а так же станков средних размеров из алюминиевого конструкционного профиля с передачей на ШВП.
Инструкция по запуску станков больших размеров на реечной передаче находится по ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-pervomu-zapusku-stanka-2.html
ШАГ 1. Подключение контроллера.
1.1 Произвести подключение контролера шаговых двигателей к станку, согласно имеющейся маркировки на проводах и табличке над клеммниками контроллера. Рисунок 1.
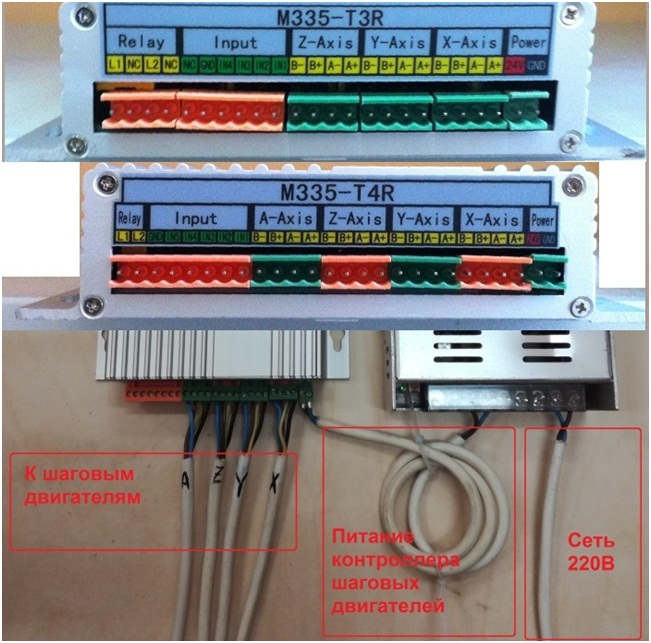
Рисунок 1.подключение контролера шаговых двигателей
1.2 Подключить контроллер шаговых двигателей к компьютеру.

Рисунок 2 –подключение контроллера шаговых двигателей к LPT- порту компьютера.
1.3 При использовании переходника USB-LPT произвести подключение согласно рисункам 3 и 4.

Рекомендуемый вариант подключения рисунок 3.
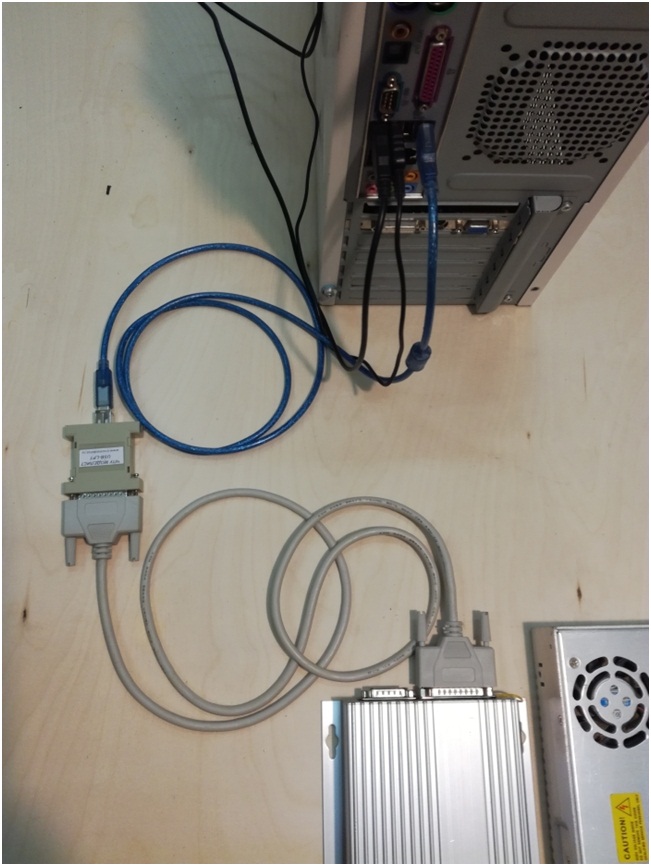
Рисунок 4
ШАГ 2. Подготовка шпинделя.
Если на станок установлен шпиндель жидкостного охлаждения — произведите сборку системы охлаждения, согласно соответствующей инструкции. Инструкция высылается по запросу на электронную почту.
ШАГ 3. Подготовка ПК.
3.1 ВНИМАНИЕ ВАЖНО! Для управления станком непосредственно через LPT порт невозможно использование компьютеров с многоядерными процессорами INTEL.
(системные платы Intell имеют в себе средство изменения рабочей частоты процессора при изменении нагрузки на него. При этом все порты тоже испытывают флуктуацию по частоте – как результат, сигнал «плавает», то есть при работе Mach3 происходит изменение частоты сигнала step, что приводит к неравномерности движения рабочего органа станка- дерганью, ударам и даже остановкам)
Для проверки LPT порта 3-4 раза производим переезд в режиме ручного перемещения (с использованием клавиш ← → и↓↑) на полную длину рабочего стола. Движение должно происходить плавно с постоянной скоростью, без дерганья, рывков, ударов и остановок. Если при перемещении происходит локальные изменения скорости движения и/или остановка в процессе движения портала, то для проверки необходимо в пункте меню Config →MotorTuning изменить параметр Velocity уменьшив его в 10 раз. Если изменения скорости движения уменьшатся, а остановки прекратятся, но при этом удары и толчки сохранятся, то данная материнская плата не пригодна для управления станком через LPT-порт.
Для работы непосредственно через LPT порт подходят:
А) только компьютеры с одноядерными процесорами INTEL и любые компьютеры с процессором AMD и только 32 разрядные версии операционной системы windows
Б) любые компьютеры с операционной системой LinuxCNC.
3.2 При работе со станком через USB переходник или Ethernet переходник можно использовать любые компьютеры и любые версии операционной системы Windows. USB переходники должны быть только специализированные, с драйвером под программу Mach3.
3.3 Компьютер для управления станком должен быть отдельно выделенный, без лишних программ. Не устанавливать антивирусы! Оперативной памяти не менее 1ГГб, если видеокарта встроенная то не менее 1,5Гб , процессор от 1ГГц. Перед установкой mach3 переустановите операционную систему, обязательно установите все необходимые системе драйвера, отключите брандмауэр, отключите гашение экрана в настройках электропитания, отключите экранные заставки, отключите файлы подкачки с жестких дисков.
Более подробно о установке и настройке ПО для работы станка необходимо ознакомиться с информацией по следующей ссылке:
https://cncmodelist.ru/opisanie-stankov/tekhnicheskoe-opisanie-chpu-stankov/instruktsiya-po-ustanovke-programmnogo-obespecheniya.html
Отключение антивирусов и брандмауэра в Windows XP:
3.3.1 Зайдите в Меню пуск, откройте Панель управления.
3.3.2 Откройте Центр обеспечение Безопасности.
3.3.3 Щелкните по Брандмауэр Windows.
3.3.4 В появившемся окне переставьте переключатель на Выключить (не рекомендуется) и нажимаем ОК.
3.3.5 Для отключения предупреждений Windows о безопасности нажмите в окне Центра Обеспечения безопасности windows по ссылке Изменить Способ Оповещения Центром обеспечения безопасности. В появившемся окне уберите все галочки после чего нажмите ОК.
Отключение антивирусов и брандмауэра в Windows 7:
3.3.6 Для отключения брандмауэра его необходимо открыть, что бы его найти воспользуйтесь поиском Windows 7. Откройте меню Пуск и напишите «бра» и выберите простой брандмауэр Windows.
3.3.7 В левой части окошка выбирите Включение и отключение брандмауэра Windows.
3.3.8 В открывшемся окошке вы можете отключить брандмауэр для всех сетей сразу.
3.3.9 После, необходимо выключить службу Брандмауэр Windows. Воспользуйтесь поиском из меню Пуск.
3.3.10 В открывшемся окошке найдите службу Брандмауэр Windows и дважды кликните по ней левой кнопкой мышки . В открывшемся окошке Свойства нажмите Остановить. Затем в поле Тип запуска из выпадающего меню выберите Отключена. Нажмите ОК.
3.3.11 Отредактируйте конфигурацию системы. Откройте Пуск и напишите «кон». Выберите Конфигурация системы. В открывшемся окошке перейдите на вкладку Службы, найдите Брандмауэр Windows. Снимите галочку и нажмите ОК
ШАГ 4. Установка, проверка корректности работы программы, генерирующей G-код.
4.1 Установите на компьютере Mach3.
4.2 Скопируйте в папку Mach 3 расположенную на диске С: профиль станка (файл настроек), присланный по электронной почте, переданный на носителе информации (флешке) или скачанный с сайта.
4.3 Если используется переходник USB-LPT, произведите установку драйверов и плагина согласно статье Подключение контроллера с использованием переходника USB-LPT или руководству по эксплуатации на переходник.
4.4 При использовании платы расширения PCI-LPT, порядок действий также описан в статье «Подключение контроллера с использованием карты PCI LPT».
4.5 Для запуска программы потребуется ярлык «Mach3 Loader», остальные ярлыки можно удалить.

4.6 В открывшемся окне рисунок 5 выберите профиль станка и жмем OK.
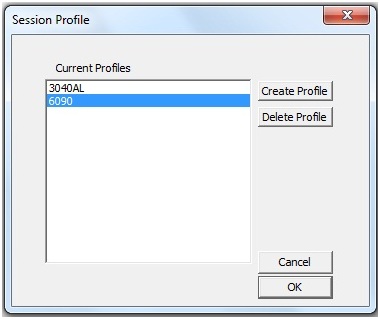
Рисунок 5.
4.7 Выберите источник управления, рисунок 6 при работе с LPT портом или рисунок 7 при работе с переходником USB-LPT.
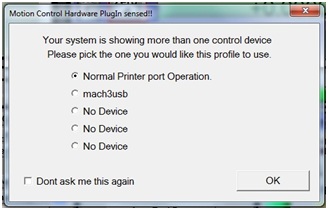
Рисунок 6.
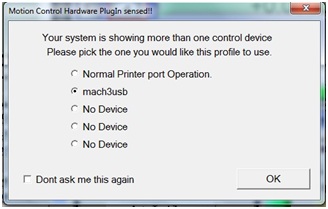
Рисунок 7.
4.8 Загружается главное окно программы Mach3, Рисунок 8.
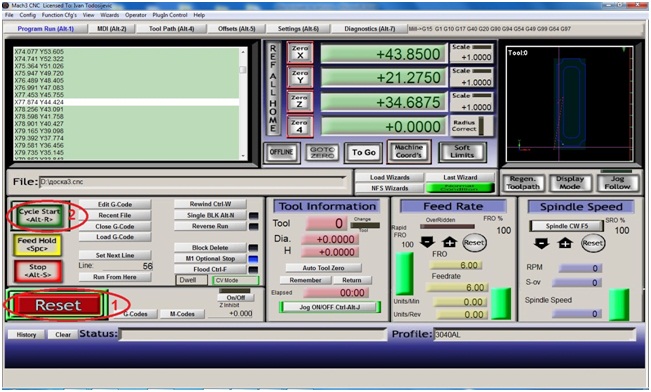
Рисунок 8.
4.9 Включите питание контроллера шаговых двигателей. В главном окне программы MACH3 нажимаем клавишу «Cброс» (Reset) (1), чтобы рамка вокруг неё не мигала и светилась зеленым цветом, рисунок 8. В этот момент шаговые двигатели должны зафиксировать свое положение (послышится щелчок) и слегка зашуметь.
Теперь нажимая на клавиатуре стрелки (влево вправо вверх вниз) наблюдаем на станке перемещения по осям, а на экране изменение координат в полях X Y слева вверху, для перемещения по оси Z кнопки PageUP, PageDown. Также можно вызвать экранный пульт управления перемещением, клавишей «Tab» на клавиатуре вашего компьютера, рисунок 10.

Рисунок 10
4.10 Если перемещения не происходит, то проверьте корректность установки программы и драйверов.
4.10.1 Если используется подключение через LPT- порт, то откройте «Панель управления» — «Диспетчер устройств»- находим Mach3 X Pulsing Engines-свойства. Корректно установленный драйвер — рисунок 12.
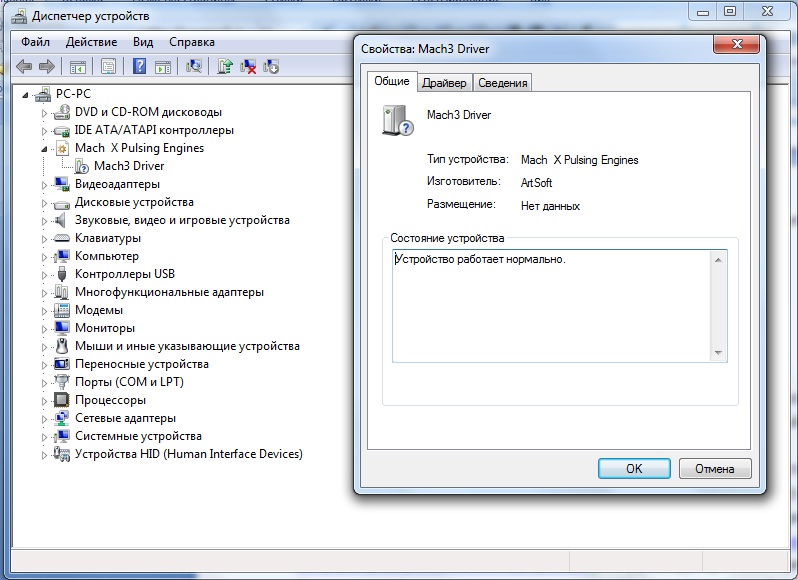
Рисунок 12
4.10.2 Если используется переходник USB-LPT, то откройте «Панель управления» — «Диспетчер устройств»- найдите CNCDevicesClass-свойства. Корректная установка драйверов и правильное обнаружение операционной системой адаптера –рисунок 13.
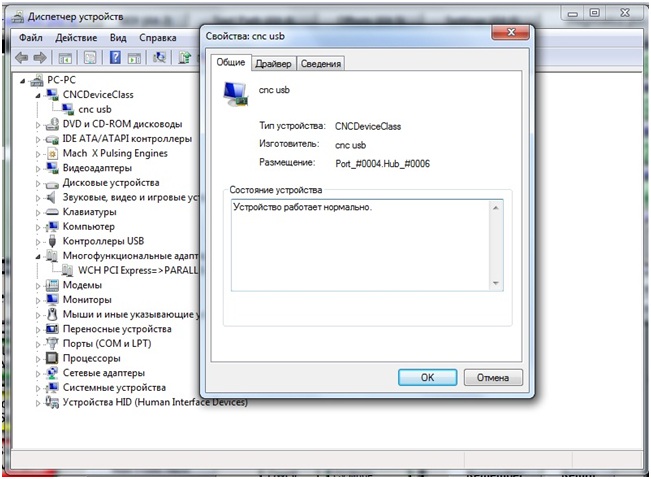
Рисунок 13
4.11 При несовпадение направления перемещения портала станка с направлением стрелок клавиатуры, например при нажатии клавиши «←» инструмент движется в право, изменить направление можно в меню Сonfig->Port and pins->Motor outputs установив галочку в поле DirLowActive напротив нужной оси, рисунок 14.
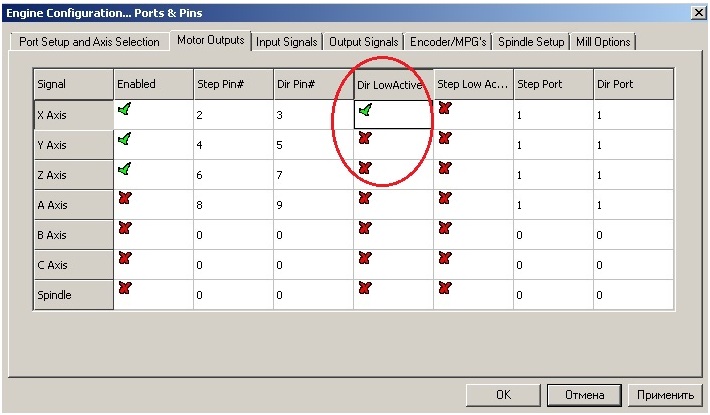
Рисунок 14.
ШАГ 5 Проверка правильности перемещения рабочего инструмента.
Для проверки правильности перемещения рабочего инструмента, необходимо положить на стол линейку и, управляя перемещением с клавиатуры стрелками, проконтролировать совпадение пройденного расстояния по линейке с показаниями в окнах отображения координат MACH3.
5.1 Установите единицами измерения «по умолчанию» -миллиметры: открываем Config->Select Native Units. Mach3 выведет на экран окно с предупреждением о необходимости совпадения единиц измерения установленных в программе и используемых в G-коде. Нажимаем ОК и переходим к окну установки единиц измерения, рисунок 14.
5.2 Для вступления в силу настроек перезагрузите программу. Если далее не планируется использовать при создании управляющих G-кодов дюймовую систему измерения, оставляем метрическую систему для постоянного использования.
Ниже приведён пример проверки настроек для оси Y. Аналогично следует проверить все оси.
5.3 Перемещаем портал и каретку станка до упора на себя и влево –рисунок 15.
5.4 Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z, устанавливаем линейку по оси Y, рисунок 16.

Рисунок 16.
5.5 Клавишей ↑ перемещаем портал на 100 мм по координате цифрового поля. Далее сверяем с фактическим перемещением по линейке — рисунок 17.
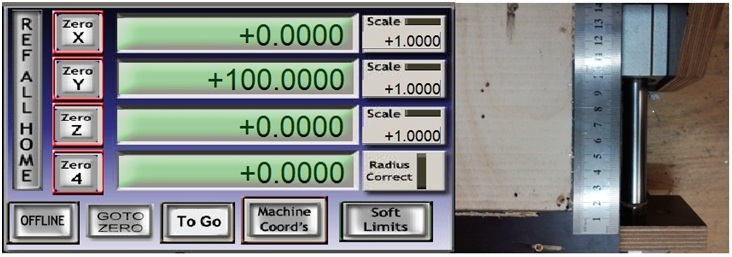
Рисунок 17.
5.6 В случае несовпадения реального перемещения с координатами в Mach3, проводим калибровку для соответствующей оси перемещения, как описано в документации программы Mach3.
5.7 Закрываем Mach3 и отключаем питание станка.
ШАГ 6. Установка фрезы.
6.1 У станков с использованием шпинделей Kress для установки фрезы используется ключ 17. При установке производится удержание вала нажатием кнопки фиксатора, рисунок 18.
Вращением гайки против часовой стрелки отпускаем цангу, вставляем фрезу и производим зажим хвостовика фрезы в цанге вращением гайки по часовой стрелке. Установленная фреза – рисунок 19.

Рисунок 18.
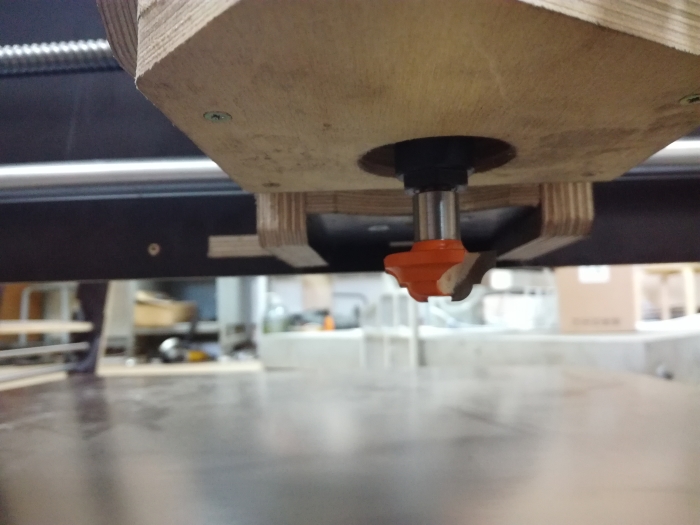
Рисунок 19.
6.2 Для станков с использованием шпинделей жидкостного охлаждения с цангой ER11 установка фрезы производится с использованием ключей на 13 и 17 рисунки 20..22. Для установки фрезы удерживаем вал шпинделя за лыску на валу ключём на отпускаем зажимную гайку цанги , вставляем фрезу, и производим зажим хвостовика фрезы.

Рисунок 20.
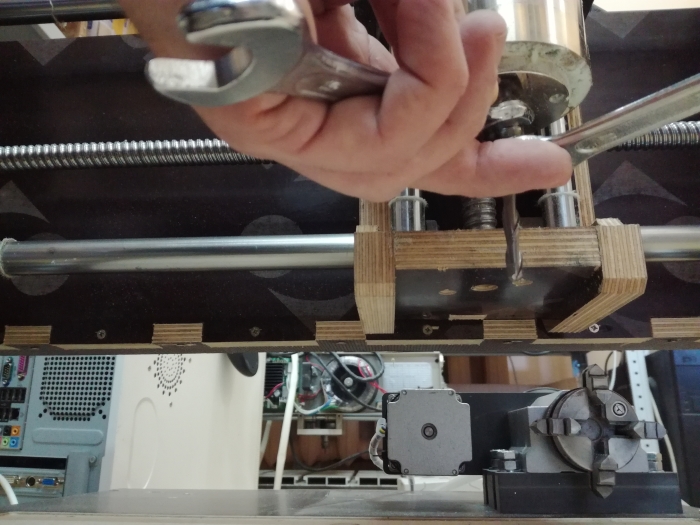
Рисунок 21.
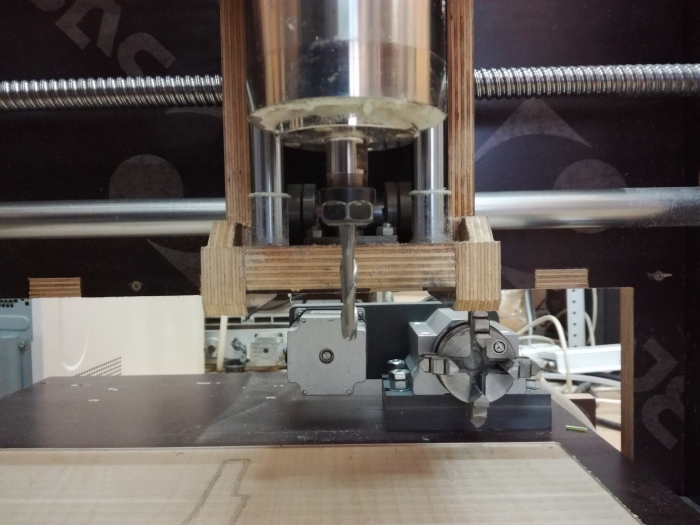
Рисунок 22.
ШАГ 7. Установка заготовки.
7.1 Установка заготовки на рабочий стол станка из профиля с Т-пазом осуществляется металлическими прижимами –рисунок 23.

Рисунок 23.
7.2 При использовании станка с фанерным столом или жертвенным столом из фанеры:
7.2.1 наиболее простой вариант крепления с помощью винтов «саморезов» рисунок 24.
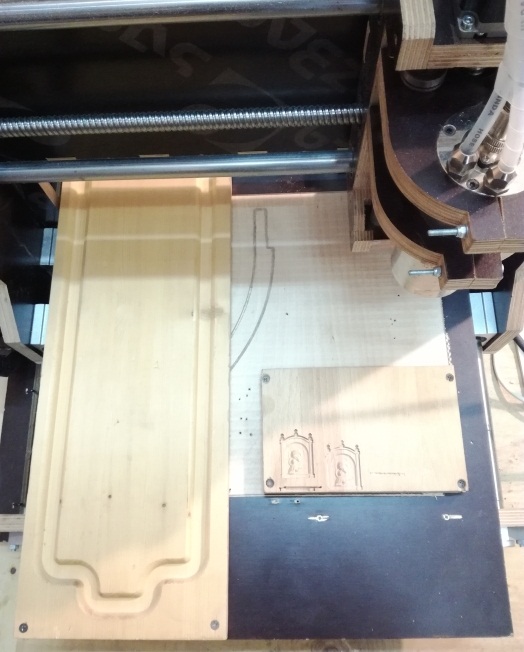
Рисунок 24.
7.2.2 Так же существует множество вариантов крепления заготовки с помощью мебельных втулок, рисунки 25…30. Подробнее об этом варианте крепления в http://cncmodelist.ru/stati/eto-interesno/poleznye-prisposobleniya-dlya-stankov-s-chpu.html:

Рисунок 25. Мебельная резьбовая втулка
Рисунок 26. Установленные резьбовые втулки по углам стола
Рисунок 27. Установленные прижимы

Рисунок 28. Закрепленная прижимами заготовка
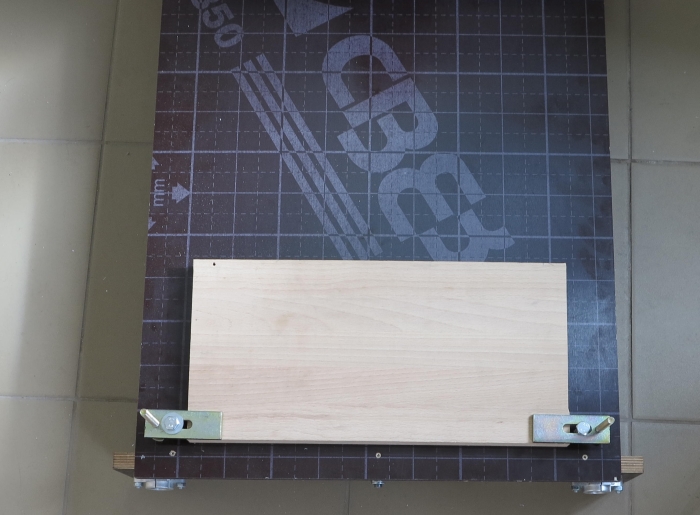
Рисунок 29. Заготовка закрепленная стандартными стальными станочными прижимами
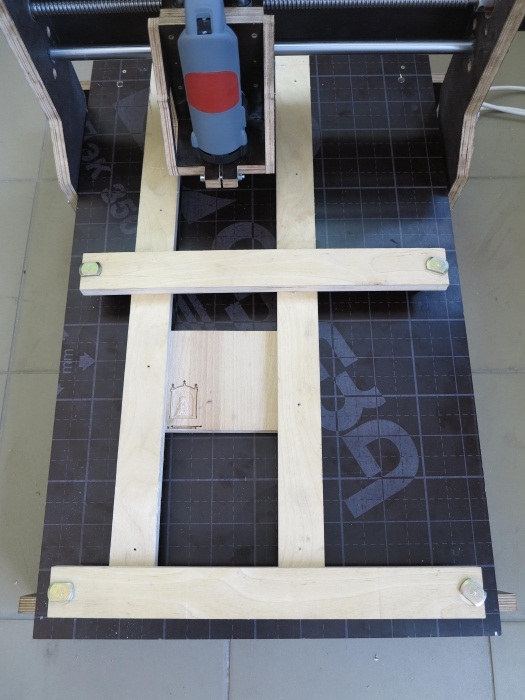
Рисунок 30 Установка дополнительных планок для крепления заготовок любого размера в любом месте стола
ШАГ 8. Установка рабочего органа станка в начальную точку резки.
8.1 Включаем питание станка, запускаем Mach3 и выводим каретку станка в начальную точку резки (как правило это левый нижний угол (вы стоите лицом к передней части станка)) с использованием стрелок на клавиатуре и кнопок “PageUP” и “PageDown”(или виртуальным пультом управления –вызывается кнопкой Tab).
Начальная точка резки определяется при создании проекта –например новой модели в ArtCam, рисунок 31.
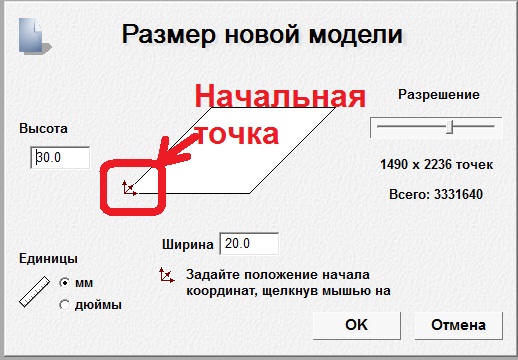
рисунок 31
8.2 Если имеется в наличии только G-код, то начальную точку можно определить в окне Mach3, загрузив исполняемый файл: File→Load G-Kode. Обнуляем показания цифровых полей с координатами положения портала –нажатием кнопок Zero X, Zero Y, Zero Z курсор в окне визуализации устанавливается в начальную точку.
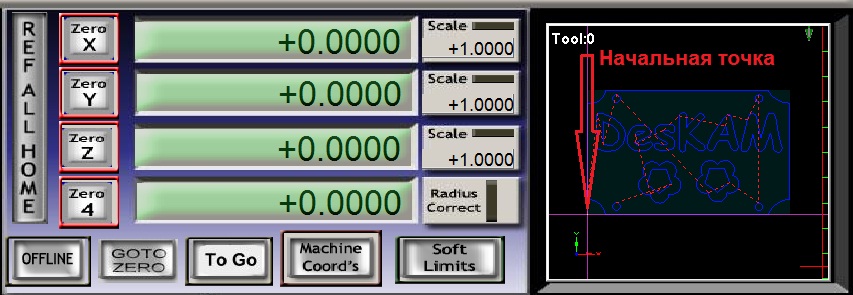
Рисунок 32.
8.3 Управляя вертикальным перемещением шпинделя касаемся нижним торцом фрезы материала заготовки.
Нажатием кнопок Zero X, Zero Y, Zero Z обнуляем программные координаты, рисунки 33, 34.
Рисунок 33.
Рисунок 34
8.4 Нажатием кнопки “PgUp” поднимаем шпиндель на безопасную высоту -10…15мм над заготовкой.
ШАГ 9. Загружаем G-код: (File→Load G-Kode). Станок готов к запуску .
ШАГ 10. Производим запуск шпинделя.
10.2 При работе со шпинделем жидкостного охлаждения рисунок 39 :
— запускаем систему жидкостного охлаждения шпинделя (включаем насос).
— включаем частотный преобразователь.
— вращением потенциометра на лицевой панели частотного преобразователя устанавливаем необходимые обороты вращения шпинделя.
— нажатием кнопки RUN производим запуск шпинделя.
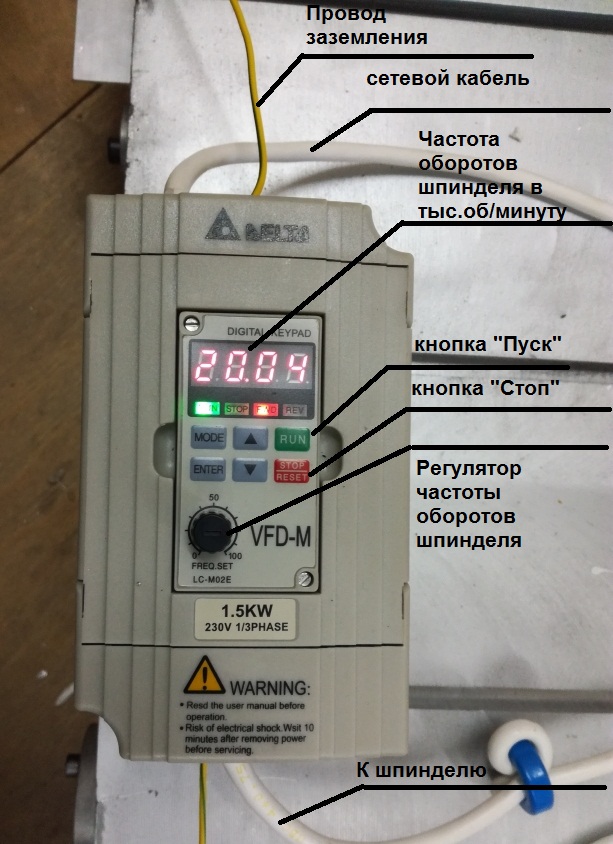
Рисунок 39
10.3 Далее нажатием кнопки “Cycle Start”в главном окне производим запуск исполняемого G-кода рисунок 40.
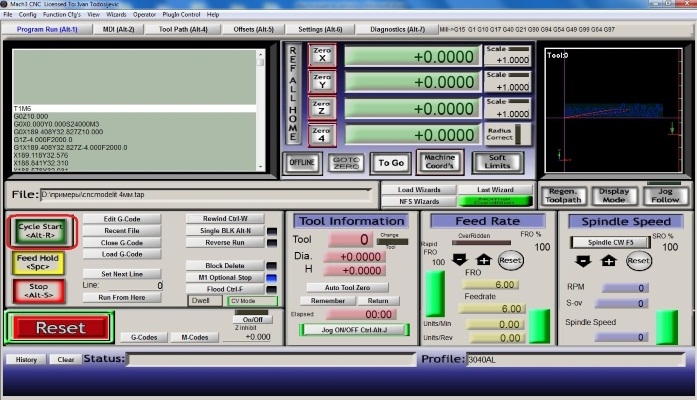
Рисунок 40.
11.Активация концевых датчиков
Если концевые датчики на станке установлены, но не активированы, то для включение концевых датчиков в меню программы Mach3
config->Port and Pins->Input Signal установить галочки как показано на рисунках 41 и 42
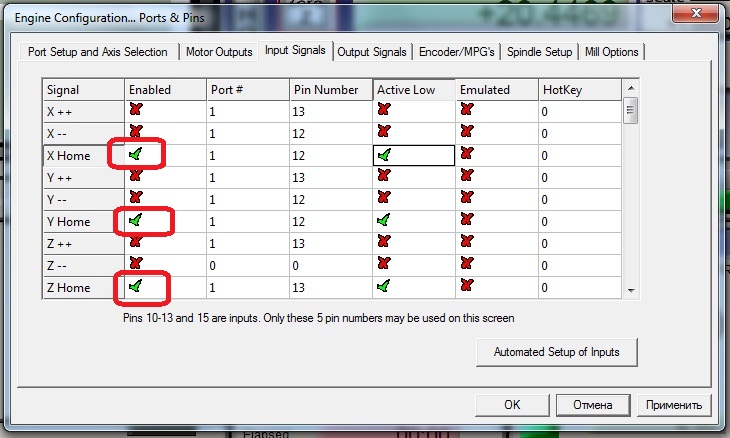
Рисунок 41. Активация концевых выключателей для станков с установленными индуктивными датчиками
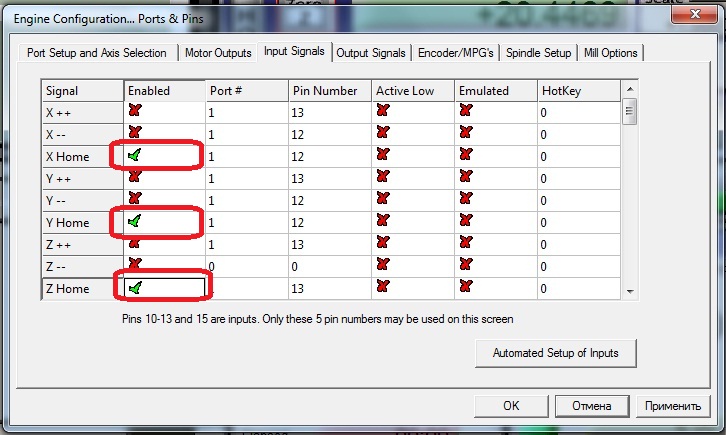
Рисунок 42. Активация концевых выключателей для станков с установленными механическими датчиками
Примечание.
Если на станке установлены концевые выключатели баз, то поиск нулевой точки машинных координат осуществляется нажатием кнопки “Ref All Home”, рисунок 43.
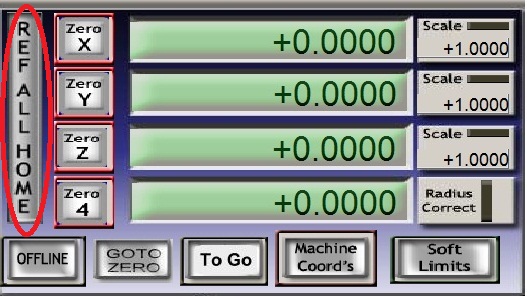
Рисунок 43.
Если концевых выключателей нет, то при нажатии на кнопку “Ref All Home”, происходит обнуление машинных координат.
Ели концевые выключатели отсутствуют, то настройки для входов “Home” представлены на рисунке 44.
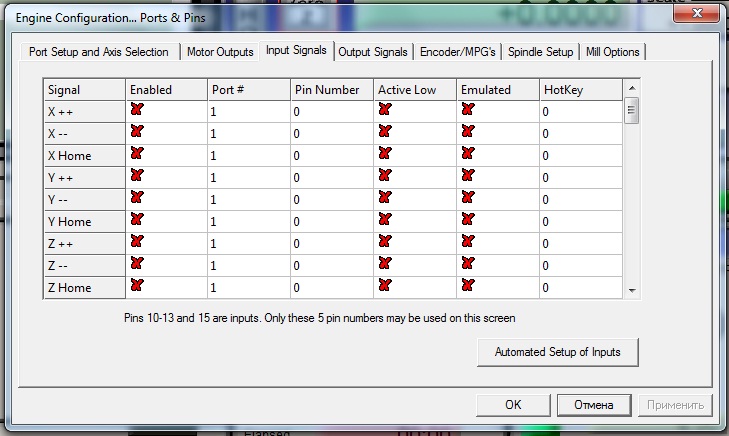
Рисунок 44.
При работе с адаптером Моделист USB-LPT при отсутствии концевых выключателей порядок обнуления машинных координат выглядит следующим образом:
-клавишами ← и ↓ установите каретку станка в левый нижний угол.
— клавишей и PgUp поднимите шпиндель вверх до упора.
— нажмите кнопку “RESET” на главном экране Mach3.
— извлеките шнур переходника из USB-порта компьютера (не забудьте перед извлечением отключить устройство в системе , так же как обычную флешку)
— на главном экране Mach3 переключитесь на отображение машинных координат, для чего нажмите кнопку “Machine Coord’s’, о том что вы находитесь в режиме отображения машинных координат будет сигнализировать красная рамка вокруг кнопки, рисунок 45.
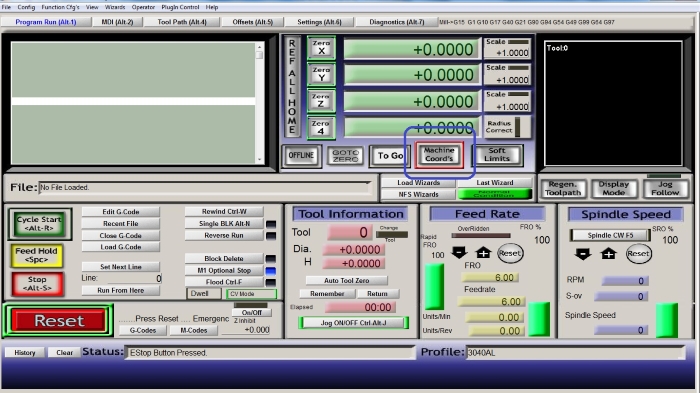
Рисунок 45.
— подключите шнур адаптера к USB-порту и подождите 10-15 секунд, пока Windows обнаружит адаптер.
-нажмите кнопку “RESET” и машинные координаты обнулятся.
— перейдите в режим отображения программных координат, для чего ещё раз нажмите кнопку “Machine Coord’s’, красная рамка вокруг кнопки должна погаснуть.
ШАГ 11. Техническое обслуживание станка.
На чтение 26 мин. Просмотров 1 Опубликовано
Содержание
- Станок CNC — Инструкция по эксплуатации
- Инструкция фрезерного станка ЧПУ по дереву — серия L
- РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ — серия L
- 1. ОБЩИЕ СВЕДЕНИЯ
- 1.1 Назначение
- 1.2 Область применения
- 2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- 2.1 Техническая характеристика (основные параметры и размеры)
- 2.2 Техническая характеристика электрооборудования
- 3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
- 3.2 Правила безопасности за работающим станком
- 3.3 Требования электробезопасности
- 3.4 Требования безопасности окружающей среды
- 4. СОСТАВ СТАНКА
- ВОЗМОЖНЫЕ ОПЦИИ фрезерного станка 2030L (в базовую стоимость и комплектацию не входят)
- 4.2 Инвертор
- 5. ЭЛЕКТРООБОРУДОВАНИЕ
- 5.1 Общие сведения
- 5.2 Первоначальный пуск
- 5.4 Безопасность
- 6. ПОРЯДОК УСТАНОВКИ
- 6.1 Распаковка
- 6.2 Транспортировка
- 6.3 Очистка станка после транспортировки
- 6.4 Монтаж станка
- 6.5 Подготовка к первоначальному пуску и первоначальный пуск
- 7. ПОРЯДОК РАБОТЫ
- 9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
- 9.1 Неисправности и методы их устранения
- 9.2 Заказ запасных частей
- 10. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- 11 ХРАНЕНИЕ
- 12 УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- КАРТА СМАЗКИ
- 12.7 Указания по эксплуатации шпинделя
- ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Станок CNC — Инструкция по эксплуатации
CNC инструкция по эксплуатации
Пожалуйста, обратитесь к «Инструкции по сборке» для сборки станка (скачать можно в данном разделе https://minichpu.ru/page/1279409).
2. Отладка (для начала скачайте «Полный пакет» в разделе https://minichpu.ru/page/1279409).
Для начала необходимо подключить плату к сети с помощью болка питания, а также соединить плату с компьютером (ноутбуком) с помощью кабеля USB, входящего в комплект.
— Установить драйвер CH 340 SER (путь- / driver /).
— Открываем двойным нажатием, появляется сообщение
«Разрешить этому приложению вносить изменения на вашем устройстве?»
Нажимаем INSTALL , драйвер устанавливается, и появляется окно, что успешно установлен ( Driver install success !), нажимаем ОК. И закрываем окно.
Определение COM-порта компьютера (для инфо):
- Windows XP: Щелкните правой кнопкой мыши на «мой компьютер», выберите «Свойства», выберите «Диспетчер устройств».
- Windows 7: Нажмите «Пуск» -> щелкните правой кнопкой мыши «компьютер» -> выберите «Управление» -> выберите «Диспетчер устройств» из левой панели.
- В дереве разверните «порты (COM & LPT)»
- Ваш станок будет USB последовательный порт (СОМХ), где “X” представляет собой номер COM порта, например СОМ6.
- Если есть несколько USB-портов, щелкните каждый из них и проверить производителя, станок будет «CH340».
3. Раскройте контрольную программу grblControl . exe , чтобы соединить станок и выбрать правильный порт :
— Открываем двойным нажатием, (станок должен быть подключен и в сеть и через USB ).
— Выбираем в меню Сервис ->Настройки, далее Порт (обновляем, и из выплывающего меню выбираем другой порт), нажимаем ОК. Статус меняется на ГОТОВ.
(изначально Статус – Нет соединения)
В консоле (внизу): Соединение успешно установлено : [ CTRL + X ] Grbl 0.9 j [‘$’ for help ]
4. Проверить направление оси XYZ :
Если ось x , y , z не двигается, как показано на рисунке, просто подключите провод шагового двигателя в обратном направлении.
Как обнулить положение гравера:
5. После установки станка, откройте файл гравировки — приложение «grblControl.exe» (путь- 3018/software/GRBL/grblControl). В правом верхнем углу статус должен быть ГОТОВ. Необходимо определить, где будет находится нулевая точка. Обычно в левом нижнем углу заготовки.
Сначала подведите шпиндель в левый нижний угол заготовки (с помощью кнопок перемещения X и Y ), затем опустите фрезу по оси Z . Замедлить движение можно уменьшив шаг, нажатием кнопок 0,01; 0,1; 1; 5; 10 (расположенные ниже стрелок перемещения).
Когда резец будут приближаться к заготовке, аккуратно подведите его к поверхности заготовки.
Важно! После соприкосновения резца с поверхностью, нажмите в разделе управление кнопки «Обнулить XY » и «Обнулить Z «.
Подсказка: лучше всего опробовать станок на работоспособность без заготовки. Для вращения шпинделя нажмите кнопку «Вкл/Выкл шпиндель», также можно изменять скорость вращения. Произведите перемещение по всем осям. Для возвращения в нулевую точку необходимо нажать кнопку в управлении «Восстановить XYZ «.
Проверьте станок, прежде чем начать официальную гравировку.
6. Загрузка файла в управляющую программу grblControl .
Затем вы можете нажать кнопку «Открыть» в нижнем углу, выбрать из папки » NCfile » готовый файл (с расширением *. nc ), чтобы выгравировать.
7. В папке хранятся готовые файлы.
Этапы работы станков с ЧПУ:
1) формируется модель с помощью специальных графических программ (ArtCam и т.д.) на компьютере.
2) с помощью специальной программы для станка с ЧПУ готовая модель отцифровывается в управляющую программу с расширением *. nc .
3) потом файл открывают управляющей программой « grblControl . exe » и вносят в память ЧПУ. И станок приступает к работе.
Изучайте графическую программу ArtCam, создавайте модели и реализовывайте их с помощью станка CNC 3018.
Источник
Инструкция фрезерного станка ЧПУ по дереву — серия L
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ — серия L

Благодарим Вас за покупку фрезерного станка с ЧПУ СЕРИИ TS 1515L- 2040 L Данное руководство содержит пояснения по правильной эксплуатации, техническому обслуживанию и быстрой диагностике причин не-исправностей, чтобы сделать использование оборудования как можно более безопасным и производительным. Руководство по эксплуатации оборудования не отражает незначительных конструктивных изменений в оборудовании, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, получаемой с ними.
1. ОБЩИЕ СВЕДЕНИЯ
1.1 Назначение
1.2 Область применения
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1 Техническая характеристика (основные параметры и размеры)
| Наименование параметров и размеров | Значение | |
| Модель: TS1515L TS1325L TS2030L TS2040L |
||
| Система управления станка | ||
| 1 | Модель системы управления | NC-studio |
| 2 | Программа управления параметрами | Интегр. ПО |
| 3 | Код команд программирования | G — коды, *plt |
| 4 | Тип порта подключения внешних устройств | |
| Характеристики рабочей зоны | ||
| 1 | Размеры рабочего стола, мм | 1500*1500 1300*2500 2000*3000 2000*4000 |
| 2 | Размеры вакуумного стола, мм | 1500*1500 1300*2500 2000*3000 2000*4000 |
| 3 | Размеры зоны обработки X и Y, наибольшие, мм | 1500*1500 1300*2500 2000*3000 2000*4000 |
| 4 | Перемещение шпинделя по оси Z, мм * | 200 |
| 5 | Толщина обрабатываемых заготовок, наибольшая, мм | 200 |
| 6 | Скорость подачи рабочего хода, м/мин ** | 0 — 10 |
| 7 | Скорость подачи холостого хода, м/мин | 0 — 17 |
| 8 | Дискретность перемещений по осям X, Y и Z мм | 0,08 |
| Инструмент | ||
| 1 | Модель цанги крепления инструмента, мм | ER20 |
| 2 | Максимальный диаметр хвостовика инструмента, мм | 20 |
| Система смены инструмента | ||
| 1 | Тип захвата инструмента | — |
| 2 | Способ крепления инструмента | Ручной |
| 3 | Исполнение патрона | — |
| 4 | Количество сменных инструментов, шт | — |
| 5 | Давление сжатого воздуха пневмосистеме, кг/см2 (Бар) | — |
| 6 | Частота вращения шпинделя, oб/мин | 24000 |
| Параметры и размеры вакуумной системы | ||
| 1 | Тип насоса | Воздушно вихревой |
| 2 | Подключение вакуумного насоса | 1 канал, после размера 2030 2 канала |
| (D) 50 мм | ||
| 3 | Производительность вакуумного насоса, м3/час | 320 |
| Характеристики электрического питания | ||
| 1 | Тип питания | Переменный, трехфазный |
| 2 | Напряжение питания , В | 380 |
| 3 | Частота тока, Гц | 50 |
| 4 | Мощность шпинделя, кВт | 3.2 — 3.7 |
| 5 | Количество электродвигателей перемещения портала, суппорта и шпинделя, шт | 4 |
| 6 | Мощность электродвигателей перемещения | 0.55 |
| 7 | Количество вакуумных насосов, шт | 1 |
| 8 | Мощность вакуумного насоса, кВт | 3 кВт. |
| 9 | Общая установленная мощность, кВт | 8 |
| Габаритные размеры и вес | ||
| 1 | — длина, мм | 3050-4500 |
| 2 | — ширина, мм | 2350-3000 |
| 3 | — высота, мм | 1650 |
| 4 | Вес, кг | 900-1200 |
| Регламентированные требования к окружающей среде | ||
| 1 | Температура, ºС | +12 до + 45 |
| 2 | Относительная влажность, % | до 75 |
| 3 | Высота над уровнем моря, м | до 1000 |
| 4 | Среда не должна содержать воспламеняющихся веществ | — |
2.2 Техническая характеристика электрооборудования
| Наименование параметров и размеров | Данные | |
| 1 | Род тока питающей сети | переменный |
| трехфазный | ||
| 2 | Частота тока, Гц | 50 |
| 3 | Напряжение, В | 380/220 |
| 4 | Количество электродвигателей, шт. | 7 |
| 5 | Электродвигатель-шпиндель фрезерного суппорта: | |
| количество, шт. | 1 | |
| частота вращения, oб/мин | 24000 | |
| мощность, кВт. | 03.фев | |
| 6 | Электродвигатели шаговые постоянного тока: | |
| количество, шт. | 4 | |
| мощность * , кВт. | 0,55 | |
| 7 | Электродвигатели вакуумного оборудования: | |
| количество, шт. | 1 | |
| мощность*, кВт. | 5,5 | |
| 8 | Электродвигатели эксгаустерного оборудования : | |
| количество, шт. | 1 | |
| мощность, кВт. | 3 | |
| 9 | Установленная мощность, кВт. | 16.5 |
3. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
3.1.1. Мероприятия, обеспечивающие безопасность эксплуатации электрооборудования выполнены в соответствии с требования «Правил устройства электроустановок».
3.1.2. Станок соответствует ГОСТ 25223 «Оборудование деревообрабатывающее. Общие технические условия».
3.1.3. К работе на станке допускается персонал, изучивший оборудование станка, правила эксплуатации и получивший инструктаж по технике безопасности.
3.1.4. При эксплуатации станка обязательно строгое соблюдение действующих на заводе российских, ведомственных и заводских правил и инструкции по технике безопасности.
3.1.5. Инструкция о мерах безопасности при работе на станке должна находиться на рабочем месте обслуживающего персонала.
3.1.6. Рабочее место оператора должно содержаться в чистоте и не быть скользким.
3.1.7. Обслуживающий персонал станка обязан:
- строго соблюдать правила эксплуатации и требования инструкция по технике безопасности;
- содержать в чистоте рабочее место в течение всего рабочего времени, не допуская загромождения проходов заготовками.
3.1.8. При ремонте оборудования станка на вводном автомате (рубильнике) должен быть вывешен плакат: «НЕ ВКЛЮЧАТЬ – работают люди!»
3.1.9. ЗАПРЕЩАЕТСЯ во время работы станка:
- находится между работающими узлами;
- опираться на работающее оборудование;
- производить уборку оборудования.
3.1.10. При обнаружении возможной опасности следует отключить станок, предупредить обслуживающий персонал и администрацию цеха.
3.1.11. При любом нечастном случае за станком необходимо немедленно оказать помощь пострадавшему и сообщить о случившемся в мед-пункт завода и администрации участка (цеха).
3.1.12. ЗАПРЕЩАЕТСЯ при работе за станком загромождать проходы и проезды около станка заготовками и обработанными изделиями.
3.1.13. ЗАПРЕЩАЕТСЯ работа на неисправном или не подготовлен-ном к работе оборудовании.
3.1.14. ЗАПРЕЩАЕТСЯ приступать к работе за станком при:
- неисправности заземляющих устройств;
- отсутствие смазки или неисправности системы смазки, хотя бы у одного из узлов и механизмов;
- обнаружение поломанного инструмента,
- неисправности эксгаустерных устройств.
3.1.15. Заготовки, устанавливаемые на станок, должны быть надежно закреплены на столе.
3.1.16. Узлы станка, имеющие настроечные перемещения, оснащены фиксаторами, исключающими самопроизвольное ослабление их в процессе работы.
3.2 Правила безопасности за работающим станком
3.2.1. Обслуживающий персонал обязан выполнять требования по обслуживанию оборудования, изложенные в «Руководстве по эксплуатации» на станок, а также требования предупредительных табличек, установленных на станке.
3.2.2. Сигнальные цвета знаков безопасности на станке соответствуют требованиям ГОСТ 12.4.026.
3.2.3. Производить замену и под наладку инструмента только при полной остановке станка.
3.2.4. Инструмент, устанавливаемый на станке (фрезы и сверлильный инструмент), должен быть всегда острым. В случае повреждения инструмента немедленно замените его.
3.2.5. Скорость обработки необходимо выбирать всегда в соответствии обрабатываемым материалом.
3.2.6. Не брать и не передавать через работающие механизмы какие-либо предметы.
3.2.7. Не производить во время работы станка подтягивание винтов, болтов, гаек и других деталей.
3.2.8. При работе станка производить загрузку заготовок, контроль точности обработки изделий и съём обработанных деталей только на специально предусмотренных для этого позициях.
3.2.9. Выключите станок и снимите напряжение отключением вводного автомата при:
- уходе от станка даже на короткое время;
- временном прекращении работы;
- уборке, смазке и чистке оборудования.
3.2.10. ЗАПРЕЩАЕТСЯ устранять любые неполадки при работе стан-ка.
3.2.11. Соблюдайте меры предосторожности при устранении неполадок. Помните, что при нажатии кнопок с определенной символикой и надписями, соответствующие механизмы станка совершают движения.
3.2.12. ЗАПРЕЩАЕТСЯ устранять неисправности в станке без снятия напряжения, если характер неисправностей не требует ее устранения под напряжением.
3.2.13. ЗАПРЕЩАЕТСЯ обрабатывать на станке заготовки с размера-ми и отклонениями формы, превышающими величины, изложенные в п. 1.1.2. технических условий на станок.
3.2.14. При обработке материалов на станке убедитесь в отсутствии металлических предметов и иных посторонних вкрапления на поверхности заготовок.
3.3 Требования электробезопасности
3.3.1. Мероприятия, обеспечивающие безопасность эксплуатации электрооборудования выполнены в соответствии с требованиями ГОСТ Р МЭК 60204-1 «Электрооборудование машин и механизмов»
3.3.2. Необходимо следить за тем, чтобы крышки распределительных коробок и других электрических устройств были закрыты, а уплотнения не имели повреждений.
3.3.3. ЗАПРЕЩАЕТСЯ устранять неисправности электрооборудования станка лицам, не имеющим права обслуживания электроустановок.
3.3.4. Оборудование станка оснащено нулевой защитой, исключаю-щей самопроизвольное включение станка при восстановлении внезапно исчезнувшего напряжения.
3.3.5. ЗАПРЕЩАЕТСЯ работать за станком с нарушенными блокировками, а также с неисправной системой контроля и сигнализации.
3.3.6. Обслуживающий персонал обязан периодически (раз в неделю) проверять блокировочные устройства.
3.3.7. Станок в собранном виде со всеми электрическими соединения-ми проверен на непрерывность цепи защиты в соответствии с ГОСТ Р 50571.16, 612.6.3. Необходимо контролировать крепление соединений проводов. Если длина защитной цепи не более 30 м, непрерывность цепи защиты проверяется пропуском через нее тока не менее 10А, частотой 50 Гц, направляемом источника БСНН в течение 10 с. При минимальном эффективном поперечном сечении провода защиты 2,5 мм2 максимальное установленное падение напряжения равно 1,9 В.
3.3.8. Электрооборудование станка проверено на электрическую прочность изоляции в соответствии с ГОСТ Р МЭК 60204-1 «Электрооборудование машин и механизмов» Измеренное при 500 В постоянного тока между проводами силовой цепи и цепи защиты сопротивление изоляции электрических цепей, аппаратов и электродвигателей не должно быть менее 1 Мом в любой незаземленной точке измерения. При испытании прочности изоляции силовых цепей и присоединенных к ним цепей управления не должно быть пробоя изоляции. Момент пробоя определяется сбросом показаний ПУС-3 и отключением сигнальной лампочки.
3.3.9. Электрооборудование станка проверено повышенным напряжением. При подаче испытательного напряжения, составляющего двойное значение номинального напряжения питания или 1000 В, если это значение больше, имеющего частоту 50 Гц и подаваемого от трансформатора минимальной мощностью 500 ВА, электрооборудование выдерживает подаваемое напряжение в течение не менее 1 с между проводами всех цепей и защитными цепями, за исключением предназначенных для работы с БСНН или более низких и цепи защиты.
3.3.10. Надежность заземления соответствует ГОСТ 12.2.007.0. Значение сопротивления между заземляющим болтом (винтом, шпилькой) и каждой доступной прикосновению металлической нетоковедущей частью станка, которая может оказаться под напряжением, не превышает 0,1 Ом.
3.3.11. В аварийных случаях пользуйтесь специальным аварийными остановами — грибковыми кнопками «Стоп». При аварийном «Стоп» станок отключается.
3.4 Требования безопасности окружающей среды
4. СОСТАВ СТАНКА
Рабочее поле XYZ. Сварная станина обеспечивает требуемую жесткость при относительно не большой массе. Что делает установку и транспортировку станка более комфортным и мобильным.

Данная высота для обозначенного размера рабочего поля является достаточно консервативным решением но вполне функциональным. Малый вес, высочайшая прочность позволяют достичь значительного ускорения в перемещении и при этом выдерживать значительный вес навесных элементов. Отсутствие заноса (инерции), все эти данные способствуют поднятие точности при обработке до максимальных значений.

Столы станков предварительно идут с вакуумной подготовкой. При желании, необходимо дополнительно приобрести вакуумный насос и станок получает полноценный вакуумный стол.

Шпиндель
3.2 (вод.охл)/3.5 (возд.охл.)/3.7 (возд.охл.)

Квадратные направляющие — THK
Станок по всем осям оснащен квадратными линейными направляющими и каретками фирмы THK (Тайвань).

Зубчатая рейка Apex, Тайвань.
Передача по осям X,Y станка осуществляется зубчатой рейкой фирмы YYC/Herion, За счет применения рейки увеличивается точность при работе станка, а также скоростные преимущества, увеличивая скорость холостого перемещения до 50 м/мин

Механизм привода ось Z-ШВП 20 мм.

Шаговый двигатели Leadshine 4 шт.

NCStudio — бесплатное программное обеспечение для управления станками с ЧПУ. Программа позволяет настраивать оборудование и отправлять команды в управляющую программу. Ввиду большого функционала и доступности соответствующей PCI платы софт активно используется при работе на фрезерных и гравировальных станках.

Платы и драйвера управления — NC Studio.
Выполнены на высокоточном производстве. Отличаются производительностью. Ввиду своей универсальности и техническим характеристикам имеют очень большой и долгий спектр применения.

Электронный блок управления с комплектующими ведущих мировых производителей.

ВОЗМОЖНЫЕ ОПЦИИ фрезерного станка 2030L (в базовую стоимость и комплектацию не входят)
Вакуумный стол и вакуумный насос 5.5 кВт.*2 шт,(вакуумный вихревой насос), для полей свыше 1500*3000 рекомендовано установка от 2 шт.

Вакуумный стол и вакуумный насос 5.5 кВт.*2 шт,(вакуумный роторный пластинчатый насос),для полей свыше 1500*3000 рекомендовано установка от 2 шт.

4.2 Инвертор
При использовании выключателя короткого замыкания на землю следует выбрать сенсор с чувствительностью 200 Ма. Время определения данного сенсора должно быть не менее 0.1 секунды.
Подсоедините терминалы R\L1 S\l2 T\L3 через без предохранительный прерыватель к трехфазному источнику переменного тока для защиты цикла. Нет необходимости учитывать последовательность фаз при подключении.
ВНИМАНИЕ! Не подключайте трехфазные модели фрезерного станка к однофазным источникам электропитания.
 Проверьте состояние электропроводки. В частности необходимо про-верить подключение выходных терминалов U V W. — они не должны быть подключены к сети электропитания. Панель инвертора выглядит следующим образом:
Проверьте состояние электропроводки. В частности необходимо про-верить подключение выходных терминалов U V W. — они не должны быть подключены к сети электропитания. Панель инвертора выглядит следующим образом:
- Отображает частоту переменного тока привода
- Отображает актуальную частоту на терминалах
- Определенные пользователем единицы
- Отображает выходные параметры на терминалах
- Отображает статус двигателя
5. ЭЛЕКТРООБОРУДОВАНИЕ
5.1 Общие сведения
Электрооборудование станка включает в себя:
• станок с установленными на нем электроприводами и электроаппаратурой;
• электро-шкаф;
• пульт управления на стенке электро-шкафа.
Электрооборудование станка выполнено для питания от четырехпроводной сети трехфазного переменного тока напряжением 380/220 В, часто-той 50 Гц.
5.2 Первоначальный пуск
При транспортировке станка и установке его у потребителя возможны нарушения контактных соединений проводников и заводской регулировки аппаратов. Поэтому подготовка к первоначальному пуску имеет большое значение для обеспечения нормальной работы станка у потребителя. Пуск станка должен проводиться специальной организацией, иначе претензии по электрооборудованию не принимаются. Рекомендуется устанавливать стабилизатор напряжения для обеспечения напряжения 380 + 5% В.
Перед первоначальным пуском необходимо провести ряд подготовительных работ.
ВНИМАНИЕ! ВСЕ РАБОТЫ ПО НАЛАДКЕ ЭЛЕКТРООБОРУ-ДОВАНИЯ ПОД НАПРЯЖЕНИЕМ ДОЛЖНЫ ПРОИЗВОДИТЬСЯ ТОЛЬКО ПЕРСОНАЛОМ, ДОПУЩЕННЫМ К ПРОИЗВОДСТВУ ЭТИХ РАБОТ.
5.2.1. Проверить надежность всех контактных соединений, надежность цепей заземления, качество монтажа и соответствие его принципиальной схеме.
5.2.2. Подключить приводы перемещения и двигатель-шпиндель к сети.
5.2.3. Перед монтажом станка после длительного хранения следует из-мерить сопротивление изоляции обмоток двигателей. Двигатели, имеющие сопротивление изоляции обмоток менее 0,5 Мом, нужно просушить. Температура обмоток статора во время сушки не должна превышать значений, определенных классом температурной устойчивости изоляции. Сушка считается законченной, если сопротивление изоляции обмоток относительно корпуса и между обмотками достигло 0,5 Мом, а затем в течение 2-3 часов не меняется.
5.2.4. Проверить работу блокировок и действие кнопок аварийного отключения
5.3 Подготовка к работе
Специальным кабелем, входящим в комплект поставки станка, соединить выходную часть станка с устройством обмена данными с компьютером. ВНИМАНИЕ! Кабель подключать только при отключении стан-ка и компьютера от сети. В противном случае, цепь устройства обмена данными может быть повреждена. Настроить станок в соответствии с разделом 8 «Программное обеспечение».
5.4 Безопасность
5.4.1. Оборудование и все входящие в него устройства и механизмы при установке на месте эксплуатации должны быть надежно заземлены и подключены к общей системе заземления. Для этого на электро-шкафе, пульте управления и металлоконструкциях оборудования имеются узлы заземления, посредством которых они подсоединяются к общей системе заземления. Сопротивление заземления любой точки электрооборудования и общей шиной заземления не должно превышать значения 0,1 Ом.
5.4.2. Эксплуатация электрооборудования должна осуществляться в соответствии с требованиями действующих «Правил устройства электро-установок», «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей».
5.4.3. Сопротивление изоляции в любой точке электрооборудования, не соединенной электрически с землей, должно быть не ниже действующих норм.
5.4.4. Измерение сопротивления изоляции и другие необходимые испытания электрических машин, аппаратов и специальных устройств должны производиться в соответствии с главой 1-8 ПУЭ, инструкциями и пас-портами на это оборудование.
5.4.5. Осмотр и наладка электрооборудования должны производиться только персоналом, имеющим допуск на производство этих работ. Запрещается снимать изолирующие крышки с изображением «Знак напряжения». Запрещается деблокировать работу электрических блокировок.
ВНИМАНИЕ! ПРИ РЕМОНТЕ ЭЛЕКТРООБОРУДОВАНИЯ ВВОДНОЙ ВЫКЛЮЧАТЕЛЬ ДОЛЖЕН БЫТЬ ОБЯЗАТЕЛЬНО ОТКЛЮЧЕН!
5.5 Монтаж и эксплуатация
5.5.1. Монтаж электрооборудования должен быть произведен согласно монтажному чертежу или аналогичному документу. Монтаж и наладка должны выполняться специализированными пусконаладочными организациями.
5.5.2. Указания по эксплуатации.
В процессе эксплуатации возникает необходимость в периодическом осмотре, регулировании, смазке и выполнении планово-предупредительных ремонтов электрооборудования. Для надежной работы электрооборудования необходимо:
- 1) ежедневно проверять работу сигнальных ламп, блокировок, обеспечивающих безопасную эксплуатацию электрооборудования;
- 2) еженедельно проверять установку реле времени, работу цепей аварийного отключения;
- 3) ежемесячно проверять затяжку винтов крепления проводов и клемм электроаппаратов, удалять пыль с электрооборудования.
Капитальные, средние и текущие ремонты, а также плановые осмотры электрооборудования проводятся одновременно с ремонтами и осмотрами станка.
6. ПОРЯДОК УСТАНОВКИ
6.1 Распаковка
6.2 Транспортировка
Транспортировка станка, как в упаковочном ящике, так и без тары должна осуществляться только специально обученным и аттестованным персоналом при выполнении соответствующих требований техники без-опасности. Необходимая информация по весу станка и его центровке указана на упаковочном ящике. Используемые для подъема станка и его транспортировки к месту монтажа кран или автопогрузчик должны иметь необходимую грузоподъемность и аттестованные стальные стропы или ремни. Во избежание повреждения станка стальные тросы и элементы конструкции станка должны быть разделены через деревянные прокладки. Аккуратно поднять станок, при необходимости с помощью дополнительных деревянных прокладок обеспечить горизонтальность и баланс станка, исключив его раскачивание во время транспортировки. При транспортировании станка двигатель-шпиндель снимается со станка и упаковывается отдельно.
6.3 Очистка станка после транспортировки
Перед установкой станка необходимо тщательно очистить его от анти-коррозийных покрытий, нанесенных на открытые, а также закрытые ко-жухами и щитками обработанные поверхности и во избежание коррозии покрыть тонким слоем масла И-3А ГОСТ 20799-75.
Предварительная очистка производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетка-ми, смоченными в керосине или уайт-спирите, затем протереть поверхности насухо.
6.4 Монтаж станка
Допускается установка станка на вибро-опоры на массивных бетонных полах толщиной не менее 100 мм. Поместить слесарный уровень на середину рабочего стола станка последовательно в продольном и поперечном направлении. Выровнять станок в горизонтальной плоскости с помощью подкладок и установочных болтов или другим способом до уровня + / — 0.1/1000 мм. После регулировки за-лить анкерные болты и зазор между станиной и фундаментом бетоном, а когда он схватится, протянуть болты. После этого еще раз проверить горизонтальность рабочего стола уровнем.
Затяжку гаек производить равномерно и плавно.
6.4.3. Установка системы забора пыли
- Вытащите системы забора пыли из упаковки
- Проведите установку системы забора пыли в соответствии с руководством по эксплуатации.
- Подсоедините систему забора пыли к сети электропитания.
- Выполните подключение патрубков системы забора пыли в соответствии с инструкцией по эксплуатации.
6.4.4. Подсоединение компрессора (опция).
Подключение компрессора должно выполняться в соответствии с инструкцией по эксплуатацией, соблюдайте также требования правил техники безопасности и охраны труда при эксплуатации компрессора.
6.4.5. Установка вакуумного насоса
- Вытащите вакуумный насос из упаковки. Установите насос в соответствии с изображением 6.
- Подсоедините к вакуумному насосу патрубки.
- Выполните подключение вакуумного насоса к системе электропитания с напряжением 380 вольт.
- Проверьте направление вращения вала вакуумного насоса, правильным считается направление по часовой стрелке.
- Ежедневно проводите чистку фильтра
6.5 Подготовка к первоначальному пуску и первоначальный пуск
6.5.1. Заземлить станок, пульт и электро-шкаф подключением к общей цеховой системе заземления.
6.5.2. Подключить станок к электросети, проверить соответствие напряжения сети и электрооборудования станка.
6.5.3. Выполнить указания, изложенные в разделах «Электрооборудо-вание» и «Смазочная система», относящиеся к пуску.
6.5.4. Ознакомившись с назначением кнопок и рукояток управления, проверить на холостом ходу работу механизмов в наладочном режиме.
6.5.5. Если первоначальный пуск будет производиться потребителем более чем через 2 месяца после отгрузки станка, или длительного перерыва, или если станок при транспортировке находился в условиях повышенной влажности, то перед пуском следует продержать станок и электро-шкаф 3. 5 дней в сухом помещении для удаления влаги из изоляции электродвигателей.
6.5.6. Для первоначального пуска необходимо:
- проверить надежность заземления и качество монтажа электрооборудования;
- отключить провода питания электродвигателей, включить вводной выключатель и кнопками на пульте проверить четкость срабатывания магнитных пускателей, реле и блокировок. После проверки подключить про-вода питания электродвигателей, обеспечив правильность их вращения.
- пустить станок вхолостую для проверки правильности работы узлов станка. Если в течение 2-х часов испытаний станка на холостом ходу не наблюдалось нагрева подшипников шпинделей, электродвигателей, не бы-ло стука и каких-либо неполадок, можно приступить к настройке станка для работы под нагрузкой.
6.5.7. Для обеспечения безопасной и надежной работы шпинделя запустите шпиндель на максимальной скорости в течение 10-15 минут, чтобы повысить температуру двигателя до 30-40ºС.
7. ПОРЯДОК РАБОТЫ
. Все работы на станке должны выполняться квалифицирован-ным, прошедшим обучение работе на этом станке персоналом.
Принципиальная пошаговая инструкция:
- Установите режущий инструмент на шпиндель до включения станка. (ВНИМАНИЕ! Перед установкой инструмента отключить напряжение станка.) Закрепите вал двигателя-шпинделя с помощью гаечного ключа и затяните зажимную втулку с помощью специального гаечного ключа, чтобы закрепить инструмент.
- Включить станок нажатием кнопки «Пуск» (зеленого цвета) расположенной на шкафу управления.
- Включите компьютер. Запустить программу NC Studio.
- Выполнить обнуления положение шпинделя по осям X, Y, Z.
- Загрузить программу обработки в программу NC Studio.
- Закрепить заготовку на рабочем столе наиболее оптимальным надежным образом, который не будет требовать последующей переустановки до завершения работы.
- Выставить рабочие нулевые точки X и Y положения шпинделя (инструмента).
- Откалибровать ось Z по верхней плоскости заготовки, с учетом размещения заготовки в рабочей зоне по высоте и длины инструмента.
- Запустить станок. Подождать прогрева шпинделя на холостом ходу не менее 5 минут и приступить к выполнению программы.
- Обеспечить достаточное наблюдение за работой станка, следить за температурой шпинделя, уровнем шума, вибрацией, чистотой обработки поверхности и т.п. для своевременного выявления отклонений в работе и износа режущих кромок фрезы.
- По завершению удалите заготовку из рабочей зоны, выключите станок и, затем, выньте инструмент.
- При необходимости, выполните действия связанные с плановым обслуживанием оборудования.
9. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
9.1 Неисправности и методы их устранения
| Элементы оборудования не возвращаются в исходное положение | — Перезагрузите контроллер — Замените контроллер — Проведите перезагрузку данных |
| Элементы оборудования перемещаются в противоположное направлении | — Измени порты А+ и А – — Проверьте правильность подключения кабеля |
| Шпинель не вращается | — Уровень напряжения является недостаточным — Проверьте состояние подключения кабеля — Замените передатчик — Замените шпиндель |
| Сбой в передаче данных | — произведите восстановление |
| Точность работы оборудования является неудовлетворительно | — Проведите замену двигателей каждой из осей — Проведите заземление — Проверьте крепление линии заземления |
| Оборудование не запускается | — Переключатель неисправен. Замените переключатель — Сбой в работе системы электропитания — Проверьте качество подключения кабеля электропитания |
| Инструмент ломается при работе | — Выполните понижение скорости работы — Слишком большая величина (толщина) съема материала — Замени инструмент на более качественный, острый. |
| Концевой индуктивный датчик работает в нормальном режиме, но оборудование не останавливается | — Сенсор загрязнен, выполните чистку — При работе оборудования в ручном режиме управления сенсор не работает. |
9.2 Заказ запасных частей
. При заказе запасных частей просим указывать:
- модель станка
- серийный номер станка
- дату изготовления
- описание/назначение детали
- по возможности, фотографию
10. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
11 ХРАНЕНИЕ
11.1. Категория условий хранения ГОСТ 15150-69:
• для внутренних поставок — 2;
11.2. Не допускается хранение станка в упакованном виде свыше гарантийного срока службы без переконсервации — не более 6 месяцев.
11.3. Обеспечить аккуратное хранение инструмента и принадлежностей.
12 УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
12.1 Требования к окружающей среде
Станок должен работать в сухом отапливаемом помещении, по пожароопасности класса П — I I по ПУЭ при температуре от +12°С до 35°С и относительной влажности 55. 70%.
12.2 Требования к заготовкам
Заготовки, поступающие на станок, должны соответствовать требованиям п. 2.1.1. настоящего «Руководства по эксплуатации».
12.3 Порядок проведения технического обслуживания
Проведение технического обслуживания и ремонта должно проводиться в соответствии со структурой межремонтных циклов на основе руководящих материалов «Система технического обслуживания и ремонта деревообрабатывающего оборудования», Москва, 1987 г.
12.4 Указания по эксплуатации электрооборудования и смазочной системы
Изложены в соответствующих разделах «Руководства по эксплуатации».
12.5 Обслуживающий персонал
Станок должен обслуживаться квалифицированным, прошедшим обучение персоналом. Обычно, для работы и обслуживания достаточно одного специалиста/оператора.
Функции, выполняемые оператором станка:
- оператор IV разряда производит загрузку заготовок на станок;
- осуществляет общее управление работой станка.
12.6 Система смазки станка
12.5.1. Места смазки и перечень точек смазки представлены в табл. 6
12.5.2. Все точки смазки, указанные в таблице, должны регулярно заполняться смазкой.
КАРТА СМАЗКИ
| Зона смазки | Рекомендуемая смазка | Частота смазки |
| Направляющие и под-шипники осям Х, Y в стандартной ком-плектации установлены необслуживаемые подшипники | Масло индустриальное И-30 или И-40 | Один раз в неделю прокачивается через масленку, до появле-ния из под подшипника светлой смазки. Предварительно протереть направляющие обезжиривающим со-ставом (Ацетон и т.п.). |
| Направляющие и под-шипники оси Z в стандартной ком-плектации установлены необслуживаемые под-шипники | Масло индустриаль-ное И-30 или И-40 | Один раз в неделю прокачивается через масленку, до появле-ния из под подшипника светлой смазки. Предварительно протереть направляющие обезжиривающим со-ставом (Ацетон и т.п.). |
| Шестерни и рейки пере-мещения траверсы и суп-порта.(ось X и Y) | очистка от пыли с по-следующим напыле-ние силиконовой смазки | В конце рабочего дня, после очистки станка |
| Шарико-винтовые пары (ось Z) | очистка от пыли с последующим напыление силиконовой смазки | В конце рабочего дня, после очистки станка |
| Вакуумный насос | Следуйте индивидуальной инструкции к вакуумному насосу. | Следуйте индивидуальной инструкции к вакуумному насосу. |
Примечание: при работе с материалами, содержащими смолы, органического или синтетического происхождения особенно рекомендуется смазка направляющих по осям Х, Y в конце каждой рабочей смены.
12.7 Указания по эксплуатации шпинделя
ВНИМАНИЕ! При всех работах по наладке станок должен быть отключен от сети.
ВНИМАНИЕ! Общие обязательные требования к эксплуатации шпинделей фрезерных станков с ЧПУ (шпиндели HSD, Colombo, HQD).
- Температура окружающего воздуха от — 15℃ до 40℃.
- Перед началом работы обязательно произвести прогрев шпинделя на холостом ходу с частотой вращения не более 6 000 об/мин в течение не менее 5 минут.
- При смене инструмента убедиться, что воздушная очистка шпинделя сжатым воздухом работает.
- Использовать только оригинальный шпиндельный ключ.
- Смену инструмента производить только после полной остановки шпинделя.
- Если шпиндель ещѐ вращается — запрещается нажимать кнопку смены инструмента расположенную на шпинделе.
- Использовать только оригинальные гайки шпинделя.
- Производить тщательную очистку держателя инструмента и конических поверхностей от пыли и других загрязнений.
- После завершения работы извлечь держатель инструмента, обтереть коническую поверхность ветошью, смоченную раствором технического спирта и закрыть шпиндельную головку для исключения случайного загрязнения.
- Для шпинделей с воздушным охлаждением – обеспечить постоянное подключение сжатого воздуха, даже если шпиндель не вращается и находится в состоянии ожидания.
- Обеспечить качество сжатого воздуха удовлетворяющего требованиям по эксплуатации шпинделя.
- Размер частиц в сжатом воздухе — не более 15 мкм.
- Влага в сжатом воздухе — не допускается (менее 1 мг / куб. м.).
- Масло — (в частности, компрессорное) не допускается
- Смазка – не допускается
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийный срок исчисляется из расчета работы оборудования 8 ча-сов (одна смена) в сутки. При увеличении продолжительности работы обо-рудования (более 8 часов в сутки) гарантийный срок сокращается пропор-ционально увеличению рабочего времени.
Гарантия распространяется на все заводские и конструктивные дефекты.
Гарантия не охватывает стоимости работ и запасных частей в следующих случаях:
- в результате выхода из строя быстроизнашивающихся запасных частей и расходных материалов (ремни, ролики и т.п.)
- в результате неправильной эксплуатации или непредназначенного инструкцией применения;
- повреждения из-за удара или падения;
- неправильного подключения оборудования к электросети;
- повреждения из-за пожара, наводнения или других стихийных бедствий;
- нарушения условий транспортировки и хранения станка Покупателем;
- когда поломки оборудования или недостатки упаковки возникли из-за изменения напряжения или частоты электропитания в пределах, превыша-ющих величины, установленные соответствующими стандартами.
ВНИМАНИЕ: при несоблюдении настоящих правил эксплуатации, предусмотренных настоящим руководством или утвержденного заводом изготовителем порядка проведения ремонтных и сервисных работ, а также внесения конструктивных изменений оборудования, наша компания оставляет за собой право снять оборудование с гарантийного обслуживания.
1. Покупатель обязан строго, согласно требованиям Инструкции по эксплуатации, перевозить, хранить, эксплуатировать, осуществлять обслуживание и ремонт поставляемого по настоящему договору оборудование. В случае невыполнения положений «Инструкции по эксплуатации» Поставщик вправе приостановить выполнение всех своих обязательств перед Покупателем.
2. Перевозка оборудования должна осуществляться в специализированном транспорте услугами специализированной транспортной организации. Перевозимое оборудование должно быть надежно закреплено в кузове транспортного средства. Крепление оборудования должно исключать его падение, самопроизвольное перемещение и прочие действия, ведущие к повреждению оборудования. Ответственность за крепление оборудования при перевозке возлагается на транспортную организацию, осуществляющую перевозку. Перевозимый груз должен быть застрахован. В случае невыполнения положений настоящего пункта груз в процессе транспортировки может получить видимые или скрытые дефекты, которые приведут к невозможности Поставщика выполнить перед Покупателем обязательства по монтажу, гарантийному, послегарантийному обслуживанию.
3. Оборудование должно эксплуатироваться в промышленных целях в помещениях согласно действующих на территории РФ нормативных актов (ПУЭ, соответствующих СНиП, СанПиН), а так же рекомендаций руководства по эксплуатации на оборудование и требований техпроцесса. Эксплуатация оборудования при невыполнении требований настоящего пункта может привести к поломкам оборудования, производству некачественной продукции.
4. Шеф-монтаж поставляемого оборудования должен осуществляться уполномоченной организацией поставщика оборудования, имеющей соответствующую квалификацию. По завершению монтажа должен быть подписан акт о выполненных работах, в который должны быть вписаны фамилии рабочих, прошедших инструктаж по правилам безопасной работы на оборудовании и допущенных к эксплуатации и обслуживанию настоящего оборудования. Невыполнение этого пункта может привести к внешним и скрытым поломкам оборудования, некачественной его работе, не выходу на заявленную производительность.
5. Проведение текущего технического обслуживания оборудования осуществляется персоналом клиента. Должен вестись журнал эксплуатации и ремонтов оборудования, в котором должны быть указаны даты обслуживания, перечень выполненных работ, фамилии рабочих, выполняющих обслуживание, информация по применяемым материалам, инструментам, запасным частям и комплектующим. Невыполнение этого пункта может привести к внешним и скрытым поломкам оборудования, некачественной его работе, не выходу на заявленную производительность.
6. Покупатель обязан приобретать инструмент, запасные, расходные и быстроизнашивающиеся части у Поставщика оборудования или получать его письменное согласие на приобретение этих предметов у других компаний. Использование на настоящем оборудовании некачественных или не-разрешённых заводом-изготовителем инструментов и частей может привести к внешним и скрытым поломкам оборудования, некачественной работе, не выходу на заявленную производительность.
7. Для оборудования, имеющего в своем составе электронные компоненты (такие, как контроллеры, частотные регуляторы, компьютерные стойки управления) необходимо применять стабилизаторы напряжения и источники бесперебойного питания. В противном случае Поставщик не несет ответственности за выход из строя электронных компонентов.
Источник

- Manuals
- Brands
- CNC Manuals
- Industrial Equipment
- 3018-PRO
- User manual
-
Contents
Table of Contents -
Bookmarks
Quick Links
Related Manuals for CNC 3018-PRO
Summary of Contents for CNC 3018-PRO
-
Page 2: Table Of Contents
Contents Parts list························································· 1 Machine Installation·········································· 4 Grblcontrol···················································· 11 Getting Started··············································· 14 Lasergrbl······················································ 15 Offline controller·············································18 Common Problem············································21…
-
Page 3: Parts List
Parts list Serial Name Type Picture number working desk 15*180*300mm Aluminum 20*40*290mm Aluminum 20*20*290mm X Linear guide Φ10*360mm Y Linear guide Φ10*290mm X screw T8(365mm) Y screw T8(295mm) Bakelite Stepper motor 42*34mm Spindle 775ER\100w\8000rmp X Z-Parts Y-Axis slider 10mm…
-
Page 4
Y-Axis nut seat T8-4 Milling Cutter Φ3.175mm\20°\0.1mm Spindle wires 60mm Stepper wires 60mm Offline controller(Optional) Power Supply 24V\5A Control Board USB Cable 1.5m Plate Clamp Winding Tube U Disk Allen Wrench 2.5mm… -
Page 5
Bolt M5*10mm M5*16mm M4*14mm Copper Nut T Nut M5*20 Slider Nut M5*30 Spring 0.8*12*30mm Coupling& Set Screw 5*8mm ER Wrench 13*87*2mm 17*88*2mm Brush Rolled Strip… -
Page 6: Machine Installation
Machine Installation Bakelite: STEP1 Base Installation…
-
Page 7
Step2 Table Installation Note: First fix one end of the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the aluminum profile Completed… -
Page 8
Step3 Base & Bakelite-C Installation Note: the distance between Bakelite-C and 2040 aluminum profile is 37.5mm, and Bakelite-C should be kept at 90° from the bottom Tips: First put the T-nut in the gap of 4040 aluminum profile, corresponding to the hole, and then tighten the screw Completed… -
Page 9
Step4 X-Z Axis Assembly Installation Note: 1. First fix the coupling to the 42 stepper motor, and then fix the 42 stepper motor to the bakelite-C. 2. First fully insert the spring and brass nut into the Z-X axis assembly, and then tighten the X screw. Step5 Bakelite-D Installation… -
Page 10
Completed Step6 Spindle Installation… -
Page 11
Note: The screw M4*30mm here requires a 3mm hexagon wrench. When connecting the spindle motor cable, observe the direction of spindle rotation and turn clockwise to indicate that the connection is correct. Otherwise, change the connection position. Step7 Control Board Installation Note: only need to fix the screws in the upper row… -
Page 12
Step8 Wiring Diagram… -
Page 13: Grblcontrol
Grblcontrol 1 、Install the driver(software->Drive->CH340SER.exe) Note: You need to exit the anti-virus software before installing the driver 2、Determine your Machine’s COM port: Windows XP: Right click on «My Computer», select «Properties», select «Device Manager». Windows 7: Click «Start» -> Right click «Computer» -> Select «Device Manager» -> «Ports (COM & …
-
Page 14
3、Open GrblControl software(software -> Grblcontrol -> grblControl.exe) Tips: Right-click «Send to», select «Desktop Shortcut», and then you can open it directly on the desktop. ●Console window print ” [CTRL+X] < Grbl 1.1f [‘$’ for help]” If the connection is successful. ●Console window print ”… -
Page 15
Grblcontrol Use Toll setting Note: When performing knife setting, when the moving knife just touches the object, click «Zero xy» and… -
Page 16: Getting Started
«Zero z», and finally click «Send». Getting Started After the machine is assembled, you can perform basic machine tests. The following is the recommended start up sequence for the system: 1.Confirm that the USB cable of the control board is plugged into your computer, and then start the computer. 2.Start the Candle software and verify in the status window that no errors are displayed.
-
Page 17: Lasergrbl
Lasergrbl 1.Install lasergrbl software: Before installing the software, we have to install the CH340SER driver on the computer , Then use the USB cable to connect to the computer (don’t plug it offline), open the Lasergrbl software (laser->Lasergrbl) and install ●…
-
Page 18
3.RASTER IMAGE IMPORT Raster import allows you to load an image of any kind in LaserGRBL and turn it GCode instructions without the need of other software. LaserGRBL supports photos, clip art, pencil drawings, logos, icons and try to do the best with any kind of image. It can be recalled from “File, Open File”… -
Page 19
Click this button to start if use the computer control. Notice: speed and S value are different with material,it is recommended that the speed of engraving mode is 500~1000, the power is 500~800, the speed of cutting mode is 50~300, and the power is 900~1000. Tips: Enter «$32=1 in the control window ,It can be set to M4 laser mode for better engraving effect. -
Page 20: Offline Controller
Offline controller 1.Connect offline controller to computer via USB cable( can not connect offline controller line Note: Use USB cable to transfer files, don’t insert SD card into card reader to transfer, it is easy to crash. 2.Copy the NC file to offline controller…
-
Page 21
3.Offline control connected to the control board Note: When using offline controller, you need to unplug the USB cable from the computer, because offline and computer cannot be used together. 4.Press the [X+/X-/Y+/Y-/Z+/Z-] key to move the spindle to the machine origin (tool setting method: the cutter just touches the object, press the [Exit] key), select the engraving file and click [ok ] Key to start carving… -
Page 22
B. Ctrl Page C. File Page… -
Page 23: Common Problem
Support Gcode files of nc, ncc, ngc, tap, txt 2.What file formats does the Lasergrbl software support? Support nc, cnc, tap, gcode, ngc, bmp, png, jpg, gif, svg 3.What should I do if the control board cannot be connected? Exit the software, unplug the wire, and reconnect it. Or update the firmware.