Устройство
ЧПУ NC-201 фирмы Балт-Систем
(рис. 2.5) предназначено для управления
оборудованием, оснащенным следящими
электроприводами с обратной связью.

Рис.
2.5. Общий вид стойки (устройства ЧПУ)
NC-201
Программное
обеспечение устройства ЧПУ работает
под управлением операционной системы
MS-DOS.
Основные
технические характеристики устройства
ЧПУ NC-201 представлены в
табл. 2.2.
Таблица 2.2
Основные
технические характеристики устройства
ЧПУ NC-201
|
Наименование |
Значение |
|
Число управляемых |
4 |
|
Центральный • тактовая |
133 |
|
Емкость основной • ОЗУ (DRAM) • ПЗУ |
8 8 |
|
Дисплей TFT
• разрешающая • |
640×480 256 |
Для
задания перемещений суппорта по выбранной
координате вручную используется
электронный штурвал (рис. 2.6), размещенный
на передней панели устройства ЧПУ. На
этой же панели располагаются кнопки
включения и выключения комплекса «станок
с ЧПУ» (рис. 2.7) (красная и зеленая кнопки
соответственно).

Рис.
2.6. Электронный штурвал
Рис.
2.7. Кнопки включения и выключения станка
с ЧПУ
2.2.3. Описание пульта оператора
Пульт
оператора рассматриваемого устройства
ЧПУ включает модуль дисплея и модуль
клавиатуры. Лицевая панель пульта
оператора представлена на рис. 2.8. Она
состоит из следующих секций:
1)
центральная секция, в которой расположен
жидкокристаллический дисплей TFT
10.4″;
2)
вертикальная секция алфавитно-цифрового
наборного поля, в которой клавиши
соответствуют по своему назначению
клавишам компьютерной клавиатуры;
3)
горизонтальная секция, в которой
размещены функциональная клавиатура
и станочная консоль с элементами
управления и индикации.

Рис.
2.8. Лицевая панель пульта оператора
Вывод
информации на дисплей осуществляется
в следующих режимах работы устройства
ЧПУ:
1) режим
команда, предназначенный для ввода
и редактирования управляющей программы
и для работы с файлами;
2) режим
управление станком, служащий для
управления работой станка и контроля
над состоянием текущего процесса.
Переход
из режима команда в режим управление
станком и обратно осуществляется с
помощью клавиши переход
![]()
,
размещенной на функциональной клавиатуре.
Диалог
оператора с системой в режиме управление
станком производится через видеостраницы
#1 – #7 (рис. 2.9). Графическая
информация выводится на видеостраницу
#6 (рис. 2.Х).

Рис.
2.9. Видеостраница #1 (управление
станком)
На
станочной консоли расположены следующие
элементы:
1) Сетевой
выключатель (замок с ключом), используемый
для включения/выключения (ON/OFF) питания
УЧПУ (рис. 2.6).

Рис.
2.10. Сетевой выключатель
2). Кнопки
пуск и стоп, имеющие соответственно
зеленый и красный цвета с индикацией.
Кнопка пуск
![]()
управляет выполнением программы и
движением осей. Кнопка стоп
![]()
останавливает движение с управляемым
замедлением.
3).
Переключатель режимов работы станка
(рис. 2.11), которым можно задать следующие
режимы:
MDI
– режим ручной ввод кадра, в котором
при нажатии кнопки пуск выполняется
отработка кадра;
AUTO
– режим автоматический, в котором
при нажатии кнопки пуск выполняется
отработка всей УП кадр за кадром;
STEP
– режим кадр, в котором при нажатии
кнопки пуск выполняется отработка
отдельного кадра;
HOME
– режим выход в ноль, в котором при
нажатии кнопки пуск выполняется
вывод рабочего органа в фиксированную
точку станка;
RESET
– режим сброс, в котором при нажатии
кнопки пуск обнуляется информация,
находящаяся в динамическом буфере;
MANU
– режим безразмерные ручные перемещения;
MANJ
– режим фиксированные ручные перемещения;

Рис.
2.11. Переключатель режимов работы станка
4). Кнопка
аварийный останов (кнопка-грибок
красного цвета) (рис. 2.12), которая отключает
управляющее напряжение со станка. Для
подготовки повторного включения станка
после аварийного отключения необходимо
повернуть кнопку до щелчка в направлении,
указанном на кнопке.
5).
Переключатель-корректор подачи F
(рис. 2.13), который в режиме управление
станком позволяет изменять величину
рабочей подачи в процентах от
запрограммированного значения. Данный
переключатель не действует при нарезании
резьбы.

Рис.
2.12. Кнопка аварийный останов
6).
Переключатель-корректор скорости
вращения шпинделя S
(рис. 2.13), который в режиме управление
станком позволяет изменять скорость
вращения шпинделя в процентах от
запрограммированного значения.
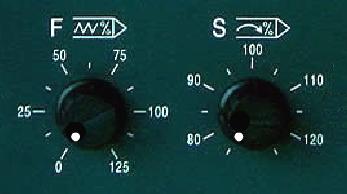
Рис.
2.13. Переключатели-корректоры подачи и
скорости вращения шпинделя
7).
Функциональные клавиши F1
– F7, «+X», «–X»,
«+Z», «–Z»,
![]()
.
Клавиши
«+X», «–X», «+Z», «–Z» (рис.
2.14) предназначены для активизации
перемещения по определенной координате
в режимах MANU, MANJ, HOME. Клавиша
при её удерживании устанавливает
максимальную скорость ручных перемещений.

Рис.
2.14. Функциональные клавиши для активизации
ручных перемещений
Для операторов станков с ЧПУ
Программирование и эксплуатация станков с ЧПУ NC (токарная обработка)
Самоучитель содержит основы числового программного управления, состав управляющей программы; информацию о пульте оператора, режимах отображения экрана, работу с управляющими программами, систему координат детали, циклы системы NC Балт-Систем и визуальное программирование.
Для операторов станков с ЧПУ
Программированиеи эксплуатация станков с ЧПУ NC (фрезерная обработка)
Самоучитель содержит основы числового программного управления, состав управляющей программы; информацию о пульте оператора, режимах отображения экрана, работу с управляющими программами, систему координат детали, циклы системы NC Балт-Систем и визуальное программирование.
Для электронщиков и механиков станков с ЧПУ
Обслуживание и ремонт станков с ЧПУ Балт-Систем NC230/NC310 и приводной техникой YASKAWA
Самоучитель содержит изменение параметров ЧПУ, форматирование CF карты, копирование УП, проверку смазки станка с ЧПУ, коррекция устройств измерения инструмента. Есть сведения о выставлении нулевых точек на координатных осях, измерение и ввод компенсаций люфта ШВП, диагностика и ремонт револьверной головки. Настройка параметров УЧПУ с приводами.
Перейти к контенту
БАЛТ-СИСТЕМ
Наша компания основана в 1998 году, является ведущим российским поставщиком устройств ЧПУ.
-
Россия, 198206, г. Санкт-Петербург, Петергофское шоссе д. 73.
-
Телефон/факс:
+7 (812) 744-70-59, 744-14-58 -
Электронный адрес:
info@bsystem.ru
Примечание: большая часть софта скачивается напрямую с сервера производителя, поэтому система не может определить размер файла и в колонке «размер» может стоять ‘0’
Категория файлов:
| Тип | Документ | Язык | Категория | Размер | Дата |
|---|---|---|---|---|---|
CNCSoft v1.01.31 [ПО для систем ЧПУ] Windows® XP, vista, 7 (32bit/64bit) |
EN | Программное обеспечение | 0Mb | 30.11.2021 | |
NC серия — руководство по электроавтоматике и программным объектам |
EN | Руководства пользователя | 10,58Mb | 04.08.2021 | |
NC300/310/311 — Руководство по эксплуатации и техническому обслуживанию на фрезерные системы ЧПУ |
EN | Руководства пользователя | 22Mb | 04.08.2021 | |
Учебное пособие по наладке станков с ЧПУ Delta Electronics |
RU | Руководства пользователя | 177,6Mb | 13.10.2020 | |
Декларация соответствия EAC на ЧПУ Delta (2018-2023) |
RU | Сертификаты | 0,29Mb | 28.09.2020 | |
Каталог по системам ЧПУ Delta Electronics |
RU | Рекламные материалы | 9,57Mb | 18.09.2020 | |
Каталог по системам программного управления Delta CNC |
EN | Рекламные материалы | 6,18Mb | 02.06.2020 | |
CNCSoft v1.01.26 [ПО для систем ЧПУ] Windows® XP, vista, 7 (32bit/64bit) |
EN | Программное обеспечение | 0Mb | 01.06.2020 | |
Cхема подключения штурвала NC-MPG-105HS-FL |
EN | Руководства пользователя | 1,15Mb | 18.02.2020 | |
Руководство по эксплуатации и техническому обслуживанию на всю серию NC |
RU | Руководства пользователя | 108,5Mb | 19.12.2019 | |
NC-PAN-300AM-FE — чертеж |
EN | Чертежи | 0,23Mb | 02.07.2019 | |
Чертежи аксессауров ЧПУ NCx |
EN | Чертежи | 56,79Mb | 02.07.2019 | |
NC300A-MI-AE — чертежи |
EN | Чертежи | 25,01Mb | 02.07.2019 | |
NC300A-MS-A — чертежи |
EN | Чертежи | 8,89Mb | 02.07.2019 | |
NC310A-MS-A — чертежи |
EN | Чертежи | 10,24Mb | 02.07.2019 |
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Самоучитель содержит основы числового программного управления, состав управляющей программы; информацию о пульте оператора, режимах отображения экрана, работу с управляющими программами, систему координат детали, циклы системы NC Балт-Систем и визуальное программирование.
Для операторов станков с ЧПУ
Программированиеи эксплуатация станков с ЧПУ NC (фрезерная обработка)
Самоучитель содержит основы числового программного управления, состав управляющей программы; информацию о пульте оператора, режимах отображения экрана, работу с управляющими программами, систему координат детали, циклы системы NC Балт-Систем и визуальное программирование.
Для электронщиков и механиков станков с ЧПУ
Обслуживание и ремонт станков с ЧПУ Балт-Систем NC230/NC310 и приводной техникой YASKAWA
Самоучитель содержит изменение параметров ЧПУ, форматирование CF карты, копирование УП, проверку смазки станка с ЧПУ, коррекция устройств измерения инструмента. Есть сведения о выставлении нулевых точек на координатных осях, измерение и ввод компенсаций люфта ШВП, диагностика и ремонт револьверной головки. Настройка параметров УЧПУ с приводами.