Введение
Железнодорожный транспорт является важнейшей составной частью экономической системы России. Он перевозит почти 90% всех грузов и более 30% пассажиров. Железнодорожный транспорт состоит из многих взаимодействующих между собой и взаимозависящих друг…
Назначение и общее устройство автомотрисы АСГ-30П
Рис. 1.1 В настоящее время, с 2004/2005 года выпускаются автомотрисы производства «Свердловского путевого ремонтно-механического завода» АСГ-30, АСГ-30С с буровой установкой и АСГ-30П. Автомотриса служебно-грузовая АСГ-30П с силовой установкой ЯМЗ-…
Расчет стоимости машиносмены мотрисы АСГ-30П
Стоимость одной машино-смены эксплуатации машин определяется по формуле: Смаш-см = А + З + О + Э + С + Г + Р + П где А — нормативные амортизационные отчисления на полное восстановление машин, руб/маш-см; З — размер оплаты труда рабочих, управляющих…
Охрана труда
Слесарно-монтажные и сварочные работы; электро-пожаробезопасность Техника безопасности с грузоподъемными механизмами Грузоподъемные краны и устройства должны содержаться и эксплуатироваться в соответствии с Правилами устройства и безопасной…
Электросварочные работы проводимые автомотрисой АСГ-30П
При электросварочных работах на рельсах используют сварочный агрегат и сварочный трансформатор автомотрис АСГ — 30П. Работу ведут только в светлое время суток. При дуговой сварке провод обратного тока подключают непосредственно к подошве рельсана…
Меры безопасности при работе мотрисы АСГ-30П
При эксплуатации машин машинисты (водители) и их помощники должны руководствоваться Ц-756 «Правила технической эксплуатации железных дорог Российской Федерации», Ц-757 «Инструкция по сигнализации на железных дорогах Российской Федерации», ЦРБ-934 «…
Охрана окружающей среды при ремонте автомотрисы АСГ-30П
мотриса ремонт дизельный двигатель Охрана окружающей среды является важнейшим мероприятием в функционировании ремонтно-обслуживающей базы хозяйства ПЧ. Промышленные загрязнения окружающей среды подразделяются на следующие виды: механические -…
Восстановление дизельного двигателя ЯМЗ-238
Двигатель ЯМЗ-238 — это дизель, с турбонаддувом 8-цилиндровый, с V-образным расположением цилиндров, четырехтактный с воспламенением от сжатия, непосредственным впрыском топлива, жидкостным охлаждением. Евро-0 Двигатели могут комплектоваться…
Восстановление деталей металлами
Вибродуговая наплавка Схема установки для вибродуговой наплавки деталей показана на рис. 6.2. Сущность процесса вибродуговой наплавки заключается в повторении циклов замыкания и размыкания электрода с поверхностью детали. Электрод и деталь соединены…
Осталивание (железнение)
Электролитическое осаждение железа возможно вести в ваннах с горячим и холодным электролитами (горячее и холодное осталивание) при постоянном и переменном асимметричном токе. Формы постоянного и переменного асимметричного тока показаны на рис. 6.5….
Сварка
В авторемонтном производстве для восстановления деталей применяются сварка и наплавка. Этими способами восстанавливаются более 40 % деталей. Сварка — процесс получения неразъемных соединений посредством установления межатомных связей между…
Хромирование
Схема электролитического восстановления деталей хромированием показана на рис. 6.9. При хромировании деталь является катодом, а в качестве анодов применяются нерастворимые свинцовые пластины (полукольца). В авторемонтном производстве для…
Технический расчет гидроцилиндра стрелы
Технические характеристики крана-манипулятора БАКМ — 890 (МКС-4032). Таблица 6.4 Параметры Стрела двухсекционная трехсекционная Число гидравлических телескопируемых секций стрелы 1 2 Максимальный грузовой момент, кН * м 89 (63) 86…
Выбор рабочих жидкостей
От правильности выбора рабочей жидкости зависят работа гидропривода и долговечность гидрооборудования. Даже оптимально спроектированный гидропривод может оказаться неработоспособным или малоэффективным, если жидкость не будет соответствовать…
Расчет гидроцилиндров стрелы крана-манипулятора БАКМ-890
Определение расчетных выходных параметров гидропривода Рис. 6.14 — Схема расчета гидроцилиндра Схема расчета гидроцилиндра представлена на рис. 6.3 . На ней указаны все силы, действующие на гидроцилиндр. Силы сопротивления: Т — усилие на штоке; FП…
Заключение
Автомотрисы представляют собой специальный подвижной состав железных дорог. Их широко используют при строительстве железных дорог, монтаже, обслуживании и ремонте устройств контактной сети, воздушных линий (автомотриса АСГ-30), путевого хозяйства (…
Ослуживание и эксплуатация автомотрисы АСГ-30П
Введение
Железнодорожный транспорт является важнейшей
составной частью экономической системы России. Он перевозит почти 90% всех
грузов и более 30% пассажиров.
Железнодорожный транспорт состоит из многих
взаимодействующих между собой и взаимозависящих друг от друга отраслей, которые
составляют в целом единый хозяйственный организм, единую систему.
Внедрение более эффективной системы ремонтов,
создающей возможности значительного сокращения работ по текущему содержанию
пути вполне реально уже в ближайшее время, поскольку ожидается более полное
обеспечение путевого хозяйства материалами верхнего строения пути. Кроме этого
созданы и создаются соответствующие технические средства, которые позволят
значительно повысить темпы и качество ремонтов пути.
Для успешного решения поставленных задач
производственные организации железнодорожного транспорта и транспортного
строительства интенсивнее оснащаются разными по назначению и сложности
строительными, путевыми, транспортными и погрузочно-разгрузочными машинами. Уже
сейчас технологические процессы строительства, текущего содержания и
капитального ремонта пути и железнодорожных объектов представляют собой
совокупность взаимосвязанных во времени, машинизированных операций по
обработке, формоизменению, сборке и перемещению предметов и материалов,
осуществляется на основе производственного потенциала в первую очередь путем
оценки возможностей имеющегося машинного парка.
Важнейшей задачей является машинизация текущего
содержания, т.е. переход от механизаций работ с использованием машин и
механизмов к выполнению работ только высокопроизводительными машинами. Текущее
содержание пути и его ремонта сложные производственные процессы, для выполнения
которых обычно составляют проекты производства работ. В частности, для
выполнения основных работ по капитальному ремонту пути предназначен комплект
машин, работающих поточным методом, когда машины идут одна за другой,
последовательно выполняя технологические операции.
Путевые машины и механизмы разделены на группы,
соответственно выполняемым видам работ: ремонт земляного полотна (путевые
струги, дренажные и землеуборочные машины), балластировка пути (балластеры,
хопперы-дозаторы, путеподъемники, тракторные дозировщики), очистка балластного
слоя (щебнеочистительные машины), укладка пути (рельсоукладчики,
путеукладчики), сварка и шлифовка рельсов, работы на звеносборочных базах,
уплотнение балласта и выправки пути, контрольно измерительные, борьба со
снежными заносами, транспортные и погрузочно-разгрузочные средства для путевых
работ (автомотрисы, саморазгружающиеся вагоны, дрезины, мотовозы, путеремонтные
летучки).
Предшественниками автомотрис были
паровозо-вагоны
<#»782308.files/image001.jpg»>
Рис. 1.1
В настоящее время, с 2004/2005 года
выпускаются автомотрисы производства «Свердловского путевого
ремонтно-механического завода»
<#»782308.files/image002.jpg»>
Рис. 1.2 — Пульт управления автомотрисы АСГ-30П
Автомотрисы типа АСГ-30П представляют собой
двухосный экипаж, имеющий две кабины управления 1, 4, два тамбура, машинное
отделение 3 и салон 2 для размещения 20 пассажиров. Салон оборудован удобными
сидениями, откидными столиками, полками для ручной клади. Рама 7 автомотрисы
имеет автосцепку 5, путеочиститель 6 и опирается на три приводные колесные пары
8 с пружинным рессорным подвешиванием и демпферными тягами 9 для гашения
вертикальных и горизонтальных колебаний кузова. Силовая установка автомотрисы —
дизель ЯМЗ-240Д четырехтактный с жидкостным охлаждением. Источником энергии
переменного тока служит автономный дизель-генератор ДЭУ-16 мощностью 16 кВт.
Трансмиссия привода включает в себя гидромеханическую передачу ГМП7821В-1700004
(БелАЗ) с комплексным гидротрансформатором 12, механическую двухступенчатую
коробку передач, карданные валы 10, 11, 13 и осевые редуктора колесных пар 8.
Привод автомотрисы обеспечивает скорость движения до 100 км/ч и расширяет их
функциональные возможности: — по энергообеспечению путевого инструмента и
сварочно-наплавочных работ на перегоне, использование в качестве тяговой
единицы для доставки материалов верхнего пути на платформе.
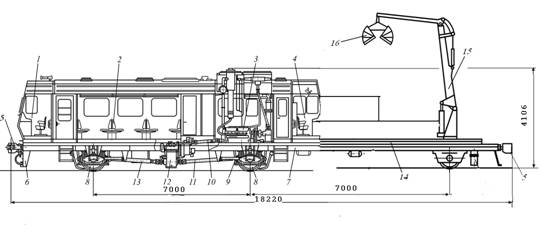
Рис. 1.3 — Автомотриса: 1, 4 — кабины
управления; 2 — салон; 3 — машинное отделение; 5 — автосцепка; 6 —
путеочиститель; 7 — рама; 8 — колесные пары; 9 — демпферные тяги; 10, 11, 13 —
карданные валы; 14 — монтажная площадка; 15 — кран-манипулятор БАКМ-890; 16 —
захват
Техническая производительность автомотрисы, т/ч,
где Q — грузоподъемность, т; kг — коэффициент
использования по грузоподъемности; kпр — коэффициент использования по пробегу;
kу — коэффициент, учитывающий затраты времени на разгон и торможение; l —
дальность транспортирования, км; v — скорость движения, км/ч; tз, tр, tм —
соответственно время загрузки, разгрузки и маневрирования, с.
2. Техническая часть
.1 Упрощенный технологический
процесс ремонта крановой установки мотрисы АСГ-30П
Крановой установкой автомотрисы АСГ-30П является
кран-манипулятор БАКМ — 890. Технические характеристики приведены в таблице
2.1.
Таблица 2.1 — Технические характеристики
крана-манипулятора БАКМ — 890 (МКС-4032)
|
Параметры |
Стрела |
|
|
двухсекционная |
трехсекционная |
|
|
Число |
1 |
2 |
|
Максимальный |
89 |
86 |
|
Максимальная |
||
|
на |
2,4 |
2,27 |
|
на |
4(3)* |
4 |
|
Максимальный |
||
|
основной |
5,4 |
7,1 |
|
с |
10,4 |
10,4 |
|
Высота |
||
|
основной |
8,2 |
9,8 |
|
стрелой |
11,6 |
11,6 |
|
Частота |
3 |
3 |
|
Угол |
400 |
400 |
|
Максимальное |
25 |
25 |
|
Подача |
30 |
30 |
|
Габаритные |
||
|
длина |
680 |
680 |
|
ширина |
2400 |
2400 |
|
высота |
2100 |
2100 |
|
Собственная |
||
|
с |
1120 |
1235 |
|
с |
1200 |
1290 |
Стандартная комплектация:
.Два пульта управления
.Система защиты от перегрузки.
.Выносные опоры с ручным выдвижением.
.Крюковая подвеска.
.Комплект запасных частей.
.Паспорт и руководство по эксплуатации.
.Гарантия на кран-манипулятор — два года.
.Возможно подключение внешнего
гидрооборудования.
Техническое обслуживание крана-манипулятора
включает в себя следующие операции:
Порядок ТО КМУ БАКМ-890 (МКС-4032).
Ежесменное обслуживание (ЕО).
При ежесменном обслуживании проверяется
состояние крана-манипулятора (КМУ) и готовность его к работе.
В объем ЕО входят уборочно-моечные работы;
контрольные и заправочные работы.
При контрольных работах проводится визуальный осмотр
и проверка:
состояния и крепления всех узлов КМУ (видимые
дефекты, повреждения и внешние изменения);
герметичности гидросистемы;
работы системы ограничения подъема груза (ОПГ);
уровень гидравлической жидкости в баке;
состояние грузозахватных механизмов;
Моечные работы проводятся один раз в смену,
после окончания работы.
Таблица 2.2 — ТО после первых 50 км/часов
|
№ |
Наименование |
Работы |
|
17 |
Комплект |
Заменить |
|
1 |
Крепежные |
Подтягивание |
|
3 |
Цилиндры |
Подтягивание |
|
8 |
Шпильки |
Подтягивание |
|
16 |
Гидравлические |
Смазка* |
Температура каплевыделения + 1900С
Проникающая способность 2 класс по DIN 15818
Рабочая температура от — 400С до + 1200С
ТО через каждые 50 км/часов (но не реже 1 раза в
3 месяца)
Таблица 2.3
|
№ |
Наименование |
Работы |
|
2 |
Стопорный |
Смазка* |
|
4 |
Подшипники |
Смазка* |
|
5 |
Подшипники |
Смазка* |
|
6 |
Рычаги |
Машинное |
|
7 |
Уровень |
Визуальная |
|
9 |
Грузовой |
Машинное |
|
10 |
Подшипник |
Смазка* |
|
11 |
Лебедка |
Смазка* |
|
12 |
Подшипник |
Смазка |
|
13 |
Направляющие |
Смазка |
|
14 |
Подшипники |
Смазка |
ТО через каждые 500 км/часов (но не реже 1 раза
в 6 месяцев)
|
№ |
Наименование |
Работы |
|
1 |
Крепежные |
Подтягивание |
|
3 |
Цилиндры |
Подтягивание |
|
8 |
Шпильки |
Подтягивание |
|
15 |
Трос |
Смазка |
|
18 |
Подвесная |
Смазка* |
ТО каждые 1000 км/часов (но не реже 1 раза в
год)
|
№ |
Наименование |
Работы |
|
17 |
Комплект |
Заменить |
|
11 |
Лебедка, |
SAE |
Условные обозначения выполняемых работ:
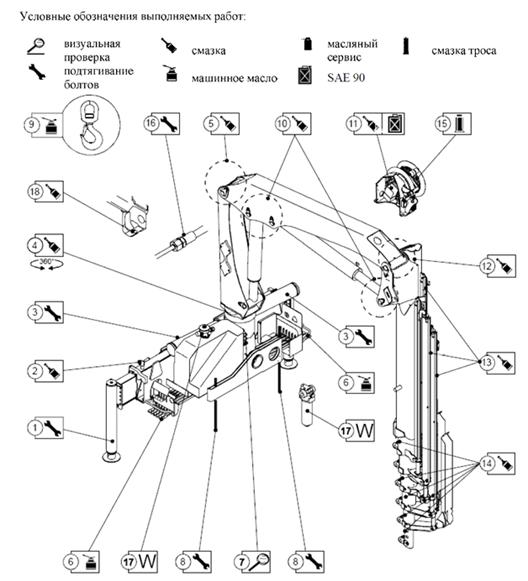
Рис. 2.1
3. Экономическая часть
.1 Расчет стоимости машиносмены
мотрисы АСГ-30П
Стоимость одной машино-смены эксплуатации машин
определяется по формуле:
Смаш-см = А + З + О + Э + С + Г + Р + П
где А — нормативные амортизационные отчисления
на полное восстановление машин, руб/маш-см;
З — размер оплаты труда рабочих, управляющих
машинами, руб/маш-см;
О — отчисления на социальные нужды, руб/маш-см;
Э — затраты на энергоносители, руб/маш-см;
С — затраты на смазочные материалы, руб/маш-см;
Г — затраты на гидравлическую и охладительную
жидкость, руб/маш-см;
Р — затраты на все виды ремонтов машин, их
техническое обслуживание и диагностирование, руб/маш-см;
П — прочие затраты, руб/маш-см.
. Амортизационные отчисления на полное
восстановление рассчитываются по формуле:
А = ![]()
где К — общая сумма капитальных вложений, руб.;
Капитальные затраты складываются из:
К = Кп + Ксоп
где Кп — стоимость машины (25,3 млн руб), руб.;
Ксоп — сопутствующие капитальные вложения,
связанные с эксплуатацией машины, руб. Принимаются 20% от стоимости машины.
К = 25 300 000 = 5 060 000 = 30 360 000 руб
На — годовая норма амортизационных отчисления на
полное восстановление по данному виду машин, процент/год;
псм — количество смен работы машины в год,
маш-см/год.
А = ![]() =
=
39 117,7 руб/маш.-см
Годовые нормы амортизационных отчислений для
машин данного вида принимаются по установленным единым нормам амортизационных
отчислений.
. Размер оплаты труда рабочих, управляющих
машинами, определяется по формуле:
З = λ![]()
где λ — коэффициент,
учитывающий премии и доплаты рабочим (для средних условий можно принять 20%
премии и 40% доплаты);см — продолжительность смены, час;
Чсi — часовая тарифная ставка i-го рабочего
определенного разряда, руб.;
Рi — количество i-ых рабочих соответствующего
разряда, чел.;- количество разрядов рабочих.
Часовая тарифная ставка определяется по формуле:
Чci= ЗminКтар / Тср ,
где Зmin — минимальная заработная плата, руб.;
С 1 октября 2013 года ОАО «РЖД» часовая тарифная
ставка рабочего 1 разряда оплаты труда, оплачиваемого по I уровню оплаты труда,
составит 39,94 рубля. Размер минимальной заработной платы — 7290 рублей.
(Распоряжение ОАО «РЖД» об индексации заработной платы работников ОАО «РЖД» от
17 сентября 2013 года № 1994р принято по согласованию с первичной профсоюзной
организацией ОАО «РЖД» РОСПРОФЖЕЛ.).
Ктар — тарифный коэффициент;
Тср — средняя продолжительность работы, 167,9
часа.
Для работников 5, 6 и 7 разрядов:
Чc5 = 7290*2,12/167,9 = 92 руб.
Чc6 = 7290* 2,31/167,9 = 100,3 руб.
Чc7 = 7290*2,5/167,9 = 108,55 руб.
Обслуживающий персонал машины, 4 чел.;
Машинист (водитель) — 7 разряд — 1 чел;
Помощники машиниста — 5 и 6 разряда — 2 чел.;
Электромеханик — 6 разряд — 1 чел.
З = 1,6*8*(92*1 + 100,3*2 + 108,55*1) = 5 134,72
руб./маш.-см
. Отчисления на социальные нужды
Отчисления на социальные нужды составляют:
С затрат на оплату труда — 28%.
Фонд социального страхования — 5,4%.
Фонд обязательного медицинского страхования —
3,6%.
Фонд занятости населения — 1,5%.
Прочие затраты.
Все соц. отчисления принимаем в размере 38,5% от
ФОТ.
О = 0,385*5 134,72 = 1 976,87 руб./маш.-см
. Затраты на энергоносители (дизельное топливо)
при эксплуатации машин определяются по формуле:
Э = НЭ ![]()
Где Нэ — норма расхода дизельного топлива при
эксплуатации машины при положительной температуре наружного воздуха,
кг/маш-час. Принимаем 30 кг/маш-час (по паспорту);
Дэ — плотность дизельного топлива, кг/л. Для
дизельного топлива может быть принята 0,82 кг/л;
Цэ — текущая рыночная стоимость покупки
дизельного топлива, руб/л;
КД — коэффициент, учитывающий доставку топлива к
заправляемой машине (в расчетах можно принять 1,08).
Э = 30 ![]() руб./маш.-см
руб./маш.-см
. Затраты на смазочные материалы могут быть
приняты в размере 30% для машин, работающих на дизельном топливе:
С = 0,3*Э, С = 0,3*6 801,41 = 2 040,42
руб./маш.-см
. Затраты на гидравлическую жидкость определяются
по формуле:
Г = ![]()
где Е — емкость гидросистем машины,
устанавливаемая по паспортным данным машины, л. Принимаем 200-250 л;
Дг — плотность гидравлической жидкости, кг/л.
При проведении расчетов может быть принята равной 0,87 — 0,88 кг/л;
Кг — коэффициент доливок гидравлической жидкости
для восполнения ее утечки при работе машины. При невозможности получения
фактических данных на основе замеров, коэффициент может быть принят равным
1,00;
Цг — рыночная стоимость гидравлической жидкости,
руб/кг;
Пзг — количество заливок гидравлической жидкости
в гидросистему машины, принимаемое по паспортным данным, приводимым в
инструкциях по эксплуатации этих машин или в технической литературе, раз/год.
При заливках гидравлической жидкости два раза в год (при переходе с летнего
сорта гидравлической жидкости на зимний и наоборот) данный показатель
принимается равным 2,00.
Г = ![]() =
=
2 635,1 руб./маш.-см
. Затраты на все виды ремонтов машин, их техническое
обслуживание и диагностирование определяется по формуле:
Р = ЗР + ОР + Ч
где Зр — размер оплаты труда
рабочих-ремонтниокв, руб/маш-см;
Ор — отчисления на социальные нужды, руб/маш-см;
Ч — стоимость запасных частей, руб/маш-см.
Заработная плата рабочих-ремонтников
определяется по формуле:
ЗР = ![]()
![]() λP
λP
![]()
где Тц — продолжительность межремонтного цикла,
час;
λр — коэффициент,
учитывающий премии и доплаты ремонтным рабочим (λр=1,6);
Чpci — тарифная ставка ремонтных рабочих 7
разряда, руб/час;- количество видов техобслуживания и текущих ремонтов;-
трудоемкость соответствующих технического обслуживания и текущего ремонта,
чел/час;
пi — количество техобслуживаний и текущих
ремонтов соответствующего вида за межремонтный цикл.
ЗР = ![]()
![]() 1,6
1,6
![]() =
=
726,92 руб./маш.-см
Отчисления на социальные нужды рассчитываются
так:
ОР = Ксм* ЗР
ОР = 0,38 * 726,92 = 276,23 руб./маш.-см
Стоимость запасных частей определяется с помощью
коэффициента перехода от оплаты труда ремонтных рабочих к стоимости запасных
частей:
Ч = 1,35 * ЗР
Ч = 1,35 * 726,92 = 981,35 руб./маш.-см
Р = 726,92 + 276,23 + 981,35 = 1 984,5
руб./маш.-см
. Прочие затраты определяются в размере 10% от
суммы всех предыдущих расходов:
П = 0,1(А + З + О + Э + С + Г + Р)
П = 0,1(39 117,7 + 5134.72 + 1976.87 + 6 801.41+
2040.42 + 2635.1 + 1984,5) = 0,1 * 59 690,71 = 5 969,07 руб./ маш.-см
Результаты расчетов сводим в таблицу 3.1
Таблица 3.1 — Расчет себестоимости машино-смены
|
Элементы |
Условное |
Мотриса |
|
1 |
2 |
3 |
|
1.Амортизационные |
А |
39 |
|
2.Заработная |
З |
5134,72 |
|
3.Отчисления |
О |
1976,87 |
|
4.Затраты |
Э |
9 |
|
5.Затраты |
С |
2 |
|
6.Затраты |
Г |
2 |
|
7.Затраты |
Р |
1 |
|
8.Прочие |
П |
5 |
|
Полная |
Смаш-см |
65 |
4. Охрана труда
.1 Слесарно-монтажные и сварочные
работы; электро-пожаробезопасность
Техника безопасности с грузоподъемными
механизмами
Грузоподъемные краны и устройства должны
содержаться и эксплуатироваться в соответствии с Правилами устройства и
безопасной эксплуатации грузоподъемных кранов (машин). Краны допускаются к
работе при наличии отметки в паспорте о прохождении освидетельствования и
испытания. Перед началом работы краны и грузозахватные приспособления должны
тщательно осматриваться. Работа крана должна вестись под руководством мастера,
назначенного приказом по предприятию ответственным за безопасное производство
работ кранами.
За кранами и другими подъемными механизмами
должны быть закреплены стропальщики, прошедшие обучение, сдавшие экзамен в
квалификационной комиссии и получившие соответствующее удостоверение. Перед
началом подъема груза должна быть проверена надежность его зацепления. Захват
должен осуществляться не менее, чем в двух местах. При перерыве в работе
оставлять груз в подвешенном состоянии запрещается. При подъеме масса груза не
должна превышать грузоподъемности крана. Горизонтальное перемещение груза
кранами должно производиться на высоте не менее 0,5 м от всех встречающихся на
пути предметов. перемещение груза над людьми запрещается.
В темное время суток погрузка и выгрузка
материалов верхнего строения пути допускается только при освещенности места
работ не менее 5 люкс на всех уровнях строповки и подъема груза. При пропуске
поезда по соседнему пути работа грузоподъемного крана должна прекращаться и
должен обеспечиваться габарит.
При погрузке и выгрузке рельсов и стрелочных
переводов, опор и проводов для поддержания и направления груза должны
применяться гибкие чалочные приспособления. Подъем примерзших или заваленных
грузов, а также грузов, вес которых неизвестен, не допускается. При погрузке и
выгрузке шпал их строповка должна производиться исправными стропами, которые
должны захватывать пакет так, чтобы предупредить смещение и развал пакета.
Стропальщики должны поддерживать и направлять пакет чалочными приспособлениями
и находиться от поднимаемого груза на расстоянии не ближе 2 м.
Грузоподъемные машины и механизмы при работах в
пределах охранной зоны линий электропередачи (напряжением до 1 кВ — 2 м, свыше
1 до 20 кВ — 10 м, от 20 до 35 кВ- 15 м, от 35 до 110 кВ — 20 м) на расстоянии
более 50 м от электрифицированных железнодорожных путей должны быть заземлены
на один из заземлителей, соответствующих Правилам устройства электроустановок.
При отсутствии указанных заземлителей ближе 50 м от электрифицированных ж/д
путей допускается заземление грузоподъемных машин на два специальных
заземлителя, забитых на глубину не менее 1 м с расстоянием между ними не менее
3 м. При повреждении захватных приспособлений работа с ними должна быть
прекращена до устранения повреждения. Запрещается проходить, стоять или
работать под кранами во время перемещения ими груза. По окончании работ кран
должен устанавливаться на место, предназначенное для стоянки, затормаживаться,
крюк подниматься в верхнее положение.
Работники, связанные с управлением
грузоподъемными машинами и механизмами, должны иметь удостоверение на право
работы с ними, периодически проходить аттестацию и проверку знаний по
безопасным методам работы. Работники, занятые на работах с нефтепродуктами,
должны обеспечиваться защитными пастами и мазями, разрешенными к применению
Минздравом России. В каждой бригаде на всех путевых машинах в установленных
местах должны находиться аптечки или сумки первой помощи, укомплектованные
медикаментами и перевязочными материалами.
Электросварочные работы
<#»782308.files/image018.gif»>
Рис. 6.1 — Восстановление деталей под ремонтный
размер: а — вала: dH — номинальный диаметр; dH — диаметр изношенной детали;
imax — максимальный износ; imin — минимальный износ вала; dp — ремонтный размер
вала; б — гильзы цилиндров двигателя: GH — номинальный диаметр; imax —
максимальный износ цилиндра; imin — минимальный износ цилиндра; Dp — ремонтный
размер гильзы цилиндров; бmax — максимальный слой снимаемого металла с детали;
бmin — минимальный слой снимаемого металла с детали
Применение резцов, кругов, брусков и
полировальных лент из нового материала — кубического нитрада бора (эльбора) —
значительно повысило качество обрабатываемых поверхностей деталей,
изготовленных из высококачественных сталей. Высокая термостойкость эльбора
сохраняет его режущие свойства при высоких контактных температурах, возникающих
в процессе резания и шлифования. Это приводит к уменьшению износа и повышению
стойкости инструмента. Применение резцов из эльбора позволяет повысить
производительность труда в 1,5 раза при экономии до 25 р. на один резец. Резцы
из эльбора широко применяются при обработке деталей после термической обработки
с твердостью поверхности HRC 60-65 и для расточки гильз цилиндров двигателей ЯМЗ
238Д при подготовке их к восстановлению пластинами (сменной рабочей
поверхностью).
6.1.3 Восстановление деталей
металлами
Вибродуговая наплавка
Схема установки для вибродуговой наплавки
деталей показана на рис. 6.2. Сущность процесса вибродуговой наплавки
заключается в повторении циклов замыкания и размыкания электрода с поверхностью
детали. Электрод и деталь соединены с источником сварочного тока. Каждый цикл
вибрации электрода включает в себя четыре последовательных процесса: короткое
замыкание, отрыв электрода от детали, электрический разряд, холостой ход.
Режимы вибродуговой наплавки деталей
представлены в табл.6.1.
Вибродуговую наплавку можно вести не только в
среде охлаждающей жидкости, но и под слоем флюса в слое защитных газов,
водяного пара и т. д.
Таблица 6.1 — Режимы вибродуговой наплавки
деталей
|
Толщина |
Диаметр |
Сила |
Скорость |
|
0,3 |
1,6 |
120 |
132 |
|
1,1 |
2,0 |
150 |
|
|
2,5 |
2,5 |
150 |
10 |
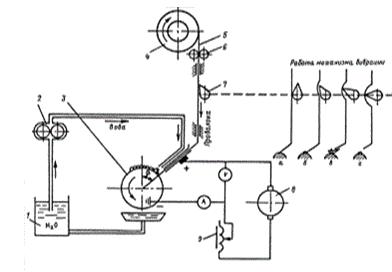
Рис. 6.2 — Схема установки для вибродуговой
наплавки деталей: 1 — емкость с охлаждающей жидкостью; 2 — водяной насос; 3 —
деталь; 4 — кассета с электродной проволокой; 5 — электродная проволока; 6 —
ролики подачи проволоки; 7 — механизм вибрации; 8 — источник тока; 9 —
регулятор режима наплавки металла; а — контакт электродной проволоки с деталью;
б — отрыв электродной проволоки от детали и возникновение дуги; в — процесс
наплавки сварочной дугой; г — гашение сварочной дуги
Вибродуговая наплавка имеет следующие
преимущества: небольшой нагрев детали, возможность наплавки деталей с малым
диаметром, незначительная зона термического влияния, возможность получения
необходимых прочностей наплавленного слоя за счет применения различных марок
электродной проволоки. К недостаткам вибродуговой наплавки относятся наличие
пор и микротрещин в наплавленном металле, большие внутренние напряжения в
деталях, что резко снижает их усталостную прочность, особенно при работе на
знакопеременных нагрузках.
Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана
на рис. 6.3, зона горения электрической дуги и расплавленного металла
защищается от кислорода и азота воздуха струей нейтрального (защитного) газа. В
качестве защитных газов применяются углекислый газ, аргон, гелий и смеси газов.
Углекислый газ надежно изолирует зону наплавки
от окружающей среды и обеспечивает получение наплавленного металла высокого
качества с минимальным количеством пор и окислов. Расход газа при сварке
составляет 8-15 л/мин и наплавке — 10-16 л/мин.
Таблица 6.2 — Режимы наплавки деталей в среде
углекислого газа СО2
|
Диаметр, |
Скорость |
Напряжение, |
Сила |
Скорость |
Толщина |
|
|
детали |
проволоки |
|||||
|
10 |
0,8 |
175 |
17 |
75 |
40 |
0,8 |
|
40 |
1,0 |
200 |
18 |
150 |
80 |
1,0 |
Рис. 6.3 — Схема установки для
полуавтоматической наплавки в среде защитного газа: 1 — баллон с газом CO2; 2 —
осушитель; 3 — подогреватель; 4 — редуктор; 5 — аппаратный ящик; 6 —
расходомер; 7 — регулятор давления; 8 — электромагнитный клапан; 9 — механизм
подачи проволоки; 10 — наплавочная головка; 11 -восстанавливаемая деталь; 12 —
водяной насос с регулятором давления; 13 — электрод; 14 — сварочная ванна; 15 —
слой защитного газа (СО2); 16 — источник сварочного тока (сварочный генератор)
Режимы наплавки деталей в среде углекислого газа
представлены в табл. 6.2.
Наплавка деталей в среде углекислого газа имеет
следующие преимущества: высокое качество наплавленных швов, возможность
наблюдения за ходом наплавки, возможность наплавки деталей любых диаметров.
К недостаткам наплавки деталей в среде
углекислого газа относятся повышение разбрызгивания металла (до 10-12%),
органическое изменение состава наплавляемого металла, понижение износостойкости
наплавленного слоя, снижение усталостной прочности деталей на 10-50 %.
Наплавкой в среде защитных газов
восстанавливаются детали трансмиссии и ходовой части автомобилей.
Наплавка под слоем флюса
Наплавка металла — это нанесение металла на
поверхность детали с помощью сварки.
По техническим признакам различают следующие
виды наплавки:
по степени механизации процесса — ручная,
механизированная, автоматизированная, автоматическая;
по способу защиты металла в зоне сварки — под
слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
по характеру протекания процесса — непрерывные и
прерывные.
Сущность наплавки под слоем флюса состоит в том,
что сварочная дуга, возникающая между электродом и изделием, защищается от
окисления кислородом воздуха слоем расплавленного гранулированного флюса
толщиной 20-40 мм. Флюс, поступающий в зону сварочной дуги, плавится под
действием выделяемого ею тепла.
Принципиальная схема полуавтоматической
электродуговой наплавки деталей под слоем флюса показана на рис. 6.4.
Сварочный ток от источника тока по проводам
подводится к контактам, касающимся сварочной проволоки и медной шины,
расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются
наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС,
А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт
токарно-винторезного станка и перемещается при наплавке деталей с помощью
ходового винта токарно-винторезного станка.
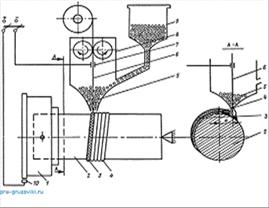
Рис. 6.4 — Схема установки для полуавтоматической
электродуговой наплавки деталей под слоем флюса: 1 — патрон
токарно-винторезного станка; 2 — восстанавливаемая деталь; 3 — слой шлака; 4 —
наплавленный металл; 5 — флюс; 6 — электродная проволока; 7 — контакт провода
от источника тока с электродной проволокой; 8 — наплавочная головка; 9 — бункер
с флюсом; 10 — контакт провода от источника тока с медной шиной патрона
(деталью); е — смещение электрода относительно вертикальной оси детали
(эксцентриситет электрода)
Твердость наплавленного слоя порошковыми
проволоками достигает HRC 52-56. Режимы наплавки цилиндрических поверхностей
при постоянном токе обратной полярности представлены в табл. 6.3.
Таблица 6.3 — Параметры наплавки цилиндрических
поверхностей электродной проволокой диаметром 1,2-2,5 мм с вылетом 20-30 мм
|
Диаметр |
Напряжение, |
Сила |
Скорость |
|
50 |
30 |
120 |
75 |
|
65 |
30 |
150 |
85 |
|
80 |
30 |
200 |
105 |
|
150 |
30 |
250 |
140 |
Преимущества восстановления деталей наплавкой
под слоем флюса следующие: производительность автоматической наплавки под слоем
флюса выше в 3-5 раз по сравнению с ручной сваркой; высокое качество
наплавленного металла и высокая его износостойкость; для выполнения работ не
требуется высокой квалификации наплавщика.
К недостаткам наплавки деталей под слоем флюса
относятся большая зона термического влияния, значительный нагрев деталей малых
размеров, снижение усталостной прочности деталей на 20-40 %.
Осталивание (железнение)
Электролитическое осаждение железа возможно
вести в ваннах с горячим и холодным электролитами (горячее и холодное
осталивание) при постоянном и переменном асимметричном токе. Формы постоянного
и переменного асимметричного тока показаны на рис. 6.5.
Рис. 6.5 — Формы тока, применяемые при
осталивании (железнении) деталей: а — при постоянном токе; б — при переменном
(асимметричном) токе
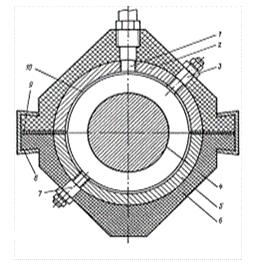
Рис. 6.6 — Схема комплексного анода для
осаждения электролитического железа (осталивание): 1 — штуцер подвода
электролита; 2, 5 — полукольца анода; 3, 7 — электроконтакты; 4 — шейка вала; 6
— текстолитовый корпус анода; 8 — замок; 9 — прокладка; 10 — полость,
заполненная электролитом
Холодное осталивание асимметричным током
представляет собой процесс нанесения металлопокрытия на изношенные поверхности
деталей с применением управляемого асимметричного тока. При этом виде осталивания
получается наиболее прочное покрытие.
Процесс электролиза под давлением повышает
твердость осажденного электролитического железа с HRC 45-48 до 60-63 при
существенном улучшении качества покрытия.
Осаждение металла на круглую деталь в проточном электролите
под давлением 0,15-0,20 МПа осуществляется внутри комплексного анода,
показанного на рис. 17. Холодное осталивание производится в электролите
следующего состава: хлористое железо — 400-500 г/л; йодистый калий — 5-10 г/л;
серная кислота — 1 мл/л; содержание соляной кислоты определяется по плотности
рН, которая должна быть не более 1,5.
Плазменная наплавка
Перспективным способом восстановления деталей
является способ нанесения покрытий с помощью потока плазмы, в том числе способ
воздушно-плазменной наплавки.
Принципиальная схема образования плазменной
струи в плазмотронах показана на рис. 6.7.
Плазма — это сильноионизированный газ, который
образуется при прохождении его в узком канале плазмотрона между двумя
электродами через дуговой разряд дежурной дуги.
Плазменная дуга возникает после подачи
плазмообразующего газа и прохождения его через дежурную дугу и сопло
плазмотрона.
Под действием дугового разряда дежурной дуги
молекулы газа распадаются на ионы и электроны. В 1 см3 плазмы содержится
109-1010 и более заряженных частиц (ионов и электронов).
В узком канале плазмотрона скорость
направленного движения частиц достигает 300-1000 м/с. При сжатии потока газа
процесс плазмообразования сильно интенсифицируется. Выделение тепловой энергии
происходит при соединении ионов в молекулы, при этом температура струи
достигает 16000…26000 °С.
Рис. 6.7 — Принципиальная схема образования
плазменной струи: а — при тангенциальной подаче плазмообразующего газа (N2, O2,
воздуха) в дуговую камеру плазмотрона; б — при прямой подаче плазмообразующего
газа в дуговую камеру плазмотрона; в — распределение температуры в плазменной
сгруе радиусом r по ее длине l; 1 — вольфрамовый электрод; 2 — корпус
плазмотрона; 3 — дежурная дуга; 4 — плазменная струя; 5 — деталь, подлежащая
восстановлению
Сущность способа плазменной наплавки заключается
в том, что источником теплоты для расплавления металла служит тепловая энергия
плазменной струи. Горение дежурной дуги может происходить между электродом
плазмотрона и изделием, между электродом и токоведущей присадочной проволокой и
комбинированным способом, когда горят две дуги между неплавящимся электродом и
изделием и между неплавящимся электродом и токоведущей присадочной проволокой.
При плазменных способах наплавки присадочный материал может подаваться в виде
проволоки, ленты или порошка. Пост для плазменной наплавки состоит из источника
питания ПС-500, выпрямителя напряжения 60 В, сварочной головки и механизма
перемещения сварочной головки относительно изделия.
При плазменной наплавке на прямой полярности
вначале возбуждается маломощная дежурная дуга силой тока 20-30 А. Питание ее
осуществляется от основного источника сварочным током через балластный реостат.
Высокая концентрация тепловой энергии в плазменной
струе, стабильность дугового разряда, возможность раздельного регулирования
степени нагрева основного и присадочного материалов обеспечивают преимущества
плазменной наплавки перед другими видами наплавки, особенно в тех случаях,
когда присадочный материал по составу и свойствам отличается от основного.
Сварка
В авторемонтном производстве для восстановления
деталей применяются сварка и наплавка. Этими способами восстанавливаются более
40 % деталей. Сварка — процесс получения неразъемных соединений посредством
установления межатомных связей между свариваемыми частями при их местном или
общем нагреве, пластическом их деформировании или совместном действии того и
другого. Электрическая сварочная дуга — это мощный длительный электрический
разряд между электродами под действием напряжения постоянного или переменного
тока.
На рис. 6.8 схематически изображен
электродуговой разряд между электродом и деталью под действием постоянного
электрического тока напряжением 36 В. Отрицательный электрод называется катодом
(-), а положительный электрод — анодом (+). Дуговой разряд состоит из катодной
области, столба дуги и анодной области. Газ столба дуги ослепительно ярко
светится, поэтому глаза сварщика должны быть защищены маской с темными
стеклами.
Температура столба дуги достигает 6000… 8000
°С, а электропроводность приближается к электропроводности металлов.
Основаниями столба служат резко ограниченные зоны на поверхности электродов —
электродные пятна.
Ручная электродуговая сварка является
распространенным способом восстановления поврежденных деталей, так как этим
способом можно вести сварку в труднодоступных местах. Недостатками ее являются
низкая производительность и зависимость качества работы от квалификации
сварщика.
Для сварки автомобильных деталей наибольшее
распространение получили электроды УОНИ-13/45, УОНИ-13/55 и др. Сварка
электродами УОНИ-13/45 ведется на постоянном токе при обратной полярности.
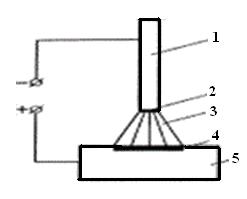
Рис. 6.8 — Схема электродугового разряда между
электродом и деталью: 1 — электрод; 2 — катодная область (расплавленная часть
электрода); 3 — электродуговой разряд (сварочная дуга); 4 — анодная область
(расплавленный металл); 5 — деталь
Сварка деталей из алюминиевых сплавов
производится на постоянном токе при обратной полярности электродами ОЗА-2
аргонно-дуговым способом. Детали, соединенные аргонно-дуговой сваркой, обладают
большой прочностью. Источником сварочного тока при сварке являются сварочные
генераторы постоянного тока. На выходном щитке генератора имеются клеммы плюс
(+) и минус (-). Важное значение имеет порядок подсоединения проводов, идущих
от источника тока до детали и электрода.
Если зажим «минус» (-) сварочного генератора
присоединяется к электроду, то полярность считается прямой, а если он
соединяется с деталью, то полярность считается обратной.
При прямой полярности больше разогревается и
плавится деталь и меньше электрод. Обратная полярность применяется при наплавке
деталей (так как надо сильнее разогреть и расплавить электрод), при сварке
чугуна холодным способом (для уменьшения нагрева детали), при сварке и наплавке
деталей, изготовленных из сплава алюминия.
Хромирование
Схема электролитического восстановления деталей
хромированием показана на рис. 6.9. При хромировании деталь является катодом, а
в качестве анодов применяются нерастворимые свинцовые пластины (полукольца). В
авторемонтном производстве для хромирования применяются ванны с универсальным
электролитом. В состав универсального электролита для хромирования входят
хромовый ангидрид Cr2О3 (250 г/л) и серная кислота H2SO4 (2,5 г/л).
Рис. 6.9 — Схема электролитического
восстановления деталей хромированием: 1 — электрическая шина катода; 2 —
наружная стенка ванны; 3 — вода для подогрева электролита в ванне; 4 — внутренняя
стенка ванны; 5 — катод [деталь (-)]; 6 — электролит; 7 — электроподогреватель;
8 — анод [свинцовая пластина (+)]; 9 — подвеска детали; 10 — электрическая шина
анода (+); 22 — крышка ванны
Соотношение 250:2,5, равное 100, обеспечивает
постоянство концентрации ионов. Это соотношение поддерживается автоматически
при введении в электролиты вместо серной кислоты сернокислого стронция SrSO4 и
кремнефтористого калия K2SiF6 в количестве, превышающем их растворимость. Такой
электролит называется саморегулирующим, так как автоматически поддерживается
постоянство концентрации ионов SO=2-4 и SiF=2-6.
Хромированием восстанавливается большое число
разнообразных, особенно малогабаритных, деталей с небольшим износом, клапаны и
толкатели, шкворни, шейки валов под подшипники и т. д.
Технологический процесс восстановления деталей
хромированием включает следующие операции:
механическую обработку поверхности детали до
получения необходимой геометрической формы;
промывку деталей в органических растворителях
(бензине, трихлорэтане и др.);
монтаж детали на подвеску таким образом, чтобы
детали прочно удерживались на ней и одинаково находились от поверхности анода;
электролитическое обезжиривание в растворе
следующего состава: едкий натр NaOH-30-50 г/л; кальцинированная сода Na2CO3 —
25-30 г/л; жидкое стекло Na2SiO3-10-20 г/л; температура электролита 60…70 °С;
плотность электрического тока 5-6*102 А/см2; время выдержки на катоде 2-3 мин,
на аноде — 1-2 мин;
промывку в горячей воде (60…80°С);
промывку в холодной воде;
загрузку деталей в ванну для хромирования.
Общий вид установки для электролитического
осаждения металла представлен на рис. 6.10.
Рис. 6.10 — Установка для электролитического
осаждения металлов ОГ-1349А: 1, 2 — ванны с электролитом; 3 — реостат; 4 —
пульт управления; 5, 13 — пакетный переключатель изменения полярности; 6, 12 —
включатели электроподогрева ванн; 7, 11 — амперметры; 8 — переключатель
амперметра с 200 на 20 А; 9 — пакетный включатель установки в цепь электрического
тока от выпрямителя; 10 -вольтметр; 14 — включатели магазина сопротивлений; 15
— стол установки
Декапирование — снятие с детали тончайшей
окисной пленки в течение 30-90 с при плотности тока (2,5-4,0) 102 А/см2 путем
пропускания тока в обратном направлении процессу осаждения хрома.
Хромирование деталей производится согласно
выбранному режиму. Твердость хромовых осадков зависит от плотности тока и
температуры электролита. Для определения плотности тока и температуры
электролита пользуются графиком, представленным на рис. 6.11. В соответствии с
графиком задаются твердостью, видом осадка (серый, блестящий или молочный) и
определяют плотность тока и температуру электролита.
Рис. 6.11 — Диаграмма зависимости расположения
зон различных хромовых осадков от температуры электролита в ванне и плотности
тока: 1 — кривые, ограничивающие зону образования блестящих осадков в ванне с
универсальным электролитом; 2 — кривая, ограничивающая зону образования
блестящих осадков в ванне с саморегулирующимся электролитом; 3 — зона
образования износостойких осадков (цифры в кружочках показывают микротвердость
осажденного хромового покрытия)
По плотности тока определяется его сила,
необходимая для электролиза. Она устанавливается с помощью реостатов
гальванической установки, и контролируется по показаниям амперметра.
Температура достигается путем включения электрического подогревателя ванны.
Величина хромового осадка зависит от времени осаждения хрома.
После окончания хромирования детали извлекаются
из ванны, промываются в проточной воде, демонтируются с подвесок и подвергаются
термической и механической обработкам.
6.2 Технический расчет гидроцилиндра
стрелы
Технические характеристики крана-манипулятора
БАКМ — 890 (МКС-4032).
Таблица 6.4
|
Параметры |
Стрела |
|
|
двухсекционная |
трехсекционная |
|
|
Число |
1 |
2 |
|
Максимальный |
89 |
86 |
|
Максимальная |
||
|
на |
2,4 |
2,27 |
|
на |
4(3)* |
4 |
|
Максимальный |
||
|
основной |
5,4 |
7,1 |
|
с |
10,4 |
10,4 |
|
Высота |
||
|
основной |
8,2 |
9,8 |
|
стрелой |
11,6 |
11,6 |
|
Частота |
3 |
3 |
|
Угол |
400 |
400 |
|
Максимальное |
25 |
25 |
|
Подача |
30 |
30 |
|
Габаритные |
||
|
длина |
680 |
680 |
|
ширина |
2400 |
2400 |
|
высота |
2100 |
2100 |
|
Собственная |
||
|
с |
1120 |
1235 |
|
с |
1200 |
1290 |
6.3 Работа гидросистемы
крана-манипулятора БАКМ-890
От насоса 2 рабочая жидкость поступает к
секционному распределителю 5, который управляет гидроцилиндрами блокировки
рессор 6 и гидроцилиндрами подъема-опускания выносных опор 7, 8, 9, 10. Для
исключения опускания указанных гидроцилиндров в период работы крана в поршневых
магистралях применены гидросмазки. После установки крана в исходное рабочее
положение поток жидкости золотником А распределителя 5 объединяется с потоком
жидкости, поступающей от насоса 3. Объединение потоков применяется с целью
увеличения скорости гидродвигателей привода стрелы, платформы и лебедки.
Поток жидкости от насосов 2 и 3 поступает
одновременно к распределителям 15 и 16. Распределитель 15 управляет
гидроцилиндром изменения вылета (угла наклона) стрелы 27 и гидромотором 28
поворота платформы крана-манипулятора. Распределитель 16 управляет гидрометром
привода грузовой лебедки 29 и гидроцилиндром изменения длины телескопической
стрелы 23. Гидроцилиндр имеет увеличенный ход поршня и вмонтирован в
металлоконструкцию стрелы. Секция Б распределителя 15 и секция А распределителя
16 оснащены дополнитльно сблокированными распределителями, с помощью которых в
период включения основных золотников происходит растормаживание грузовой
лебедки и платформы, а в период выключения — торможение этих механизмов
гидроцилиндрами 13 и 14.
Кран-манипулятор БАКМ-890 оборудован приборами
безопасности, которыми в аварийной ситуации отключаются электромагниты
гидроклапанов 17, 18 и 19. В результате отключения электромагнитов соединяются
гидролинии управления предохранительных клапанов 20 и 21 с дренажной гидролинией,
происходит разгрузка насосов и замыкание тормозов гидроцилиндрами 13 и 14. Для
уменьшения скорости поворота платформы используется дроссель 22 с регулятором
давления. При включении гидромотора поворота платформы 28 оператор-машинист
регулируемым дросселем 22 сбрасывает часть потока жидкости, поступающей от
насосов 2 и 3 в сливную линию. Для исключения кавитации в трубопроводах и
стабилизации скорости опускания груза и стрелы, уменьшения длины стрелы
применяются тормозные гидроклапаны 24, 25 и 26, которые пропускают на слив
поток жидкости, равный потоку жидкости, подводимой к гидродвигателям. Опускание
груза при выходе из стоя ДВС или насоса осуществляется вентилем 12. В поршневых
полостях гидроцилиндров 23 и 27 установлены гидрозамки, Которые запирают поток
жидкости в поршневой полости и предотвращают опускание стрелы и груза под
действием внешних сил. Давление в напорных линиях насосов и сливной линии
контролируется манометрами 31, а температура — дистанционным термометром 32.
Ручной насос 4 используется для перевода стрелы
в транспортное положение, в случае отказа двигателя или насоса.
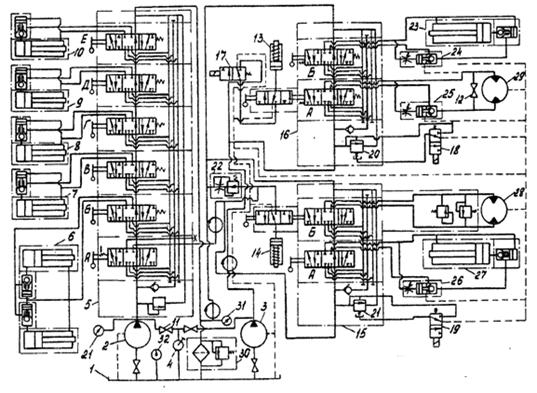
Рис. 6.12 — Принципиальная гидравлическая схема
крана-манипулятора БАКМ-890: 1. гидробак; 2, 3 нерегулируемые насосы; 4. ручной
насос; 5. секционный распределитель; 6. — гидроцилиндры блокировки рессор; 7,
8, 9,10 — гидроцилиндры выносных опор; 11, 12 — вентили; 13, 14 — гидроцилиндры
тормозов; 15,16 — секционные распределители; 17, 18, 19 — гидроклапаны с
электромагнитным управлением; 20,21 — предохранительные клапаны; 23 —
гидроцилиндр изменения длины стрелы; 24, 25, 26 — тормозные гидроклапаны; 27 —
гидроцилиндр изменения высоты вылета стрелы; 28 — гидрометр поворота платформы;
29 — гидрометр грузовой лебедки; 30- фильтр с переливным клапаном; 31 —
манометр; 32 — датчик температуры
6.4 Выбор рабочих жидкостей
От правильности выбора рабочей жидкости зависят
работа гидропривода и долговечность гидрооборудования. Даже оптимально
спроектированный гидропривод может оказаться неработоспособным или
малоэффективным, если жидкость не будет соответствовать условиями эксплуатации.
Марку масла выбирают исходя из условий
эксплуатации, типа насоса, гидроцилиндров и ответственности гидросистемы. Чем
ниже температура окружающей среды, тем менее вязкую жидкость следует выбирать,
и наоборот.
Для гидропривода крана-манипулятора масло
следует выбирать по следующим основным показателям: диапазону температур;
соответствию вязкости жидкости номинальному давлению; с учетом типа
используемого гидронасоса; климатическим условиям эксплуатации гидропривода;
срокам эксплуатации машины; продолжительности работы в течении суток;
соответствия рабочей жидкости резиновым уплотнителям; стоимости жидкости.
Применение масла с завышенной
вязкостью (более ![]() м2/с или
м2/с или
более 1000 сСт) приводит к увеличению гидравлических сопротивлений, повышению
потребляемой гидроприводом мощности, уменьшает КПД гидропривода, ухудшает
фильтрацию, вызывает нежелательный нагрев масла. При занижении вязкости (ниже ![]() или 10 сСт)
или 10 сСт)
повышается интенсивность износа трущихся пар, ускоряется окисление масла,
увеличиваются его утечки и перетеки, что также снижает КПД гидропривода.
Для гидроприводов с легким режимом
работы и меньшим номинальным давлением следует применять масла с меньшей
вязкостью, чем для гидроприводов с тяжелым режимом работы и большим номинальным
давлением. Так, при прочих равных условиях, при номинальном давлении до 7 МПа
рекомендуется вязкость масла 0,2![]() 10-4…0,4
10-4…0,4![]() 10-4м2/с
10-4м2/с
(20-40 сСт) при 50![]() С, а при
С, а при
давлении 7…20 МПа — 0,3![]() 10-4…0,6
10-4…0,6![]() 10-4м2/с
10-4м2/с
(30-60 сСт) при 50![]() С, при
С, при
давлении более 25 МПа — рекомендуемая вязкость масла более 0,5![]() 10-4м2/с при
10-4м2/с при
аналогичной температуре.
Минимальная кинематическая вязкость
рабочей жидкости не должна быть ниже:
сСт — для шестерных гидромашин;
сСт — для пластинчатых гидромашин;
сСт — для поршневых гидромашин.
Выбираем масло АМГ-1 (зимой) и МГ-30
(или ИС-30) (летом), со следующими характеристиками:
Таблица 6.5 — Масло индустриальное
ИГП-38
Масло Вязкость, * 10-6![]() Индекс
Индекс
вязкости, UBКОН, ![]() Плотность,
Плотность,
|
|
вспышки
![]() ºСзастывания
ºСзастывания
![]() ºСтемпературные пределы
ºСтемпературные пределы
применения
|
при |
при |
||||||||
|
Зимой |
|||||||||
|
АМГ-10 |
10 |
42 |
90 |
0,6 |
870 |
92 |
-15 |
-45…+600С |
|
|
Летом |
|||||||||
|
МГ-30 |
30 |
760 |
190 |
0,05 |
890 |
190 |
-35 |
-10…+600С |
|
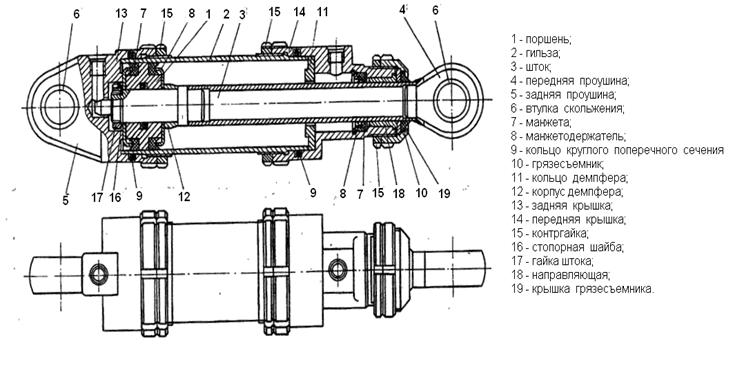
Рассмотрим гидроцилиндры:
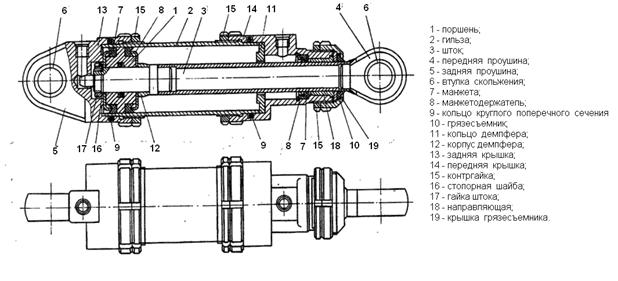
Рис. 6.13 — Гидроцилиндр
6.5 Расчет гидроцилиндров стрелы
крана-манипулятора БАКМ-890
Определение расчетных выходных параметров
гидропривода
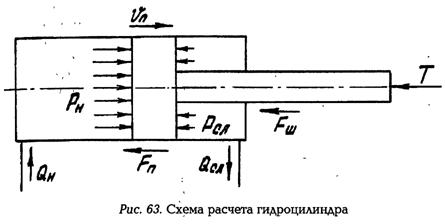
Рис. 6.14 — Схема расчета гидроцилиндра
Схема расчета гидроцилиндра представлена на рис.
6.3 . На ней указаны все силы, действующие на гидроцилиндр.
Силы сопротивления:
Т — усилие на штоке;П — сила трения уплотнения
поршня;Ш — сила уплотнения штока;
РСЛ — реактивное усилие от давления в штоковой
области.
Активная сила:
РН — сила давления в поршневой полости.
Для усилия на штоке в инженерных расчетах
используют выражение:
Т = РН![]() Н
Н
где ![]() —
—
гидромеханический КПД гидроцилиндра. В расчетах его выбирают в пределах 0,92 —
0,98. Меньшее значение рекомендуется выбирать для давления рабочей жидкости до
10 МПа, а большее для давления свыше 20 МПа.
![]() — площадь поршня
— площадь поршня
поршневой полости, м2.
Выразив в последнем уравнении площадь поршня
через его диаметр, определяем усилия на штоке:
при подаче жидкости в поршневую полость
Т = ![]()
![]()
при подаче жидкости в штоковую полость
Т = ![]()
![]()
—
диаметр поршня- диаметр штока
Гидропривод
управления стрелой имеет два гидроцилиндра, работающих в одинаковых условиях:
—
гидроцилиндр изменения длины стрелы
—
гидроцилиндр изменения высоты вылета стрелы
Необходимое
усилие на штоке каждого гидроцилиндра
![]()
Принимаем
коэффициент запаса по усилию ![]() , получаем расчетное значение усилия
, получаем расчетное значение усилия
р
= kз.у.∙ T = 1,20∙43 = 51.6 kH.
Исходя
из условий устойчивости, определяем минимальный диаметр штока гидроцилиндра

где
k = 2 — коэффициент, учитывающий заделку концов штока;= 2,1∙1011 Па —
модуль упругости материала (для стали).
В
соответствии с нормами ОН 22-176-69 принимаем ![]() = 50 мм и с учетом L = 800 мм по
= 50 мм и с учетом L = 800 мм по
приложению 2 норм ОН 22-176-69 выбираем ψ = 1,65.
ψ
= ![]()
В
первом приближении соотношение между диаметром штока d и диаметром поршня D
принимается в зависимости от давления в гидроцилиндре и рекомендаций:
Р » (1,5 ¸5) Мпа ![]()
Р > 5 Мпа ![]()
В гидроцилиндрах ПСМ (по нормам ОН —
22-176-69) принято два исполнения с отношением площадей поршневой и штоковой
полости 0,33 и 0,65.
Поэтому можно принять:
= d/0.7 = 50/0.65 = 76.9 ![]() 80 мм
80 мм
Скорость рабочего хода поршня
![]()
где ∆t = 1,0 с — время на переключение
распределителя в крайнем положении поршня при ручном управлении.- время
рабочего цикла гидропривода принять равным t = 28 с
Принимая коэффициент запаса по скорости равным ![]() ,
,
получаем расчетное значение скорости рабочего хода поршня
![]()
Расчетная мощность гидропривода составит:
![]() Вт ≈ 5.6
Вт ≈ 5.6
кВт.
трубопровод гидроцилиндр
Назначение величины рабочего давления и выбор
насоса
По величине Fр = 51.6 kH в соответствии с
таблицей 1 норм ОН 22-176-69 рабочее давление в системе принимаем равным ![]() .
.
При этом давлении расчетная производительность насоса составит

В кране-манипуляторе используются два насоса с
параметрами:
= 1500 ![]() ,
,
![]() и
и
![]()
Предохранительные клапана в системе настраиваем
на давление насоса, т.е. ![]()
Расчет гидроцилиндров
Давление в поршневой полости гидроцилиндра равно
![]()
Необходимая площадь гидроцилиндра составит
![]() .
.
Требуемый минимальный диаметр гидроцилиндра
равен

В соответствии с величинами L, ψ,
![]() и
и
![]() по
по
нормали ОН 22-176-69 подбираем унифицированный гидроцилиндр с параметрами:= 800
мм;
Ψ = 1,65:
d = 50 мм;= 80 мм
ГЦ 25-1-1/1-80-50-800
Площадь
поршневой полости SП = 50 см2;
штоковой полости SШ = 30,3 см2;
Проверяем выбранный гидроцилиндр на создание
требуемого усилия при рабочем ходе.
Сила трения в уплотнениях поршня
![]()
где μ = 0,13 — коэффициент
трения для резиновых манжет;
![]() = 7,5 10-3 м = 7,5
= 7,5 10-3 м = 7,5
мм — ширина рабочей части манжеты, принятая равной половине ширины манжеты при
уплотнении по наружному диаметру (![]() =15
=15
мм по приложению 7 методических указаний).
![]() = 5 МПа —
= 5 МПа —
контактное давление от деформации усов манжеты при ее монтаже.
Сила трения в уплотнениях штока
![]()
=![]()
где ![]() =
=
6,25*10-3 м = 6,25 мм — ширина рабочей части манжеты, принятая равной половине
ширины манжеты при уплотнении по внутреннему диаметру (![]() =
=
12,5 мм по приложению 7 методических указаний).
![]() =
=![]() Н
Н
— давление в сливной полости гидроцилиндра, которое в случае свободного слива
принимается равным потере давления в сливной магистрали (![]() ).
).
Сила сопротивления, обусловленная вытеснением
жидкости с противоположной стороны поршня, равна

Полезное усилие, создаваемое гидроцилиндром при
рабочем ходе
![]()

Так как ![]() =
=
116,256 кН ![]() Fp = 51.6 кН, то
Fp = 51.6 кН, то
выбранный гидроцилиндр удовлетворяет требованию по созданию заданного усилия. В
соответствии со схемой гидропривода два таких гидроцилиндра обеспечат необходимое
усилие на рабочем органе (2 * 51,6 = 103,2 кН ![]() 116,256
116,256
кН)
Потребный расход жидкости гидроцилиндром
определяется по формуле:
где QП — потребный расход жидкости,-
скорость поршня гидроцилиндра,
hОЦ
— объемный КПД гидроцилиндра,э — эффективна площадь поршня эффективная площадь
поршня SЭ в формуле потребного расхода будет различна.
При выталкивании
![]() Э = 3,14*802/4 = 5024 мм2 =
Э = 3,14*802/4 = 5024 мм2 =
5,024*10-3 м2 = 50,24 см2
При втягивании
![]() Э = 3,14*(802 — 502) /4 = 3061,5 мм2
Э = 3,14*(802 — 502) /4 = 3061,5 мм2
= 3,0615*10-3 м2 = 30,615 см2
Толкающее усилие равно:
![]()
Находим расход рабочей жидкости в
поршневой полости:
![]() ;
;
где υпор, м/мин —
скорость движения поршня;п, м2 — площадь поршневой полости.
![]()
Вычисляем условный проход:
 ;
;
где Q, л/мин — подача насоса;
υж =4,5 м/с — скорость
жидкости.
![]()
Принимаем ![]()
Определяем толщину стенки цилиндра:
 ;
;
где R=260МПа — расчетное
сопротивление материала, для стали 45;=0.85 — коэффициент условий работы;=(1.05…1.2)
Pн = 1,2*25 = 30 МПа — максимальное рабочее давление.
![]()
Принимаем δ = 6 мм
Определяем толкающее и тянущее
усилие:
поршневой полости SП = 50 см2;
штоковой полости SШ = 30,3 см2;
Заключение
Автомотрисы представляют собой специальный
подвижной состав железных дорог. Их широко используют при строительстве
железных дорог, монтаже, обслуживании и ремонте устройств контактной сети,
воздушных линий (автомотриса АСГ-30), путевого хозяйства (АСГ-30П), устройств
СЦБ и связи, а также при восстановительных работах на железнодорожном
транспорте.
В работе рассмотрена автомотриса АСГ-30П.
Автомотриса АСГ-30П применяется для производства работ при текущем содержании,
ремонте и строительстве железнодорожных путей.
Машинисты автомотрис должны точно выполнять
инструктивные указания по техническому обслуживанию (ТО) и ремонту подвижных
единиц, уметь управлять ими, неукоснительно соблюдать ПТЭ железных дорог,
Правила техники безопасности и требования других документов.
Кроме того, машинисты автомотрис должны уметь
быстро находить и устранять неисправности, возникающие в пути следования,
принимать правильные решения для того, чтобы незамедлительно освободить
перегон, открыть движение поездов. Для этого они должны тщательно изучить
конструкцию узлов и механизмов автомотрисы, знать «слабые» места различных
устройств и признаки их повреждений. С этим связано рассмотрение конкретных
вопросов в данной работе.
В работе рассмотрен ремонт/восстановление
деталей двигателя, применяемого на мотрисе: дизеля ЯМЗ-380Д
Основное оборудование автомотрисы —
кран-манипулятор БАСМ-890.
В дипломном проекте рассматривается порядок ТО и
ремонта крана-манипулятора, рассмотрена гидравлическая схема и произведен
расчет применяемых гидроцилиндров, применяемых в системе стрелы крана.
Используемая литература
1. Правила технической
эксплуатации железных дорог Российской Федерации.
. Инструкция по
эксплуатации самоходных железнодорожно-строительных машин для ремонта и
текущего содержания пути № ЦП-734 от 30.12.1999.
. Правила по охране
труда при содержании и ремонте железнодорожного пути и сооружений ПОГ
РО-32-ЦП-652-99.
. Путевые машины // По
ред. С.А. Соломонова. Желдориздат, 2008 г. (М.В. Попович, В.М. Бугаенко и др.).
. Машинизация текущего
содержания пути. Транспорт, 1990 // Под ред. К.С. Исаева (Федулов В.Ф.,
Щекотков Ю.М.).
. А.С. Белкин, В.А.
Грибков, Н.А. Груненышев. Устройство, эксплуатация и ремонт мотовозов,
автодрезин и автомотрис. Москва, 2007.
. В.В. Воробьев, М.А.
Самоснов, В.Е. Чекулаев. Автомотрисы и автодрезины. Управление и обслуживание.
Транспорт, 1987.
. Правила устройства
электроустановок. 6-е изд. Москва, 2012.
. Тихомиров В.И.
Экономика, организация и планирование путевого хозяйства, 2008.
. Нормы ОН 22-176-69
«Расчет гидроприводов самоходных машин».
Приложение 1
Принципиальная гидравлическая схема
крана-манипулятора БАКМ-890
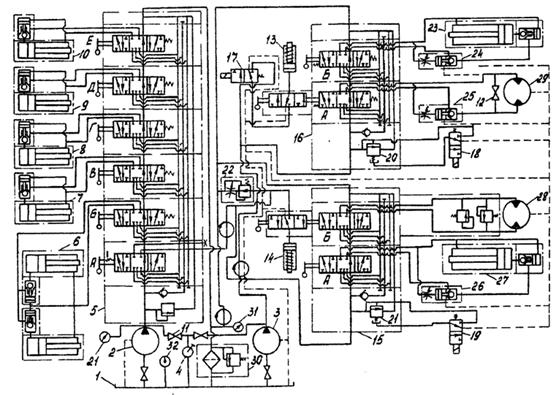
Рис. П1 — Принципиальная гидравлическая схема
крана-манипулятора БАКМ-890: 1. Гидробак; 2, 3 Нерегулируемые насосы; 4. ручной
насос; 5. секционный распределитель; 6. — гидроцилиндры блокировки рессор; 7,
8, 9,10 — гидроцилиндры выносных опор; 11, 12 — вентили; 13, 14 — гидроцилиндры
тормозов; 15,16 — секционные распределители; 17, 18, 19 — гидроклапаны с
электромагнитным управлением: 20,21 — предохранительные клапаны; 23 —
гидроцилиндр изменения длины стрелы; 24, 25, 26 — тормозные гидроклапаны; 27 —
гидроцилиндр изменения высоты вылета стрелы; 28 — гидрометр поворота платформы;
29 — гидрометр грузовой лебедки; 30- фильтр с переливным клапаном; 31 —
манометр; 32 — датчик температуры
Приложение 2
Гидроцилиндр
Приложение 3
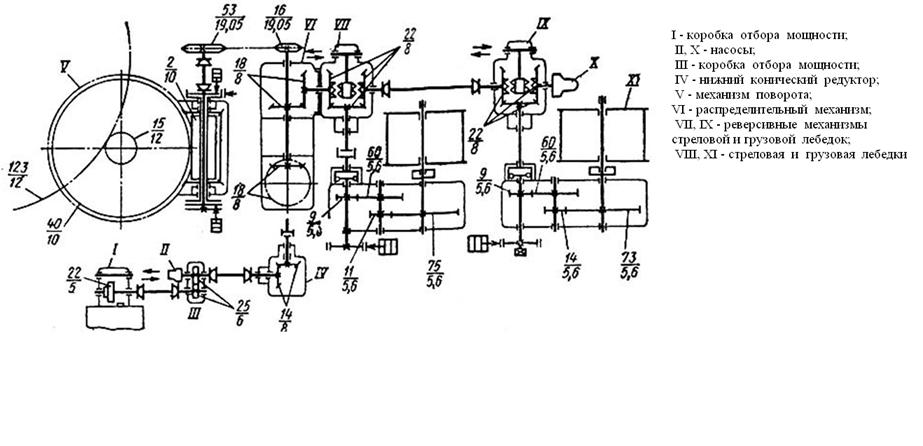
Кинематическая схема
крана-манипулятора БАКМ-890
Приложение 4
Пневматическое оборудование
автомотрисы аварийно-восстановительной АРВ-1
Это оборудование предназначено для обеспечения
работы тормозной системы, систем управления механизмами и устройствами, а также
питания рабочих инструментов.
Автомотриса оборудована автоматическим тормозом
с краном машиниста, который используется при движении с прицепной нагрузкой, а
также краном вспомогательного тормоза, используемым при одиночном следовании. В
целом пневмосистема выполнена по типовой схеме локомотива, имеющего два поста
управления.
Источником питания сжатым воздухом тормозной
системы, системы управления автомотрисы, а также рабочих инструментов являются
компрессор КМ1 (рис. 2.9), установленный на силовом агрегате ЯМЗ-238, и
компрессор КМ2, установленный на платформе.
В питательной магистрали между компрессорами и
главными резервуаром смонтированы: предохранительный клапан КП1,
отрегулированный на давление 0,83 + 0,02 МПа; клапан холостого хода КХ,
управляемый регулятором давления РД, который срабатывает на снижение давления
при 0,8 МПа и на повышение давления при 0,65 МПа, и обратный клапан КО,
защищающий компрессоры от давления сжатого воздуха из главных резервуаров после
срабатывания регулятора давления. После главных резервуаров установлен
масловлагоотделитель МД. Система приготовления воздуха работает следующим
образом: воздух от компрессоров КМ1 и КМ2 поступает через предохранительный
клапан КП1, обратный клапан КО в главные резервуары РГ1, РГ2, РГ3, снабженные
сливными краниками Кр11, Кр12, КР13 для удаления конденсата. Как только
давление в главных резервуарах достигает 0,8 МПа, регулятор давления РД
срабатывает, подает электрический сигнал на электропневмовентиль, который, в
свою очередь, пропускает сжатый воздух в клапан холостого хода КХ. Клапан КХ
срабатывает и сообщает с атмосферой участок питательной магистрали от
компрессоров до обратного клапана КО, переводя работу компрессоров в холостой
режим.
При торможении автомотрисы краном
вспомогательного тормоза KpBT1 или КрВТ2 воздух поступает из питательной
магистрали через фильтры очистки воздуха Ф2 и Ф3, разобщительные краны Кр6 или
Кр9; далее через Кр7 или Кр8 и переключательные клапаны КПр2 и КПр2 к тормозным
цилиндрам Ц1 и Ц2.
При торможении автомотрисы краном машиниста КрМ1
или КрМ2 воздух из питательной магистрали через кран двойной тяги Кр4 или Кр5,
комбинированный кран Кр2 или Кр3 поступает в тормозную магистраль, далее через
разобщительный кран Kp1 к воздухораспределителю Р, который срабатывает на
зарядку, сообщая запасной резервуар РЗП с тормозной магистралью, а тормозные
цилиндры с атмосферой.
При повышении давления сжатого воздуха в
тормозной магистрали до 0,5-0,53 МПа ручка крана машиниста должна быть
установлена в поездное (II) положение.
При понижении давления в тормозной магистрали
краном машиниста воздухораспределитель приходит в действие и сообщает запасной
резервуар РЗП через переключательный клапан КПр1 с тормозными цилиндрами Ц1 и
Ц2.
Для контроля работы пневматической системы на
каждом пульте управления установлены по два манометра, один однострелочный,
показывающий давление в тормозных цилиндрах, другой двухстрелочный,
показывающий давление в питательной и тормозной магистралях. При переходе с
пульта на пульт необходимо перекрыть краны усл. № 114 и усл. № 377, а на
рабочем пульте открыть.
Питание воздухом звуковых сигналов производится
из питательной магистрали. Воздух поступает к клапанам звуковых сигналов КЗС1
или КЗС2, установленных на боковых стенках кабины. В зависимости от направления
нажатия рукоятки клапана воздух подается к тифону Т1, Т2 или свистку C1, С2,
расположенным на крыше кабины. Управление звуковыми сигналами осуществляется с
каждого пульта управления.Подача песка из песочниц П1 и П2 или П3 и П4
производится соответственно при помощи клапанов КС3 или КС2. Кнопки воздействия
на них расположены на полу под каждым пультом управления для нажатия левой
ногой.
При выполнении определенных видов работ на
контактной сети предусмотрено подключение пневматического инструмента:
гайковерта, шлифовальной машины и перфоратора. Отбор воздуха для инструмента
производится из питательной магистрали тормозной системы через разобщительный
кран Кр21 усл. № 383, клапан КД, предохранительный клапан КП2, отрегулированный
на давление 0,6 МПа, и питательный резервуар РП емкостью 55 л.
Редукционный клапан КД необходимо отрегулировать
на номинальное рабочее давление подключаемого инструмента. Кран Кр21
переводиться в положение «открыт» только при работе пневмоинструментом, в
случае движения автомотрисы система питания пневмониструмента должна быть
отключена и кран Кр21 должен находится в положении «Закрыт». Подача воздуха к
определенному пневмоинструменту производится через разобщительные краны Кр22 и
Кр23.
Работа пневмоинструментом при давлении воздуха в
главных резервуарах ниже 0,5 МПа не допускается. Оно контролируется по
двухстрелочному манометру с обоих постов управления.
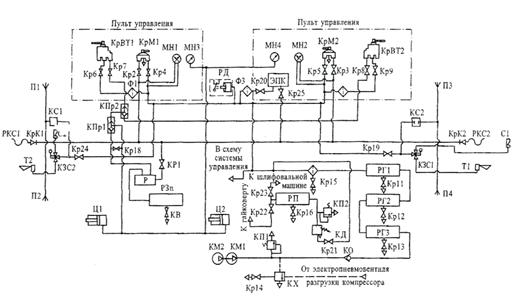
Рис. П2 — Пневматическое тормозное и
вспомогательное оборудование автомотрисы АРВ-1: РЗп — резервуар запасной, 55 л;
РКС1, РКС2 — рукава соединительные Р11; РП — резервуар питательный, 55 л; Ц1,
Ц2 — цилиндры тормозные, усл. № 508Б; ЭПК — электропневматический клапан
автостопа ЭПК-153; С1, С2 — сигналы воздушные звуковые; КЗС1, КЗС2 — клапаны
звуковых сигналов; KB — клапан выпускной усл. № 31Б; КД — клапан редукционный;
КМ1 — компрессор 4331-3509009; КМ2 — компрессор ВВ-0,8/8-720; КО — клапан 1-3
усл. № 3700; КП1, КП2 — клапаны 2-2 усл. № 216; КПр1, КПр2 — клапаны 5-1
переключательные усл. № 3ПК; Kp1 — кран разобщительный усл. № 372; Кр2, Кр3 —
краны комбинированные усл. № 114; Кр4, Кр5, Кр25 — краны усл. № 377; Кр6…Кр9,
Kp18…Кр24 — краны усл. № 383; Кр11…Кр16 — краны усл. № 4360; KpBT1, КрВТ2 —
краны вспомогательного тормоза усл. № 254; КрК1, КрК2 — краны концевые усл. №
33; KpM1, КрМ2 — краны машиниста усл. № 326; КС1, КС2 — клапаны сигнала № 111;
КХ — клапан холостого хода усл. № 254; МД — маслоотделитель усл. № Э-120Т; MН1,
МН2 — манометры МП 2-16; МН3, МН4 — манометры МП-10; П1…П4 — песочницы; Р —
воздухораспределитель усл. № 292.001; РГ1…РГ3 — резервуары главные, 55 л; РД
— датчик-реле давления
Приложение 5
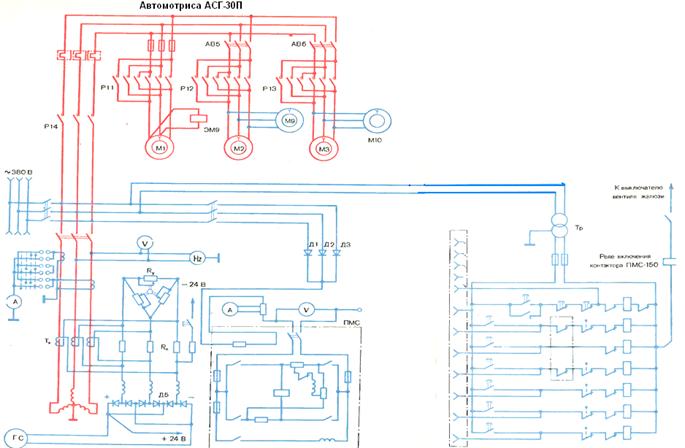
Рис. П3 — Электрическая схема
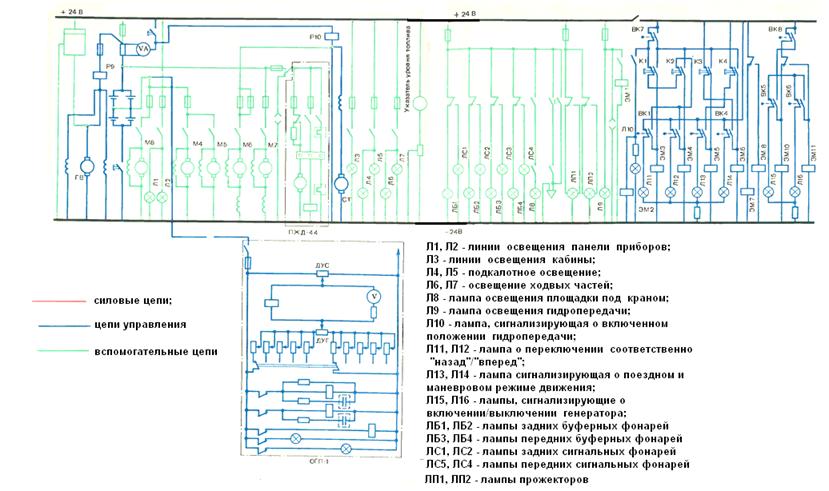
Рис. П4 — Электрическая схема
Ослуживание и эксплуатация автомотрисы АСГ-30П
Введение
Железнодорожный транспорт является важнейшей
составной частью экономической системы России. Он перевозит почти 90% всех
грузов и более 30% пассажиров.
Железнодорожный транспорт состоит из многих
взаимодействующих между собой и взаимозависящих друг от друга отраслей, которые
составляют в целом единый хозяйственный организм, единую систему.
Внедрение более эффективной системы ремонтов,
создающей возможности значительного сокращения работ по текущему содержанию
пути вполне реально уже в ближайшее время, поскольку ожидается более полное
обеспечение путевого хозяйства материалами верхнего строения пути. Кроме этого
созданы и создаются соответствующие технические средства, которые позволят
значительно повысить темпы и качество ремонтов пути.
Для успешного решения поставленных задач
производственные организации железнодорожного транспорта и транспортного
строительства интенсивнее оснащаются разными по назначению и сложности
строительными, путевыми, транспортными и погрузочно-разгрузочными машинами. Уже
сейчас технологические процессы строительства, текущего содержания и
капитального ремонта пути и железнодорожных объектов представляют собой
совокупность взаимосвязанных во времени, машинизированных операций по
обработке, формоизменению, сборке и перемещению предметов и материалов,
осуществляется на основе производственного потенциала в первую очередь путем
оценки возможностей имеющегося машинного парка.
Важнейшей задачей является машинизация текущего
содержания, т.е. переход от механизаций работ с использованием машин и
механизмов к выполнению работ только высокопроизводительными машинами. Текущее
содержание пути и его ремонта сложные производственные процессы, для выполнения
которых обычно составляют проекты производства работ. В частности, для
выполнения основных работ по капитальному ремонту пути предназначен комплект
машин, работающих поточным методом, когда машины идут одна за другой,
последовательно выполняя технологические операции.
Путевые машины и механизмы разделены на группы,
соответственно выполняемым видам работ: ремонт земляного полотна (путевые
струги, дренажные и землеуборочные машины), балластировка пути (балластеры,
хопперы-дозаторы, путеподъемники, тракторные дозировщики), очистка балластного
слоя (щебнеочистительные машины), укладка пути (рельсоукладчики,
путеукладчики), сварка и шлифовка рельсов, работы на звеносборочных базах,
уплотнение балласта и выправки пути, контрольно измерительные, борьба со
снежными заносами, транспортные и погрузочно-разгрузочные средства для путевых
работ (автомотрисы, саморазгружающиеся вагоны, дрезины, мотовозы, путеремонтные
летучки).
Предшественниками автомотрис были
паровозо-вагоны
<#»782308.files/image001.jpg»>
Рис. 1.1
В настоящее время, с 2004/2005 года
выпускаются автомотрисы производства «Свердловского путевого
ремонтно-механического завода»
<#»782308.files/image002.jpg»>
Рис. 1.2 — Пульт управления автомотрисы АСГ-30П
Автомотрисы типа АСГ-30П представляют собой
двухосный экипаж, имеющий две кабины управления 1, 4, два тамбура, машинное
отделение 3 и салон 2 для размещения 20 пассажиров. Салон оборудован удобными
сидениями, откидными столиками, полками для ручной клади. Рама 7 автомотрисы
имеет автосцепку 5, путеочиститель 6 и опирается на три приводные колесные пары
8 с пружинным рессорным подвешиванием и демпферными тягами 9 для гашения
вертикальных и горизонтальных колебаний кузова. Силовая установка автомотрисы —
дизель ЯМЗ-240Д четырехтактный с жидкостным охлаждением. Источником энергии
переменного тока служит автономный дизель-генератор ДЭУ-16 мощностью 16 кВт.
Трансмиссия привода включает в себя гидромеханическую передачу ГМП7821В-1700004
(БелАЗ) с комплексным гидротрансформатором 12, механическую двухступенчатую
коробку передач, карданные валы 10, 11, 13 и осевые редуктора колесных пар 8.
Привод автомотрисы обеспечивает скорость движения до 100 км/ч и расширяет их
функциональные возможности: — по энергообеспечению путевого инструмента и
сварочно-наплавочных работ на перегоне, использование в качестве тяговой
единицы для доставки материалов верхнего пути на платформе.
Рис. 1.3 — Автомотриса: 1, 4 — кабины
управления; 2 — салон; 3 — машинное отделение; 5 — автосцепка; 6 —
путеочиститель; 7 — рама; 8 — колесные пары; 9 — демпферные тяги; 10, 11, 13 —
карданные валы; 14 — монтажная площадка; 15 — кран-манипулятор БАКМ-890; 16 —
захват
Техническая производительность автомотрисы, т/ч,
где Q — грузоподъемность, т; kг — коэффициент
использования по грузоподъемности; kпр — коэффициент использования по пробегу;
kу — коэффициент, учитывающий затраты времени на разгон и торможение; l —
дальность транспортирования, км; v — скорость движения, км/ч; tз, tр, tм —
соответственно время загрузки, разгрузки и маневрирования, с.
2. Техническая часть
.1 Упрощенный технологический
процесс ремонта крановой установки мотрисы АСГ-30П
Крановой установкой автомотрисы АСГ-30П является
кран-манипулятор БАКМ — 890. Технические характеристики приведены в таблице
2.1.
Таблица 2.1 — Технические характеристики
крана-манипулятора БАКМ — 890 (МКС-4032)
|
Параметры |
Стрела |
|
|
двухсекционная |
трехсекционная |
|
|
Число |
1 |
2 |
|
Максимальный |
89 |
86 |
|
Максимальная |
||
|
на |
2,4 |
2,27 |
|
на |
4(3)* |
4 |
|
Максимальный |
||
|
основной |
5,4 |
7,1 |
|
с |
10,4 |
10,4 |
|
Высота |
||
|
основной |
8,2 |
9,8 |
|
стрелой |
11,6 |
11,6 |
|
Частота |
3 |
3 |
|
Угол |
400 |
400 |
|
Максимальное |
25 |
25 |
|
Подача |
30 |
30 |
|
Габаритные |
||
|
длина |
680 |
680 |
|
ширина |
2400 |
2400 |
|
высота |
2100 |
2100 |
|
Собственная |
||
|
с |
1120 |
1235 |
|
с |
1200 |
1290 |
Стандартная комплектация:
.Два пульта управления
.Система защиты от перегрузки.
.Выносные опоры с ручным выдвижением.
.Крюковая подвеска.
.Комплект запасных частей.
.Паспорт и руководство по эксплуатации.
.Гарантия на кран-манипулятор — два года.
.Возможно подключение внешнего
гидрооборудования.
Техническое обслуживание крана-манипулятора
включает в себя следующие операции:
Порядок ТО КМУ БАКМ-890 (МКС-4032).
Ежесменное обслуживание (ЕО).
При ежесменном обслуживании проверяется
состояние крана-манипулятора (КМУ) и готовность его к работе.
В объем ЕО входят уборочно-моечные работы;
контрольные и заправочные работы.
При контрольных работах проводится визуальный осмотр
и проверка:
состояния и крепления всех узлов КМУ (видимые
дефекты, повреждения и внешние изменения);
герметичности гидросистемы;
работы системы ограничения подъема груза (ОПГ);
уровень гидравлической жидкости в баке;
состояние грузозахватных механизмов;
Моечные работы проводятся один раз в смену,
после окончания работы.
Таблица 2.2 — ТО после первых 50 км/часов
|
№ |
Наименование |
Работы |
|
17 |
Комплект |
Заменить |
|
1 |
Крепежные |
Подтягивание |
|
3 |
Цилиндры |
Подтягивание |
|
8 |
Шпильки |
Подтягивание |
|
16 |
Гидравлические |
Смазка* |
Температура каплевыделения + 1900С
Проникающая способность 2 класс по DIN 15818
Рабочая температура от — 400С до + 1200С
ТО через каждые 50 км/часов (но не реже 1 раза в
3 месяца)
Таблица 2.3
|
№ |
Наименование |
Работы |
|
2 |
Стопорный |
Смазка* |
|
4 |
Подшипники |
Смазка* |
|
5 |
Подшипники |
Смазка* |
|
6 |
Рычаги |
Машинное |
|
7 |
Уровень |
Визуальная |
|
9 |
Грузовой |
Машинное |
|
10 |
Подшипник |
Смазка* |
|
11 |
Лебедка |
Смазка* |
|
12 |
Подшипник |
Смазка |
|
13 |
Направляющие |
Смазка |
|
14 |
Подшипники |
Смазка |
ТО через каждые 500 км/часов (но не реже 1 раза
в 6 месяцев)
|
№ |
Наименование |
Работы |
|
1 |
Крепежные |
Подтягивание |
|
3 |
Цилиндры |
Подтягивание |
|
8 |
Шпильки |
Подтягивание |
|
15 |
Трос |
Смазка |
|
18 |
Подвесная |
Смазка* |
ТО каждые 1000 км/часов (но не реже 1 раза в
год)
|
№ |
Наименование |
Работы |
|
17 |
Комплект |
Заменить |
|
11 |
Лебедка, |
SAE |
Условные обозначения выполняемых работ:
Рис. 2.1
3. Экономическая часть
.1 Расчет стоимости машиносмены
мотрисы АСГ-30П
Стоимость одной машино-смены эксплуатации машин
определяется по формуле:
Смаш-см = А + З + О + Э + С + Г + Р + П
где А — нормативные амортизационные отчисления
на полное восстановление машин, руб/маш-см;
З — размер оплаты труда рабочих, управляющих
машинами, руб/маш-см;
О — отчисления на социальные нужды, руб/маш-см;
Э — затраты на энергоносители, руб/маш-см;
С — затраты на смазочные материалы, руб/маш-см;
Г — затраты на гидравлическую и охладительную
жидкость, руб/маш-см;
Р — затраты на все виды ремонтов машин, их
техническое обслуживание и диагностирование, руб/маш-см;
П — прочие затраты, руб/маш-см.
. Амортизационные отчисления на полное
восстановление рассчитываются по формуле:
А = ![]()
где К — общая сумма капитальных вложений, руб.;
Капитальные затраты складываются из:
К = Кп + Ксоп
где Кп — стоимость машины (25,3 млн руб), руб.;
Ксоп — сопутствующие капитальные вложения,
связанные с эксплуатацией машины, руб. Принимаются 20% от стоимости машины.
К = 25 300 000 = 5 060 000 = 30 360 000 руб
На — годовая норма амортизационных отчисления на
полное восстановление по данному виду машин, процент/год;
псм — количество смен работы машины в год,
маш-см/год.
А = ![]() =
=
39 117,7 руб/маш.-см
Годовые нормы амортизационных отчислений для
машин данного вида принимаются по установленным единым нормам амортизационных
отчислений.
. Размер оплаты труда рабочих, управляющих
машинами, определяется по формуле:
З = λ![]()
где λ — коэффициент,
учитывающий премии и доплаты рабочим (для средних условий можно принять 20%
премии и 40% доплаты);см — продолжительность смены, час;
Чсi — часовая тарифная ставка i-го рабочего
определенного разряда, руб.;
Рi — количество i-ых рабочих соответствующего
разряда, чел.;- количество разрядов рабочих.
Часовая тарифная ставка определяется по формуле:
Чci= ЗminКтар / Тср ,
где Зmin — минимальная заработная плата, руб.;
С 1 октября 2013 года ОАО «РЖД» часовая тарифная
ставка рабочего 1 разряда оплаты труда, оплачиваемого по I уровню оплаты труда,
составит 39,94 рубля. Размер минимальной заработной платы — 7290 рублей.
(Распоряжение ОАО «РЖД» об индексации заработной платы работников ОАО «РЖД» от
17 сентября 2013 года № 1994р принято по согласованию с первичной профсоюзной
организацией ОАО «РЖД» РОСПРОФЖЕЛ.).
Ктар — тарифный коэффициент;
Тср — средняя продолжительность работы, 167,9
часа.
Для работников 5, 6 и 7 разрядов:
Чc5 = 7290*2,12/167,9 = 92 руб.
Чc6 = 7290* 2,31/167,9 = 100,3 руб.
Чc7 = 7290*2,5/167,9 = 108,55 руб.
Обслуживающий персонал машины, 4 чел.;
Машинист (водитель) — 7 разряд — 1 чел;
Помощники машиниста — 5 и 6 разряда — 2 чел.;
Электромеханик — 6 разряд — 1 чел.
З = 1,6*8*(92*1 + 100,3*2 + 108,55*1) = 5 134,72
руб./маш.-см
. Отчисления на социальные нужды
Отчисления на социальные нужды составляют:
С затрат на оплату труда — 28%.
Фонд социального страхования — 5,4%.
Фонд обязательного медицинского страхования —
3,6%.
Фонд занятости населения — 1,5%.
Прочие затраты.
Все соц. отчисления принимаем в размере 38,5% от
ФОТ.
О = 0,385*5 134,72 = 1 976,87 руб./маш.-см
. Затраты на энергоносители (дизельное топливо)
при эксплуатации машин определяются по формуле:
Э = НЭ ![]()
Где Нэ — норма расхода дизельного топлива при
эксплуатации машины при положительной температуре наружного воздуха,
кг/маш-час. Принимаем 30 кг/маш-час (по паспорту);
Дэ — плотность дизельного топлива, кг/л. Для
дизельного топлива может быть принята 0,82 кг/л;
Цэ — текущая рыночная стоимость покупки
дизельного топлива, руб/л;
КД — коэффициент, учитывающий доставку топлива к
заправляемой машине (в расчетах можно принять 1,08).
Э = 30 ![]() руб./маш.-см
руб./маш.-см
. Затраты на смазочные материалы могут быть
приняты в размере 30% для машин, работающих на дизельном топливе:
С = 0,3*Э, С = 0,3*6 801,41 = 2 040,42
руб./маш.-см
. Затраты на гидравлическую жидкость определяются
по формуле:
Г = ![]()
где Е — емкость гидросистем машины,
устанавливаемая по паспортным данным машины, л. Принимаем 200-250 л;
Дг — плотность гидравлической жидкости, кг/л.
При проведении расчетов может быть принята равной 0,87 — 0,88 кг/л;
Кг — коэффициент доливок гидравлической жидкости
для восполнения ее утечки при работе машины. При невозможности получения
фактических данных на основе замеров, коэффициент может быть принят равным
1,00;
Цг — рыночная стоимость гидравлической жидкости,
руб/кг;
Пзг — количество заливок гидравлической жидкости
в гидросистему машины, принимаемое по паспортным данным, приводимым в
инструкциях по эксплуатации этих машин или в технической литературе, раз/год.
При заливках гидравлической жидкости два раза в год (при переходе с летнего
сорта гидравлической жидкости на зимний и наоборот) данный показатель
принимается равным 2,00.
Г = ![]() =
=
2 635,1 руб./маш.-см
. Затраты на все виды ремонтов машин, их техническое
обслуживание и диагностирование определяется по формуле:
Р = ЗР + ОР + Ч
где Зр — размер оплаты труда
рабочих-ремонтниокв, руб/маш-см;
Ор — отчисления на социальные нужды, руб/маш-см;
Ч — стоимость запасных частей, руб/маш-см.
Заработная плата рабочих-ремонтников
определяется по формуле:
ЗР = ![]()
![]() λP
λP
![]()
где Тц — продолжительность межремонтного цикла,
час;
λр — коэффициент,
учитывающий премии и доплаты ремонтным рабочим (λр=1,6);
Чpci — тарифная ставка ремонтных рабочих 7
разряда, руб/час;- количество видов техобслуживания и текущих ремонтов;-
трудоемкость соответствующих технического обслуживания и текущего ремонта,
чел/час;
пi — количество техобслуживаний и текущих
ремонтов соответствующего вида за межремонтный цикл.
ЗР = ![]()
![]() 1,6
1,6
![]() =
=
726,92 руб./маш.-см
Отчисления на социальные нужды рассчитываются
так:
ОР = Ксм* ЗР
ОР = 0,38 * 726,92 = 276,23 руб./маш.-см
Стоимость запасных частей определяется с помощью
коэффициента перехода от оплаты труда ремонтных рабочих к стоимости запасных
частей:
Ч = 1,35 * ЗР
Ч = 1,35 * 726,92 = 981,35 руб./маш.-см
Р = 726,92 + 276,23 + 981,35 = 1 984,5
руб./маш.-см
. Прочие затраты определяются в размере 10% от
суммы всех предыдущих расходов:
П = 0,1(А + З + О + Э + С + Г + Р)
П = 0,1(39 117,7 + 5134.72 + 1976.87 + 6 801.41+
2040.42 + 2635.1 + 1984,5) = 0,1 * 59 690,71 = 5 969,07 руб./ маш.-см
Результаты расчетов сводим в таблицу 3.1
Таблица 3.1 — Расчет себестоимости машино-смены
|
Элементы |
Условное |
Мотриса |
|
1 |
2 |
3 |
|
1.Амортизационные |
А |
39 |
|
2.Заработная |
З |
5134,72 |
|
3.Отчисления |
О |
1976,87 |
|
4.Затраты |
Э |
9 |
|
5.Затраты |
С |
2 |
|
6.Затраты |
Г |
2 |
|
7.Затраты |
Р |
1 |
|
8.Прочие |
П |
5 |
|
Полная |
Смаш-см |
65 |
4. Охрана труда
.1 Слесарно-монтажные и сварочные
работы; электро-пожаробезопасность
Техника безопасности с грузоподъемными
механизмами
Грузоподъемные краны и устройства должны
содержаться и эксплуатироваться в соответствии с Правилами устройства и
безопасной эксплуатации грузоподъемных кранов (машин). Краны допускаются к
работе при наличии отметки в паспорте о прохождении освидетельствования и
испытания. Перед началом работы краны и грузозахватные приспособления должны
тщательно осматриваться. Работа крана должна вестись под руководством мастера,
назначенного приказом по предприятию ответственным за безопасное производство
работ кранами.
За кранами и другими подъемными механизмами
должны быть закреплены стропальщики, прошедшие обучение, сдавшие экзамен в
квалификационной комиссии и получившие соответствующее удостоверение. Перед
началом подъема груза должна быть проверена надежность его зацепления. Захват
должен осуществляться не менее, чем в двух местах. При перерыве в работе
оставлять груз в подвешенном состоянии запрещается. При подъеме масса груза не
должна превышать грузоподъемности крана. Горизонтальное перемещение груза
кранами должно производиться на высоте не менее 0,5 м от всех встречающихся на
пути предметов. перемещение груза над людьми запрещается.
В темное время суток погрузка и выгрузка
материалов верхнего строения пути допускается только при освещенности места
работ не менее 5 люкс на всех уровнях строповки и подъема груза. При пропуске
поезда по соседнему пути работа грузоподъемного крана должна прекращаться и
должен обеспечиваться габарит.
При погрузке и выгрузке рельсов и стрелочных
переводов, опор и проводов для поддержания и направления груза должны
применяться гибкие чалочные приспособления. Подъем примерзших или заваленных
грузов, а также грузов, вес которых неизвестен, не допускается. При погрузке и
выгрузке шпал их строповка должна производиться исправными стропами, которые
должны захватывать пакет так, чтобы предупредить смещение и развал пакета.
Стропальщики должны поддерживать и направлять пакет чалочными приспособлениями
и находиться от поднимаемого груза на расстоянии не ближе 2 м.
Грузоподъемные машины и механизмы при работах в
пределах охранной зоны линий электропередачи (напряжением до 1 кВ — 2 м, свыше
1 до 20 кВ — 10 м, от 20 до 35 кВ- 15 м, от 35 до 110 кВ — 20 м) на расстоянии
более 50 м от электрифицированных железнодорожных путей должны быть заземлены
на один из заземлителей, соответствующих Правилам устройства электроустановок.
При отсутствии указанных заземлителей ближе 50 м от электрифицированных ж/д
путей допускается заземление грузоподъемных машин на два специальных
заземлителя, забитых на глубину не менее 1 м с расстоянием между ними не менее
3 м. При повреждении захватных приспособлений работа с ними должна быть
прекращена до устранения повреждения. Запрещается проходить, стоять или
работать под кранами во время перемещения ими груза. По окончании работ кран
должен устанавливаться на место, предназначенное для стоянки, затормаживаться,
крюк подниматься в верхнее положение.
Работники, связанные с управлением
грузоподъемными машинами и механизмами, должны иметь удостоверение на право
работы с ними, периодически проходить аттестацию и проверку знаний по
безопасным методам работы. Работники, занятые на работах с нефтепродуктами,
должны обеспечиваться защитными пастами и мазями, разрешенными к применению
Минздравом России. В каждой бригаде на всех путевых машинах в установленных
местах должны находиться аптечки или сумки первой помощи, укомплектованные
медикаментами и перевязочными материалами.
Электросварочные работы
<#»782308.files/image018.gif»>
Рис. 6.1 — Восстановление деталей под ремонтный
размер: а — вала: dH — номинальный диаметр; dH — диаметр изношенной детали;
imax — максимальный износ; imin — минимальный износ вала; dp — ремонтный размер
вала; б — гильзы цилиндров двигателя: GH — номинальный диаметр; imax —
максимальный износ цилиндра; imin — минимальный износ цилиндра; Dp — ремонтный
размер гильзы цилиндров; бmax — максимальный слой снимаемого металла с детали;
бmin — минимальный слой снимаемого металла с детали
Применение резцов, кругов, брусков и
полировальных лент из нового материала — кубического нитрада бора (эльбора) —
значительно повысило качество обрабатываемых поверхностей деталей,
изготовленных из высококачественных сталей. Высокая термостойкость эльбора
сохраняет его режущие свойства при высоких контактных температурах, возникающих
в процессе резания и шлифования. Это приводит к уменьшению износа и повышению
стойкости инструмента. Применение резцов из эльбора позволяет повысить
производительность труда в 1,5 раза при экономии до 25 р. на один резец. Резцы
из эльбора широко применяются при обработке деталей после термической обработки
с твердостью поверхности HRC 60-65 и для расточки гильз цилиндров двигателей ЯМЗ
238Д при подготовке их к восстановлению пластинами (сменной рабочей
поверхностью).
6.1.3 Восстановление деталей
металлами
Вибродуговая наплавка
Схема установки для вибродуговой наплавки
деталей показана на рис. 6.2. Сущность процесса вибродуговой наплавки
заключается в повторении циклов замыкания и размыкания электрода с поверхностью
детали. Электрод и деталь соединены с источником сварочного тока. Каждый цикл
вибрации электрода включает в себя четыре последовательных процесса: короткое
замыкание, отрыв электрода от детали, электрический разряд, холостой ход.
Режимы вибродуговой наплавки деталей
представлены в табл.6.1.
Вибродуговую наплавку можно вести не только в
среде охлаждающей жидкости, но и под слоем флюса в слое защитных газов,
водяного пара и т. д.
Таблица 6.1 — Режимы вибродуговой наплавки
деталей
|
Толщина |
Диаметр |
Сила |
Скорость |
|
0,3 |
1,6 |
120 |
132 |
|
1,1 |
2,0 |
150 |
|
|
2,5 |
2,5 |
150 |
10 |
Рис. 6.2 — Схема установки для вибродуговой
наплавки деталей: 1 — емкость с охлаждающей жидкостью; 2 — водяной насос; 3 —
деталь; 4 — кассета с электродной проволокой; 5 — электродная проволока; 6 —
ролики подачи проволоки; 7 — механизм вибрации; 8 — источник тока; 9 —
регулятор режима наплавки металла; а — контакт электродной проволоки с деталью;
б — отрыв электродной проволоки от детали и возникновение дуги; в — процесс
наплавки сварочной дугой; г — гашение сварочной дуги
Вибродуговая наплавка имеет следующие
преимущества: небольшой нагрев детали, возможность наплавки деталей с малым
диаметром, незначительная зона термического влияния, возможность получения
необходимых прочностей наплавленного слоя за счет применения различных марок
электродной проволоки. К недостаткам вибродуговой наплавки относятся наличие
пор и микротрещин в наплавленном металле, большие внутренние напряжения в
деталях, что резко снижает их усталостную прочность, особенно при работе на
знакопеременных нагрузках.
Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана
на рис. 6.3, зона горения электрической дуги и расплавленного металла
защищается от кислорода и азота воздуха струей нейтрального (защитного) газа. В
качестве защитных газов применяются углекислый газ, аргон, гелий и смеси газов.
Углекислый газ надежно изолирует зону наплавки
от окружающей среды и обеспечивает получение наплавленного металла высокого
качества с минимальным количеством пор и окислов. Расход газа при сварке
составляет 8-15 л/мин и наплавке — 10-16 л/мин.
Таблица 6.2 — Режимы наплавки деталей в среде
углекислого газа СО2
|
Диаметр, |
Скорость |
Напряжение, |
Сила |
Скорость |
Толщина |
|
|
детали |
проволоки |
|||||
|
10 |
0,8 |
175 |
17 |
75 |
40 |
0,8 |
|
40 |
1,0 |
200 |
18 |
150 |
80 |
1,0 |
Рис. 6.3 — Схема установки для
полуавтоматической наплавки в среде защитного газа: 1 — баллон с газом CO2; 2 —
осушитель; 3 — подогреватель; 4 — редуктор; 5 — аппаратный ящик; 6 —
расходомер; 7 — регулятор давления; 8 — электромагнитный клапан; 9 — механизм
подачи проволоки; 10 — наплавочная головка; 11 -восстанавливаемая деталь; 12 —
водяной насос с регулятором давления; 13 — электрод; 14 — сварочная ванна; 15 —
слой защитного газа (СО2); 16 — источник сварочного тока (сварочный генератор)
Режимы наплавки деталей в среде углекислого газа
представлены в табл. 6.2.
Наплавка деталей в среде углекислого газа имеет
следующие преимущества: высокое качество наплавленных швов, возможность
наблюдения за ходом наплавки, возможность наплавки деталей любых диаметров.
К недостаткам наплавки деталей в среде
углекислого газа относятся повышение разбрызгивания металла (до 10-12%),
органическое изменение состава наплавляемого металла, понижение износостойкости
наплавленного слоя, снижение усталостной прочности деталей на 10-50 %.
Наплавкой в среде защитных газов
восстанавливаются детали трансмиссии и ходовой части автомобилей.
Наплавка под слоем флюса
Наплавка металла — это нанесение металла на
поверхность детали с помощью сварки.
По техническим признакам различают следующие
виды наплавки:
по степени механизации процесса — ручная,
механизированная, автоматизированная, автоматическая;
по способу защиты металла в зоне сварки — под
слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
по характеру протекания процесса — непрерывные и
прерывные.
Сущность наплавки под слоем флюса состоит в том,
что сварочная дуга, возникающая между электродом и изделием, защищается от
окисления кислородом воздуха слоем расплавленного гранулированного флюса
толщиной 20-40 мм. Флюс, поступающий в зону сварочной дуги, плавится под
действием выделяемого ею тепла.
Принципиальная схема полуавтоматической
электродуговой наплавки деталей под слоем флюса показана на рис. 6.4.
Сварочный ток от источника тока по проводам
подводится к контактам, касающимся сварочной проволоки и медной шины,
расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются
наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС,
А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт
токарно-винторезного станка и перемещается при наплавке деталей с помощью
ходового винта токарно-винторезного станка.
Рис. 6.4 — Схема установки для полуавтоматической
электродуговой наплавки деталей под слоем флюса: 1 — патрон
токарно-винторезного станка; 2 — восстанавливаемая деталь; 3 — слой шлака; 4 —
наплавленный металл; 5 — флюс; 6 — электродная проволока; 7 — контакт провода
от источника тока с электродной проволокой; 8 — наплавочная головка; 9 — бункер
с флюсом; 10 — контакт провода от источника тока с медной шиной патрона
(деталью); е — смещение электрода относительно вертикальной оси детали
(эксцентриситет электрода)
Твердость наплавленного слоя порошковыми
проволоками достигает HRC 52-56. Режимы наплавки цилиндрических поверхностей
при постоянном токе обратной полярности представлены в табл. 6.3.
Таблица 6.3 — Параметры наплавки цилиндрических
поверхностей электродной проволокой диаметром 1,2-2,5 мм с вылетом 20-30 мм
|
Диаметр |
Напряжение, |
Сила |
Скорость |
|
50 |
30 |
120 |
75 |
|
65 |
30 |
150 |
85 |
|
80 |
30 |
200 |
105 |
|
150 |
30 |
250 |
140 |
Преимущества восстановления деталей наплавкой
под слоем флюса следующие: производительность автоматической наплавки под слоем
флюса выше в 3-5 раз по сравнению с ручной сваркой; высокое качество
наплавленного металла и высокая его износостойкость; для выполнения работ не
требуется высокой квалификации наплавщика.
К недостаткам наплавки деталей под слоем флюса
относятся большая зона термического влияния, значительный нагрев деталей малых
размеров, снижение усталостной прочности деталей на 20-40 %.
Осталивание (железнение)
Электролитическое осаждение железа возможно
вести в ваннах с горячим и холодным электролитами (горячее и холодное
осталивание) при постоянном и переменном асимметричном токе. Формы постоянного
и переменного асимметричного тока показаны на рис. 6.5.
Рис. 6.5 — Формы тока, применяемые при
осталивании (железнении) деталей: а — при постоянном токе; б — при переменном
(асимметричном) токе
Рис. 6.6 — Схема комплексного анода для
осаждения электролитического железа (осталивание): 1 — штуцер подвода
электролита; 2, 5 — полукольца анода; 3, 7 — электроконтакты; 4 — шейка вала; 6
— текстолитовый корпус анода; 8 — замок; 9 — прокладка; 10 — полость,
заполненная электролитом
Холодное осталивание асимметричным током
представляет собой процесс нанесения металлопокрытия на изношенные поверхности
деталей с применением управляемого асимметричного тока. При этом виде осталивания
получается наиболее прочное покрытие.
Процесс электролиза под давлением повышает
твердость осажденного электролитического железа с HRC 45-48 до 60-63 при
существенном улучшении качества покрытия.
Осаждение металла на круглую деталь в проточном электролите
под давлением 0,15-0,20 МПа осуществляется внутри комплексного анода,
показанного на рис. 17. Холодное осталивание производится в электролите
следующего состава: хлористое железо — 400-500 г/л; йодистый калий — 5-10 г/л;
серная кислота — 1 мл/л; содержание соляной кислоты определяется по плотности
рН, которая должна быть не более 1,5.
Плазменная наплавка
Перспективным способом восстановления деталей
является способ нанесения покрытий с помощью потока плазмы, в том числе способ
воздушно-плазменной наплавки.
Принципиальная схема образования плазменной
струи в плазмотронах показана на рис. 6.7.
Плазма — это сильноионизированный газ, который
образуется при прохождении его в узком канале плазмотрона между двумя
электродами через дуговой разряд дежурной дуги.
Плазменная дуга возникает после подачи
плазмообразующего газа и прохождения его через дежурную дугу и сопло
плазмотрона.
Под действием дугового разряда дежурной дуги
молекулы газа распадаются на ионы и электроны. В 1 см3 плазмы содержится
109-1010 и более заряженных частиц (ионов и электронов).
В узком канале плазмотрона скорость
направленного движения частиц достигает 300-1000 м/с. При сжатии потока газа
процесс плазмообразования сильно интенсифицируется. Выделение тепловой энергии
происходит при соединении ионов в молекулы, при этом температура струи
достигает 16000…26000 °С.
Рис. 6.7 — Принципиальная схема образования
плазменной струи: а — при тангенциальной подаче плазмообразующего газа (N2, O2,
воздуха) в дуговую камеру плазмотрона; б — при прямой подаче плазмообразующего
газа в дуговую камеру плазмотрона; в — распределение температуры в плазменной
сгруе радиусом r по ее длине l; 1 — вольфрамовый электрод; 2 — корпус
плазмотрона; 3 — дежурная дуга; 4 — плазменная струя; 5 — деталь, подлежащая
восстановлению
Сущность способа плазменной наплавки заключается
в том, что источником теплоты для расплавления металла служит тепловая энергия
плазменной струи. Горение дежурной дуги может происходить между электродом
плазмотрона и изделием, между электродом и токоведущей присадочной проволокой и
комбинированным способом, когда горят две дуги между неплавящимся электродом и
изделием и между неплавящимся электродом и токоведущей присадочной проволокой.
При плазменных способах наплавки присадочный материал может подаваться в виде
проволоки, ленты или порошка. Пост для плазменной наплавки состоит из источника
питания ПС-500, выпрямителя напряжения 60 В, сварочной головки и механизма
перемещения сварочной головки относительно изделия.
При плазменной наплавке на прямой полярности
вначале возбуждается маломощная дежурная дуга силой тока 20-30 А. Питание ее
осуществляется от основного источника сварочным током через балластный реостат.
Высокая концентрация тепловой энергии в плазменной
струе, стабильность дугового разряда, возможность раздельного регулирования
степени нагрева основного и присадочного материалов обеспечивают преимущества
плазменной наплавки перед другими видами наплавки, особенно в тех случаях,
когда присадочный материал по составу и свойствам отличается от основного.
Сварка
В авторемонтном производстве для восстановления
деталей применяются сварка и наплавка. Этими способами восстанавливаются более
40 % деталей. Сварка — процесс получения неразъемных соединений посредством
установления межатомных связей между свариваемыми частями при их местном или
общем нагреве, пластическом их деформировании или совместном действии того и
другого. Электрическая сварочная дуга — это мощный длительный электрический
разряд между электродами под действием напряжения постоянного или переменного
тока.
На рис. 6.8 схематически изображен
электродуговой разряд между электродом и деталью под действием постоянного
электрического тока напряжением 36 В. Отрицательный электрод называется катодом
(-), а положительный электрод — анодом (+). Дуговой разряд состоит из катодной
области, столба дуги и анодной области. Газ столба дуги ослепительно ярко
светится, поэтому глаза сварщика должны быть защищены маской с темными
стеклами.
Температура столба дуги достигает 6000… 8000
°С, а электропроводность приближается к электропроводности металлов.
Основаниями столба служат резко ограниченные зоны на поверхности электродов —
электродные пятна.
Ручная электродуговая сварка является
распространенным способом восстановления поврежденных деталей, так как этим
способом можно вести сварку в труднодоступных местах. Недостатками ее являются
низкая производительность и зависимость качества работы от квалификации
сварщика.
Для сварки автомобильных деталей наибольшее
распространение получили электроды УОНИ-13/45, УОНИ-13/55 и др. Сварка
электродами УОНИ-13/45 ведется на постоянном токе при обратной полярности.
Рис. 6.8 — Схема электродугового разряда между
электродом и деталью: 1 — электрод; 2 — катодная область (расплавленная часть
электрода); 3 — электродуговой разряд (сварочная дуга); 4 — анодная область
(расплавленный металл); 5 — деталь
Сварка деталей из алюминиевых сплавов
производится на постоянном токе при обратной полярности электродами ОЗА-2
аргонно-дуговым способом. Детали, соединенные аргонно-дуговой сваркой, обладают
большой прочностью. Источником сварочного тока при сварке являются сварочные
генераторы постоянного тока. На выходном щитке генератора имеются клеммы плюс
(+) и минус (-). Важное значение имеет порядок подсоединения проводов, идущих
от источника тока до детали и электрода.
Если зажим «минус» (-) сварочного генератора
присоединяется к электроду, то полярность считается прямой, а если он
соединяется с деталью, то полярность считается обратной.
При прямой полярности больше разогревается и
плавится деталь и меньше электрод. Обратная полярность применяется при наплавке
деталей (так как надо сильнее разогреть и расплавить электрод), при сварке
чугуна холодным способом (для уменьшения нагрева детали), при сварке и наплавке
деталей, изготовленных из сплава алюминия.
Хромирование
Схема электролитического восстановления деталей
хромированием показана на рис. 6.9. При хромировании деталь является катодом, а
в качестве анодов применяются нерастворимые свинцовые пластины (полукольца). В
авторемонтном производстве для хромирования применяются ванны с универсальным
электролитом. В состав универсального электролита для хромирования входят
хромовый ангидрид Cr2О3 (250 г/л) и серная кислота H2SO4 (2,5 г/л).
Рис. 6.9 — Схема электролитического
восстановления деталей хромированием: 1 — электрическая шина катода; 2 —
наружная стенка ванны; 3 — вода для подогрева электролита в ванне; 4 — внутренняя
стенка ванны; 5 — катод [деталь (-)]; 6 — электролит; 7 — электроподогреватель;
8 — анод [свинцовая пластина (+)]; 9 — подвеска детали; 10 — электрическая шина
анода (+); 22 — крышка ванны
Соотношение 250:2,5, равное 100, обеспечивает
постоянство концентрации ионов. Это соотношение поддерживается автоматически
при введении в электролиты вместо серной кислоты сернокислого стронция SrSO4 и
кремнефтористого калия K2SiF6 в количестве, превышающем их растворимость. Такой
электролит называется саморегулирующим, так как автоматически поддерживается
постоянство концентрации ионов SO=2-4 и SiF=2-6.
Хромированием восстанавливается большое число
разнообразных, особенно малогабаритных, деталей с небольшим износом, клапаны и
толкатели, шкворни, шейки валов под подшипники и т. д.
Технологический процесс восстановления деталей
хромированием включает следующие операции:
механическую обработку поверхности детали до
получения необходимой геометрической формы;
промывку деталей в органических растворителях
(бензине, трихлорэтане и др.);
монтаж детали на подвеску таким образом, чтобы
детали прочно удерживались на ней и одинаково находились от поверхности анода;
электролитическое обезжиривание в растворе
следующего состава: едкий натр NaOH-30-50 г/л; кальцинированная сода Na2CO3 —
25-30 г/л; жидкое стекло Na2SiO3-10-20 г/л; температура электролита 60…70 °С;
плотность электрического тока 5-6*102 А/см2; время выдержки на катоде 2-3 мин,
на аноде — 1-2 мин;
промывку в горячей воде (60…80°С);
промывку в холодной воде;
загрузку деталей в ванну для хромирования.
Общий вид установки для электролитического
осаждения металла представлен на рис. 6.10.
Рис. 6.10 — Установка для электролитического
осаждения металлов ОГ-1349А: 1, 2 — ванны с электролитом; 3 — реостат; 4 —
пульт управления; 5, 13 — пакетный переключатель изменения полярности; 6, 12 —
включатели электроподогрева ванн; 7, 11 — амперметры; 8 — переключатель
амперметра с 200 на 20 А; 9 — пакетный включатель установки в цепь электрического
тока от выпрямителя; 10 -вольтметр; 14 — включатели магазина сопротивлений; 15
— стол установки
Декапирование — снятие с детали тончайшей
окисной пленки в течение 30-90 с при плотности тока (2,5-4,0) 102 А/см2 путем
пропускания тока в обратном направлении процессу осаждения хрома.
Хромирование деталей производится согласно
выбранному режиму. Твердость хромовых осадков зависит от плотности тока и
температуры электролита. Для определения плотности тока и температуры
электролита пользуются графиком, представленным на рис. 6.11. В соответствии с
графиком задаются твердостью, видом осадка (серый, блестящий или молочный) и
определяют плотность тока и температуру электролита.
Рис. 6.11 — Диаграмма зависимости расположения
зон различных хромовых осадков от температуры электролита в ванне и плотности
тока: 1 — кривые, ограничивающие зону образования блестящих осадков в ванне с
универсальным электролитом; 2 — кривая, ограничивающая зону образования
блестящих осадков в ванне с саморегулирующимся электролитом; 3 — зона
образования износостойких осадков (цифры в кружочках показывают микротвердость
осажденного хромового покрытия)
По плотности тока определяется его сила,
необходимая для электролиза. Она устанавливается с помощью реостатов
гальванической установки, и контролируется по показаниям амперметра.
Температура достигается путем включения электрического подогревателя ванны.
Величина хромового осадка зависит от времени осаждения хрома.
После окончания хромирования детали извлекаются
из ванны, промываются в проточной воде, демонтируются с подвесок и подвергаются
термической и механической обработкам.
6.2 Технический расчет гидроцилиндра
стрелы
Технические характеристики крана-манипулятора
БАКМ — 890 (МКС-4032).
Таблица 6.4
|
Параметры |
Стрела |
|
|
двухсекционная |
трехсекционная |
|
|
Число |
1 |
2 |
|
Максимальный |
89 |
86 |
|
Максимальная |
||
|
на |
2,4 |
2,27 |
|
на |
4(3)* |
4 |
|
Максимальный |
||
|
основной |
5,4 |
7,1 |
|
с |
10,4 |
10,4 |
|
Высота |
||
|
основной |
8,2 |
9,8 |
|
стрелой |
11,6 |
11,6 |
|
Частота |
3 |
3 |
|
Угол |
400 |
400 |
|
Максимальное |
25 |
25 |
|
Подача |
30 |
30 |
|
Габаритные |
||
|
длина |
680 |
680 |
|
ширина |
2400 |
2400 |
|
высота |
2100 |
2100 |
|
Собственная |
||
|
с |
1120 |
1235 |
|
с |
1200 |
1290 |
6.3 Работа гидросистемы
крана-манипулятора БАКМ-890
От насоса 2 рабочая жидкость поступает к
секционному распределителю 5, который управляет гидроцилиндрами блокировки
рессор 6 и гидроцилиндрами подъема-опускания выносных опор 7, 8, 9, 10. Для
исключения опускания указанных гидроцилиндров в период работы крана в поршневых
магистралях применены гидросмазки. После установки крана в исходное рабочее
положение поток жидкости золотником А распределителя 5 объединяется с потоком
жидкости, поступающей от насоса 3. Объединение потоков применяется с целью
увеличения скорости гидродвигателей привода стрелы, платформы и лебедки.
Поток жидкости от насосов 2 и 3 поступает
одновременно к распределителям 15 и 16. Распределитель 15 управляет
гидроцилиндром изменения вылета (угла наклона) стрелы 27 и гидромотором 28
поворота платформы крана-манипулятора. Распределитель 16 управляет гидрометром
привода грузовой лебедки 29 и гидроцилиндром изменения длины телескопической
стрелы 23. Гидроцилиндр имеет увеличенный ход поршня и вмонтирован в
металлоконструкцию стрелы. Секция Б распределителя 15 и секция А распределителя
16 оснащены дополнитльно сблокированными распределителями, с помощью которых в
период включения основных золотников происходит растормаживание грузовой
лебедки и платформы, а в период выключения — торможение этих механизмов
гидроцилиндрами 13 и 14.
Кран-манипулятор БАКМ-890 оборудован приборами
безопасности, которыми в аварийной ситуации отключаются электромагниты
гидроклапанов 17, 18 и 19. В результате отключения электромагнитов соединяются
гидролинии управления предохранительных клапанов 20 и 21 с дренажной гидролинией,
происходит разгрузка насосов и замыкание тормозов гидроцилиндрами 13 и 14. Для
уменьшения скорости поворота платформы используется дроссель 22 с регулятором
давления. При включении гидромотора поворота платформы 28 оператор-машинист
регулируемым дросселем 22 сбрасывает часть потока жидкости, поступающей от
насосов 2 и 3 в сливную линию. Для исключения кавитации в трубопроводах и
стабилизации скорости опускания груза и стрелы, уменьшения длины стрелы
применяются тормозные гидроклапаны 24, 25 и 26, которые пропускают на слив
поток жидкости, равный потоку жидкости, подводимой к гидродвигателям. Опускание
груза при выходе из стоя ДВС или насоса осуществляется вентилем 12. В поршневых
полостях гидроцилиндров 23 и 27 установлены гидрозамки, Которые запирают поток
жидкости в поршневой полости и предотвращают опускание стрелы и груза под
действием внешних сил. Давление в напорных линиях насосов и сливной линии
контролируется манометрами 31, а температура — дистанционным термометром 32.
Ручной насос 4 используется для перевода стрелы
в транспортное положение, в случае отказа двигателя или насоса.
Рис. 6.12 — Принципиальная гидравлическая схема
крана-манипулятора БАКМ-890: 1. гидробак; 2, 3 нерегулируемые насосы; 4. ручной
насос; 5. секционный распределитель; 6. — гидроцилиндры блокировки рессор; 7,
8, 9,10 — гидроцилиндры выносных опор; 11, 12 — вентили; 13, 14 — гидроцилиндры
тормозов; 15,16 — секционные распределители; 17, 18, 19 — гидроклапаны с
электромагнитным управлением; 20,21 — предохранительные клапаны; 23 —
гидроцилиндр изменения длины стрелы; 24, 25, 26 — тормозные гидроклапаны; 27 —
гидроцилиндр изменения высоты вылета стрелы; 28 — гидрометр поворота платформы;
29 — гидрометр грузовой лебедки; 30- фильтр с переливным клапаном; 31 —
манометр; 32 — датчик температуры
6.4 Выбор рабочих жидкостей
От правильности выбора рабочей жидкости зависят
работа гидропривода и долговечность гидрооборудования. Даже оптимально
спроектированный гидропривод может оказаться неработоспособным или
малоэффективным, если жидкость не будет соответствовать условиями эксплуатации.
Марку масла выбирают исходя из условий
эксплуатации, типа насоса, гидроцилиндров и ответственности гидросистемы. Чем
ниже температура окружающей среды, тем менее вязкую жидкость следует выбирать,
и наоборот.
Для гидропривода крана-манипулятора масло
следует выбирать по следующим основным показателям: диапазону температур;
соответствию вязкости жидкости номинальному давлению; с учетом типа
используемого гидронасоса; климатическим условиям эксплуатации гидропривода;
срокам эксплуатации машины; продолжительности работы в течении суток;
соответствия рабочей жидкости резиновым уплотнителям; стоимости жидкости.
Применение масла с завышенной
вязкостью (более ![]() м2/с или
м2/с или
более 1000 сСт) приводит к увеличению гидравлических сопротивлений, повышению
потребляемой гидроприводом мощности, уменьшает КПД гидропривода, ухудшает
фильтрацию, вызывает нежелательный нагрев масла. При занижении вязкости (ниже ![]() или 10 сСт)
или 10 сСт)
повышается интенсивность износа трущихся пар, ускоряется окисление масла,
увеличиваются его утечки и перетеки, что также снижает КПД гидропривода.
Для гидроприводов с легким режимом
работы и меньшим номинальным давлением следует применять масла с меньшей
вязкостью, чем для гидроприводов с тяжелым режимом работы и большим номинальным
давлением. Так, при прочих равных условиях, при номинальном давлении до 7 МПа
рекомендуется вязкость масла 0,2![]() 10-4…0,4
10-4…0,4![]() 10-4м2/с
10-4м2/с
(20-40 сСт) при 50![]() С, а при
С, а при
давлении 7…20 МПа — 0,3![]() 10-4…0,6
10-4…0,6![]() 10-4м2/с
10-4м2/с
(30-60 сСт) при 50![]() С, при
С, при
давлении более 25 МПа — рекомендуемая вязкость масла более 0,5![]() 10-4м2/с при
10-4м2/с при
аналогичной температуре.
Минимальная кинематическая вязкость
рабочей жидкости не должна быть ниже:
сСт — для шестерных гидромашин;
сСт — для пластинчатых гидромашин;
сСт — для поршневых гидромашин.
Выбираем масло АМГ-1 (зимой) и МГ-30
(или ИС-30) (летом), со следующими характеристиками:
Таблица 6.5 — Масло индустриальное
ИГП-38
Масло Вязкость, * 10-6![]() Индекс
Индекс
вязкости, UBКОН, ![]() Плотность,
Плотность,
|
|
вспышки
![]() ºСзастывания
ºСзастывания
![]() ºСтемпературные пределы
ºСтемпературные пределы
применения
|
при |
при |
||||||||
|
Зимой |
|||||||||
|
АМГ-10 |
10 |
42 |
90 |
0,6 |
870 |
92 |
-15 |
-45…+600С |
|
|
Летом |
|||||||||
|
МГ-30 |
30 |
760 |
190 |
0,05 |
890 |
190 |
-35 |
-10…+600С |
|
Рассмотрим гидроцилиндры:
Рис. 6.13 — Гидроцилиндр
6.5 Расчет гидроцилиндров стрелы
крана-манипулятора БАКМ-890
Определение расчетных выходных параметров
гидропривода
Рис. 6.14 — Схема расчета гидроцилиндра
Схема расчета гидроцилиндра представлена на рис.
6.3 . На ней указаны все силы, действующие на гидроцилиндр.
Силы сопротивления:
Т — усилие на штоке;П — сила трения уплотнения
поршня;Ш — сила уплотнения штока;
РСЛ — реактивное усилие от давления в штоковой
области.
Активная сила:
РН — сила давления в поршневой полости.
Для усилия на штоке в инженерных расчетах
используют выражение:
Т = РН![]() Н
Н
где ![]() —
—
гидромеханический КПД гидроцилиндра. В расчетах его выбирают в пределах 0,92 —
0,98. Меньшее значение рекомендуется выбирать для давления рабочей жидкости до
10 МПа, а большее для давления свыше 20 МПа.
![]() — площадь поршня
— площадь поршня
поршневой полости, м2.
Выразив в последнем уравнении площадь поршня
через его диаметр, определяем усилия на штоке:
при подаче жидкости в поршневую полость
Т = ![]()
![]()
при подаче жидкости в штоковую полость
Т = ![]()
![]()
—
диаметр поршня- диаметр штока
Гидропривод
управления стрелой имеет два гидроцилиндра, работающих в одинаковых условиях:
—
гидроцилиндр изменения длины стрелы
—
гидроцилиндр изменения высоты вылета стрелы
Необходимое
усилие на штоке каждого гидроцилиндра
![]()
Принимаем
коэффициент запаса по усилию ![]() , получаем расчетное значение усилия
, получаем расчетное значение усилия
р
= kз.у.∙ T = 1,20∙43 = 51.6 kH.
Исходя
из условий устойчивости, определяем минимальный диаметр штока гидроцилиндра
где
k = 2 — коэффициент, учитывающий заделку концов штока;= 2,1∙1011 Па —
модуль упругости материала (для стали).
В
соответствии с нормами ОН 22-176-69 принимаем ![]() = 50 мм и с учетом L = 800 мм по
= 50 мм и с учетом L = 800 мм по
приложению 2 норм ОН 22-176-69 выбираем ψ = 1,65.
ψ
= ![]()
В
первом приближении соотношение между диаметром штока d и диаметром поршня D
принимается в зависимости от давления в гидроцилиндре и рекомендаций:
Р » (1,5 ¸5) Мпа ![]()
Р > 5 Мпа ![]()
В гидроцилиндрах ПСМ (по нормам ОН —
22-176-69) принято два исполнения с отношением площадей поршневой и штоковой
полости 0,33 и 0,65.
Поэтому можно принять:
= d/0.7 = 50/0.65 = 76.9 ![]() 80 мм
80 мм
Скорость рабочего хода поршня
![]()
где ∆t = 1,0 с — время на переключение
распределителя в крайнем положении поршня при ручном управлении.- время
рабочего цикла гидропривода принять равным t = 28 с
Принимая коэффициент запаса по скорости равным ![]() ,
,
получаем расчетное значение скорости рабочего хода поршня
![]()
Расчетная мощность гидропривода составит:
![]() Вт ≈ 5.6
Вт ≈ 5.6
кВт.
трубопровод гидроцилиндр
Назначение величины рабочего давления и выбор
насоса
По величине Fр = 51.6 kH в соответствии с
таблицей 1 норм ОН 22-176-69 рабочее давление в системе принимаем равным ![]() .
.
При этом давлении расчетная производительность насоса составит
В кране-манипуляторе используются два насоса с
параметрами:
= 1500 ![]() ,
,
![]() и
и
![]()
Предохранительные клапана в системе настраиваем
на давление насоса, т.е. ![]()
Расчет гидроцилиндров
Давление в поршневой полости гидроцилиндра равно
![]()
Необходимая площадь гидроцилиндра составит
![]() .
.
Требуемый минимальный диаметр гидроцилиндра
равен
В соответствии с величинами L, ψ,
![]() и
и
![]() по
по
нормали ОН 22-176-69 подбираем унифицированный гидроцилиндр с параметрами:= 800
мм;
Ψ = 1,65:
d = 50 мм;= 80 мм
ГЦ 25-1-1/1-80-50-800
Площадь
поршневой полости SП = 50 см2;
штоковой полости SШ = 30,3 см2;
Проверяем выбранный гидроцилиндр на создание
требуемого усилия при рабочем ходе.
Сила трения в уплотнениях поршня
![]()
где μ = 0,13 — коэффициент
трения для резиновых манжет;
![]() = 7,5 10-3 м = 7,5
= 7,5 10-3 м = 7,5
мм — ширина рабочей части манжеты, принятая равной половине ширины манжеты при
уплотнении по наружному диаметру (![]() =15
=15
мм по приложению 7 методических указаний).
![]() = 5 МПа —
= 5 МПа —
контактное давление от деформации усов манжеты при ее монтаже.
Сила трения в уплотнениях штока
![]()
=![]()
где ![]() =
=
6,25*10-3 м = 6,25 мм — ширина рабочей части манжеты, принятая равной половине
ширины манжеты при уплотнении по внутреннему диаметру (![]() =
=
12,5 мм по приложению 7 методических указаний).
![]() =
=![]() Н
Н
— давление в сливной полости гидроцилиндра, которое в случае свободного слива
принимается равным потере давления в сливной магистрали (![]() ).
).
Сила сопротивления, обусловленная вытеснением
жидкости с противоположной стороны поршня, равна
Полезное усилие, создаваемое гидроцилиндром при
рабочем ходе
![]()
Так как ![]() =
=
116,256 кН ![]() Fp = 51.6 кН, то
Fp = 51.6 кН, то
выбранный гидроцилиндр удовлетворяет требованию по созданию заданного усилия. В
соответствии со схемой гидропривода два таких гидроцилиндра обеспечат необходимое
усилие на рабочем органе (2 * 51,6 = 103,2 кН ![]() 116,256
116,256
кН)
Потребный расход жидкости гидроцилиндром
определяется по формуле:
где QП — потребный расход жидкости,-
скорость поршня гидроцилиндра,
hОЦ
— объемный КПД гидроцилиндра,э — эффективна площадь поршня эффективная площадь
поршня SЭ в формуле потребного расхода будет различна.
При выталкивании
![]() Э = 3,14*802/4 = 5024 мм2 =
Э = 3,14*802/4 = 5024 мм2 =
5,024*10-3 м2 = 50,24 см2
При втягивании
![]() Э = 3,14*(802 — 502) /4 = 3061,5 мм2
Э = 3,14*(802 — 502) /4 = 3061,5 мм2
= 3,0615*10-3 м2 = 30,615 см2
Толкающее усилие равно:
![]()
Находим расход рабочей жидкости в
поршневой полости:
![]() ;
;
где υпор, м/мин —
скорость движения поршня;п, м2 — площадь поршневой полости.
![]()
Вычисляем условный проход:
;
где Q, л/мин — подача насоса;
υж =4,5 м/с — скорость
жидкости.
![]()
Принимаем ![]()
Определяем толщину стенки цилиндра:
;
где R=260МПа — расчетное
сопротивление материала, для стали 45;=0.85 — коэффициент условий работы;=(1.05…1.2)
Pн = 1,2*25 = 30 МПа — максимальное рабочее давление.
![]()
Принимаем δ = 6 мм
Определяем толкающее и тянущее
усилие:
поршневой полости SП = 50 см2;
штоковой полости SШ = 30,3 см2;
Заключение
Автомотрисы представляют собой специальный
подвижной состав железных дорог. Их широко используют при строительстве
железных дорог, монтаже, обслуживании и ремонте устройств контактной сети,
воздушных линий (автомотриса АСГ-30), путевого хозяйства (АСГ-30П), устройств
СЦБ и связи, а также при восстановительных работах на железнодорожном
транспорте.
В работе рассмотрена автомотриса АСГ-30П.
Автомотриса АСГ-30П применяется для производства работ при текущем содержании,
ремонте и строительстве железнодорожных путей.
Машинисты автомотрис должны точно выполнять
инструктивные указания по техническому обслуживанию (ТО) и ремонту подвижных
единиц, уметь управлять ими, неукоснительно соблюдать ПТЭ железных дорог,
Правила техники безопасности и требования других документов.
Кроме того, машинисты автомотрис должны уметь
быстро находить и устранять неисправности, возникающие в пути следования,
принимать правильные решения для того, чтобы незамедлительно освободить
перегон, открыть движение поездов. Для этого они должны тщательно изучить
конструкцию узлов и механизмов автомотрисы, знать «слабые» места различных
устройств и признаки их повреждений. С этим связано рассмотрение конкретных
вопросов в данной работе.
В работе рассмотрен ремонт/восстановление
деталей двигателя, применяемого на мотрисе: дизеля ЯМЗ-380Д
Основное оборудование автомотрисы —
кран-манипулятор БАСМ-890.
В дипломном проекте рассматривается порядок ТО и
ремонта крана-манипулятора, рассмотрена гидравлическая схема и произведен
расчет применяемых гидроцилиндров, применяемых в системе стрелы крана.
Используемая литература
1. Правила технической
эксплуатации железных дорог Российской Федерации.
. Инструкция по
эксплуатации самоходных железнодорожно-строительных машин для ремонта и
текущего содержания пути № ЦП-734 от 30.12.1999.
. Правила по охране
труда при содержании и ремонте железнодорожного пути и сооружений ПОГ
РО-32-ЦП-652-99.
. Путевые машины // По
ред. С.А. Соломонова. Желдориздат, 2008 г. (М.В. Попович, В.М. Бугаенко и др.).
. Машинизация текущего
содержания пути. Транспорт, 1990 // Под ред. К.С. Исаева (Федулов В.Ф.,
Щекотков Ю.М.).
. А.С. Белкин, В.А.
Грибков, Н.А. Груненышев. Устройство, эксплуатация и ремонт мотовозов,
автодрезин и автомотрис. Москва, 2007.
. В.В. Воробьев, М.А.
Самоснов, В.Е. Чекулаев. Автомотрисы и автодрезины. Управление и обслуживание.
Транспорт, 1987.
. Правила устройства
электроустановок. 6-е изд. Москва, 2012.
. Тихомиров В.И.
Экономика, организация и планирование путевого хозяйства, 2008.
. Нормы ОН 22-176-69
«Расчет гидроприводов самоходных машин».
Приложение 1
Принципиальная гидравлическая схема
крана-манипулятора БАКМ-890
Рис. П1 — Принципиальная гидравлическая схема
крана-манипулятора БАКМ-890: 1. Гидробак; 2, 3 Нерегулируемые насосы; 4. ручной
насос; 5. секционный распределитель; 6. — гидроцилиндры блокировки рессор; 7,
8, 9,10 — гидроцилиндры выносных опор; 11, 12 — вентили; 13, 14 — гидроцилиндры
тормозов; 15,16 — секционные распределители; 17, 18, 19 — гидроклапаны с
электромагнитным управлением: 20,21 — предохранительные клапаны; 23 —
гидроцилиндр изменения длины стрелы; 24, 25, 26 — тормозные гидроклапаны; 27 —
гидроцилиндр изменения высоты вылета стрелы; 28 — гидрометр поворота платформы;
29 — гидрометр грузовой лебедки; 30- фильтр с переливным клапаном; 31 —
манометр; 32 — датчик температуры
Приложение 2
Гидроцилиндр
Приложение 3
Кинематическая схема
крана-манипулятора БАКМ-890
Приложение 4
Пневматическое оборудование
автомотрисы аварийно-восстановительной АРВ-1
Это оборудование предназначено для обеспечения
работы тормозной системы, систем управления механизмами и устройствами, а также
питания рабочих инструментов.
Автомотриса оборудована автоматическим тормозом
с краном машиниста, который используется при движении с прицепной нагрузкой, а
также краном вспомогательного тормоза, используемым при одиночном следовании. В
целом пневмосистема выполнена по типовой схеме локомотива, имеющего два поста
управления.
Источником питания сжатым воздухом тормозной
системы, системы управления автомотрисы, а также рабочих инструментов являются
компрессор КМ1 (рис. 2.9), установленный на силовом агрегате ЯМЗ-238, и
компрессор КМ2, установленный на платформе.
В питательной магистрали между компрессорами и
главными резервуаром смонтированы: предохранительный клапан КП1,
отрегулированный на давление 0,83 + 0,02 МПа; клапан холостого хода КХ,
управляемый регулятором давления РД, который срабатывает на снижение давления
при 0,8 МПа и на повышение давления при 0,65 МПа, и обратный клапан КО,
защищающий компрессоры от давления сжатого воздуха из главных резервуаров после
срабатывания регулятора давления. После главных резервуаров установлен
масловлагоотделитель МД. Система приготовления воздуха работает следующим
образом: воздух от компрессоров КМ1 и КМ2 поступает через предохранительный
клапан КП1, обратный клапан КО в главные резервуары РГ1, РГ2, РГ3, снабженные
сливными краниками Кр11, Кр12, КР13 для удаления конденсата. Как только
давление в главных резервуарах достигает 0,8 МПа, регулятор давления РД
срабатывает, подает электрический сигнал на электропневмовентиль, который, в
свою очередь, пропускает сжатый воздух в клапан холостого хода КХ. Клапан КХ
срабатывает и сообщает с атмосферой участок питательной магистрали от
компрессоров до обратного клапана КО, переводя работу компрессоров в холостой
режим.
При торможении автомотрисы краном
вспомогательного тормоза KpBT1 или КрВТ2 воздух поступает из питательной
магистрали через фильтры очистки воздуха Ф2 и Ф3, разобщительные краны Кр6 или
Кр9; далее через Кр7 или Кр8 и переключательные клапаны КПр2 и КПр2 к тормозным
цилиндрам Ц1 и Ц2.
При торможении автомотрисы краном машиниста КрМ1
или КрМ2 воздух из питательной магистрали через кран двойной тяги Кр4 или Кр5,
комбинированный кран Кр2 или Кр3 поступает в тормозную магистраль, далее через
разобщительный кран Kp1 к воздухораспределителю Р, который срабатывает на
зарядку, сообщая запасной резервуар РЗП с тормозной магистралью, а тормозные
цилиндры с атмосферой.
При повышении давления сжатого воздуха в
тормозной магистрали до 0,5-0,53 МПа ручка крана машиниста должна быть
установлена в поездное (II) положение.
При понижении давления в тормозной магистрали
краном машиниста воздухораспределитель приходит в действие и сообщает запасной
резервуар РЗП через переключательный клапан КПр1 с тормозными цилиндрами Ц1 и
Ц2.
Для контроля работы пневматической системы на
каждом пульте управления установлены по два манометра, один однострелочный,
показывающий давление в тормозных цилиндрах, другой двухстрелочный,
показывающий давление в питательной и тормозной магистралях. При переходе с
пульта на пульт необходимо перекрыть краны усл. № 114 и усл. № 377, а на
рабочем пульте открыть.
Питание воздухом звуковых сигналов производится
из питательной магистрали. Воздух поступает к клапанам звуковых сигналов КЗС1
или КЗС2, установленных на боковых стенках кабины. В зависимости от направления
нажатия рукоятки клапана воздух подается к тифону Т1, Т2 или свистку C1, С2,
расположенным на крыше кабины. Управление звуковыми сигналами осуществляется с
каждого пульта управления.Подача песка из песочниц П1 и П2 или П3 и П4
производится соответственно при помощи клапанов КС3 или КС2. Кнопки воздействия
на них расположены на полу под каждым пультом управления для нажатия левой
ногой.
При выполнении определенных видов работ на
контактной сети предусмотрено подключение пневматического инструмента:
гайковерта, шлифовальной машины и перфоратора. Отбор воздуха для инструмента
производится из питательной магистрали тормозной системы через разобщительный
кран Кр21 усл. № 383, клапан КД, предохранительный клапан КП2, отрегулированный
на давление 0,6 МПа, и питательный резервуар РП емкостью 55 л.
Редукционный клапан КД необходимо отрегулировать
на номинальное рабочее давление подключаемого инструмента. Кран Кр21
переводиться в положение «открыт» только при работе пневмоинструментом, в
случае движения автомотрисы система питания пневмониструмента должна быть
отключена и кран Кр21 должен находится в положении «Закрыт». Подача воздуха к
определенному пневмоинструменту производится через разобщительные краны Кр22 и
Кр23.
Работа пневмоинструментом при давлении воздуха в
главных резервуарах ниже 0,5 МПа не допускается. Оно контролируется по
двухстрелочному манометру с обоих постов управления.
Рис. П2 — Пневматическое тормозное и
вспомогательное оборудование автомотрисы АРВ-1: РЗп — резервуар запасной, 55 л;
РКС1, РКС2 — рукава соединительные Р11; РП — резервуар питательный, 55 л; Ц1,
Ц2 — цилиндры тормозные, усл. № 508Б; ЭПК — электропневматический клапан
автостопа ЭПК-153; С1, С2 — сигналы воздушные звуковые; КЗС1, КЗС2 — клапаны
звуковых сигналов; KB — клапан выпускной усл. № 31Б; КД — клапан редукционный;
КМ1 — компрессор 4331-3509009; КМ2 — компрессор ВВ-0,8/8-720; КО — клапан 1-3
усл. № 3700; КП1, КП2 — клапаны 2-2 усл. № 216; КПр1, КПр2 — клапаны 5-1
переключательные усл. № 3ПК; Kp1 — кран разобщительный усл. № 372; Кр2, Кр3 —
краны комбинированные усл. № 114; Кр4, Кр5, Кр25 — краны усл. № 377; Кр6…Кр9,
Kp18…Кр24 — краны усл. № 383; Кр11…Кр16 — краны усл. № 4360; KpBT1, КрВТ2 —
краны вспомогательного тормоза усл. № 254; КрК1, КрК2 — краны концевые усл. №
33; KpM1, КрМ2 — краны машиниста усл. № 326; КС1, КС2 — клапаны сигнала № 111;
КХ — клапан холостого хода усл. № 254; МД — маслоотделитель усл. № Э-120Т; MН1,
МН2 — манометры МП 2-16; МН3, МН4 — манометры МП-10; П1…П4 — песочницы; Р —
воздухораспределитель усл. № 292.001; РГ1…РГ3 — резервуары главные, 55 л; РД
— датчик-реле давления
Приложение 5
Рис. П3 — Электрическая схема
Рис. П4 — Электрическая схема
ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
УТВЕРЖДАЮ
Вице-президент ОАО «РЖД»
В.А.Гапанович
16 октября 2006 г. N ВГ-9419
УСЛОВИЯ ОБРАЩЕНИЯ В ОПЫТНОЙ ЭКСПЛУАТАЦИИ АВТОМОТРИСЫ СЛУЖЕБНО-ГРУЗОВОЙ АСГ-30П НА ЖЕЛЕЗНЫХ ДОРОГАХ — ФИЛИАЛАХ ОАО «РЖД»
Настоящие условия обращения разработаны на основании результатов проведенных ВНИКТИ ходовых динамических, прочностных и тормозных испытаний автомотрисы служебно-грузовой АСГ-30П (далее — автомофиса АСГ-30П).
1. Автомотриса АСГ-30П по техническому состоянию несущих и ходовых частей, тормозного и автосцепного оборудования должна соответствовать требованиям Правил технической эксплуатации железных дорог Российской Федерации, утвержденных МПС России 26 мая 2000 г. N ЦРБ-756, и Инструкции по эксплуатации автомотрисы АСГ-30П.
2. Автомотриса АСГ-30П должна быть оборудована воздухораспределителем N 483М, двумя кранами машиниста N 326-1 и двумя тормозными цилиндрами N 507Б диаметром 254 мм.
Допускается применение только чугунных тормозных колодок типа С.
3. На бортах автомотрисы АСГ-30П с двух сторон дополнительно должны быть нанесены надписи:
«Грузоподъемность, не более тс 8,5
Средняя осевая нагрузка, тс 11,5
Тормозное нажатие на ось, тс 5,0Г»
(где «Г» — груженый режим воздухораспределителя).
4. Автомотриса АСГ-30П должна быть оборудована системой обеспечения безопасности движения типа КЛУБ-УП и может следовать своим ходом как поезд.
Разрешается транспортировать автомотрису АСГ-30П отдельным локомотивом или в составе грузового поезда без подталкивания с постановкой перед двумя хвостовыми 4-осными грузовыми вагонами с включением тормозов в тормозную магистраль поезда.
Пропуск автомотрисы АСГ-30П через сортировочную горку и производство маневров толчками запрещены.
5. Перед транспортированием автомотриса АСГ-30П должна быть приведена в транспортное положение в соответствии с инструкцией по эксплуатации автомотрисы АСГ-30П и Инструкцией по приведению в транспортное положение и порядку сопровождения специального подвижного состава, утвержденной МПС России 3 июля 2002 г. N ЦП-908, и обозначена сигналами в соответствии с Инструкцией по сигнализации на железных дорогах Российской Федерации, утвержденной МПС России 26 мая 2000 г. N ЦРБ-757.
6. Автомотриса АСГ-30П при транспортировании отдельным локомотивом или в составе грузового поезда сопровождается, а при движении своим ходом управляется бригадой из двух человек: машиниста, имеющею свидетельство на право управления автомотрисой АСГ-30П, и помощника машиниста.
7. Порядок и основные требования по обеспечению безопасности при движении и транспортировании автомотрисы АСГ-30П устанавливаются в соответствии с Нормами допускаемых скоростей движения специального подвижного состава (мотовозов, дрезин, специальных автомотрис, железнодорожно-строительных машин) по железнодорожным путям колеи 1520 (1524) мм федерального железнодорожного транспорта, утвержденными МПС России 20 декабря 1999 г. N 17ЦЗ, Инструкцией по движению поездов и маневровой работе на железных дорогах Российской Федерации, утвержденной МПС России 16 октября 2000 г. N ЦД-790, Инструкцией по обеспечению безопасности движения поездов при производстве путевых работ, утвержденной МПС России 28 июля 1997 г. N ЦП-485, и Инструкцией по техническому обслуживанию и эксплуатации специального самоходного подвижного состава железных дорог Российской Федерации, утвержденной МПС России 13 февраля 2003 г. N ЦРБ-934.
8. Допускаемые скорости при движении автомотрисы АСГ-30П, начиная с N 12 включительно, своим ходом или при транспортировании, определяемые в зависимости от динамики и прочности экипажа, прочности и устойчивости пути и тормозной эффективности, устанавливаются следующие:
а) по прямым и кривым участкам пути — согласно приложению;
б) на стрелочных переводах:
по боковому направлению — в соответствии с таблицей 71 Норм допускаемых скоростей движения специального подвижного состава (мотовозов, дрезин, специальных автомотрис, железнодорожно-строительных машин) по железнодорожным путям колеи 1520 (1524) мм федерального железнодорожного транспорта, утвержденных МПС России 20 декабря 1999 г. N 17ЦЗ, но не более 40 км/ч;
по прямому направлению — согласно приложению.
Грузоподъемность автомотрисы АСГ-30П не должна превышать 8500 кгс.
Допускаемые скорости автомотрисы АСГ-30П до N 12 при движении своим ходом или при транспортировании не должны превышать 60 км/ч.
Кроме того, допускаемые скорости при движении автомотрисы АСГ-30П своим ходом или при транспортировании не должны превышать допускаемых скоростей, установленных с учетом тормозной эффективности в зависимости от уклонов продольного профиля железнодорожного пути.
Приложение
Допускаемые скорости автомотрисы АСГ-30П, начиная с N 12 включительно, при движении своим ходом, транспортировании отдельным локомотивом или в составе грузового поезда
|
Тип рельсов, |
Допускаемые скорости движения, км/ч |
||||||||
|
Прямая |
Радиусы кривых, м |
||||||||
|
1000 |
800 |
700 |
600 |
500 |
400 |
350 |
300 |
||
|
Р65(6) 1840 Гр и тяжелее Р50(6) 1600 П и тяжелее Р43(6) 1600 П и тяжелее |
80 80 80 |
80 80 75 |
80 80 70 |
80 80 65 |
80 80 60 |
80 80 50 |
80 80 40 |
80 80 30 |
80 80 20 |
Примечания
1. Приведенные в таблице допускаемые скорости автомотрисы АСГ-30П в кривых приняты по величине допустимого непогашенного ускорения 0,7 м/кв.с при возвышении наружного рельса 150 мм. При меньших возвышениях наружного рельса скорости в кривых следует устанавливать по таблице 2 Норм допускаемых скоростей движения специального подвижного состава (мотовозов, дрезин, специальных автомотрис, железнодорожно-строительных машин) по железнодорожным путям колеи 1520 (1524) мм федерального железнодорожного транспорта, утвержденных МПС России 20 декабря 1999 г. N 17ЦЗ. Допускаемая скорость автомотрисы АСГ-30П устанавливается по наименьшей скорости из двух указанных таблиц.
2. Обозначение скорости движения цифрами без букв означает ограничение по прочности и динамике экипажа и прочности верхнего строения пути.
3. Допускаемые скорости автомотрисы АСГ-30П до N 12 при движении своим ходом или при транспортировании не должны превышать 60 км/ч.
![]()
- База знаний
- Образование
- Рекомендации
- Лайфхаки
- Мнения
- О портале
![]()
Дорожные машины по содержанию пути
15.04.2014 |
Дорожные машины по содержанию пути |
Транспорт |
Язык: русский |
Просмотры: 92
